Sommaire
- Procédé hémihydrate — HH
- Procédés hémidihydrate
- Procédé hémihydrate-dihydrate avec filtration intermédiaire — HDH
- Procédé dihydrate-hémihydrate — DHH
- Ingénierie et construction de l’unité
Comme pour les procédés dihydrate, plusieurs procédés hémihydrate et systèmes combinés ont été développés par diverses entreprises, et il n’est pas tenté ici de les décrire tous en détail. Toutefois, par souci de simplicité, on peut considérer comme règle générale que les équipements de base des procédés hémihydrate et des procédés combinés sont les mêmes, les différences portant uniquement sur les paramètres techniques, les équipements additionnels, l’implantation générale de l’unité et, dans une certaine mesure, les matériaux de construction utilisés.
Procédé hémihydrate — HH
La réaction hémihydrate se déroule dans deux zones distinctes. Il est donc nécessaire de disposer d’au moins deux réacteurs séparés, ou deux compartiments, dans la section réactionnelle. Le rapport volumique préféré est de 2:1. La première zone est souvent divisée en deux compartiments ou réacteurs identiques, 1A et 1B.
La roche phosphatée est introduite dans le réacteur 1A ; l’acide sulfurique et l’acide phosphorique dilué provenant du filtre sont introduits dans le réacteur 2 (Figure 1). La bouillie provenant du réacteur 2 est recyclée à travers un refroidisseur flash vers le réacteur 1A, exposant ainsi la roche phosphatée aux ions sulfate dans des conditions chimiques contrôlées. La bouillie déborde du compartiment 1A vers le compartiment 1B. La chaleur est évacuée par refroidissement sous vide, ou par air si le refroidisseur flash est omis, afin de maintenir la température de la bouillie réactionnelle entre 98 et 100 °C.
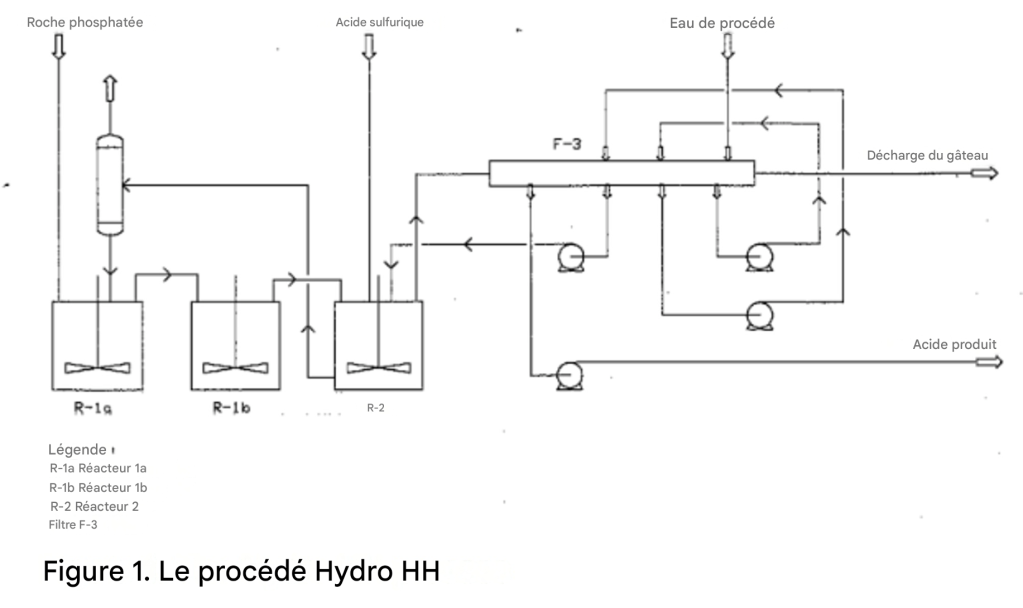
L’acide produit, dont la concentration est comprise entre 40 % et 50 % de P₂O₅, selon la qualité et la composition du phosphate, les exigences en aval et le gypse hémihydrate formé, est séparé au moyen d’un filtre horizontal sous vide comportant trois étages de lavage à contre-courant. L’acide produit issu du filtre passe directement vers le stockage. La plupart du temps, il ne nécessite ni clarification ni élimination des solides, et peut être utilisé directement comme acide concentré sans évaporation.
Cependant, certains inconvénients ont eu tendance à limiter la popularité de la voie hémihydrate, parmi lesquels :
- Pertes en P₂O₅ et bilan hydrique : le bilan hydrique est plus critique ; par conséquent, la quantité d’eau de lavage pouvant être utilisée est limitée. Les quantités de P₂O₅ soluble et cocristallisé restant dans le gâteau de filtration sont plus importantes, en raison de la concentration plus élevée en P₂O₅ de la bouillie filtrée.
- Entartrage : l’hémihydrate n’est pas une forme stable du sulfate de calcium, et il a tendance à se reconvertir en gypse avant même que l’acide ne soit filtré. Pendant le lavage, les conditions sont encore plus favorables à la réhydratation, ce qui peut entraîner l’entartrage des tuyauteries et des équipements, ainsi que le colmatage de la toile filtrante.
- Corrosion : à température et concentration acide plus élevées dans un système réactionnel hémihydrate, l’usure des équipements est plus rapide, en particulier celle des agitateurs et des pompes à bouillie.
Toutefois, outre la réduction ou l’élimination du besoin de chaleur d’évaporation, le procédé présente certains avantages :
- Économie d’investissement : moins d’équipements d’évaporation sont nécessaires, voire aucun.
- Acide plus pur : l’acide contient nettement moins de sulfate libre et de solides en suspension que l’acide du procédé dihydrate évaporé de même concentration, ainsi que des teneurs quelque peu plus faibles en aluminium et en fluor.
- Exigences réduites en broyage de la roche : dans des conditions réactionnelles plus sévères, la roche phosphatée réagit beaucoup plus rapidement, et une vitesse de réaction satisfaisante peut être obtenue à partir d’une roche beaucoup plus grossière.
Les consommations moyennes des procédés hémihydrate sont indiquées dans le tableau 1.
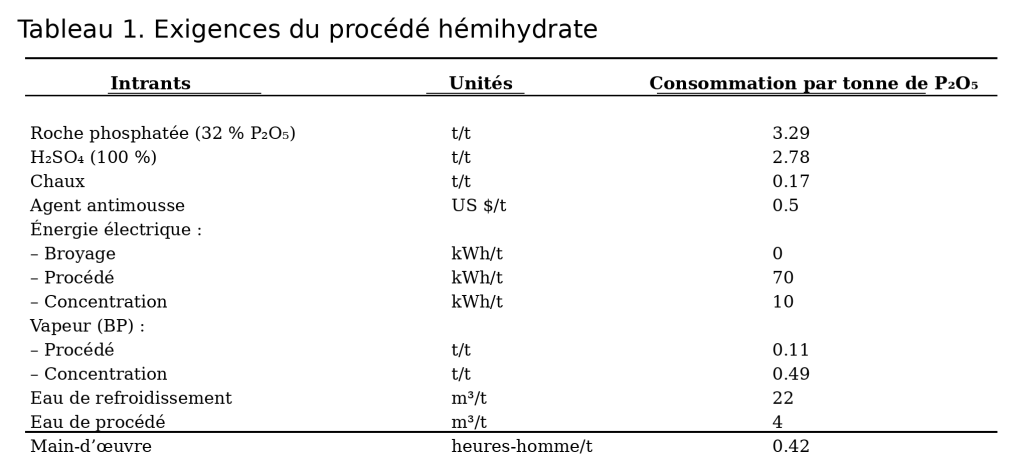
BP: basse pression
Procédés hémidihydrate
Les procédés hémihydrate-dihydrate sans filtration intermédiaire, appelés procédés hémihydrate avec recristallisation — HRC —, sont largement utilisés au Maroc, dans les pays d’Asie de l’Est et en Océanie. Les schémas d’implantation de ces unités ressemblent à ceux des procédés dihydrate à réacteurs multiples. Une exception réside dans le fait que les réacteurs d’attaque et de digestion fonctionnent dans des conditions hémihydrate, tandis que les réacteurs suivants fonctionnent dans des conditions favorisant la réhydratation de l’hémihydrate en gypse. Cette transformation est favorisée par des cristaux germes de dihydrate recyclés dans la bouillie provenant de l’alimentation du filtre.
L’acide produit n’est pas plus concentré que celui obtenu par le procédé dihydrate, en raison de la nécessité de cristalliser des cristaux facilement filtrables en présence de l’acide produit. En revanche, le gypse est beaucoup plus pur et présente donc un intérêt plus important, par exemple pour la fabrication du plâtre ou comme retardateur de prise du ciment. Cet avantage est important pour les pays où le gypse naturel est rare, totalement ou partiellement importé, et coûteux.
Le procédé permet également une récupération très élevée du P₂O₅ à partir de la roche, puisque les pertes dans le gypse sont très faibles. La valeur de l’augmentation de 2 à 3 % de la récupération du P₂O₅ dépend du coût de la roche. Les inconvénients sont le coût plus élevé et la complexité accrue du procédé. Par ailleurs, certaines roches phosphatées contiennent des impuretés, telles que les lanthanides, qui stabilisent l’hémihydrate, empêchant ainsi la recristallisation en gypse à une vitesse acceptable.
Procédé hémihydrate-dihydrate avec filtration intermédiaire — HDH
La première étape du procédé est presque identique au procédé HH déjà décrit. Dans l’étape de transformation, le gâteau d’hémihydrate est déchargé du filtre dans une cuve agitée (Figure 2). Les conditions opératoires sont contrôlées afin d’assurer la transformation complète du sulfate de calcium hémihydrate en dihydrate et de laisser suffisamment de temps pour la croissance des cristaux de dihydrate.
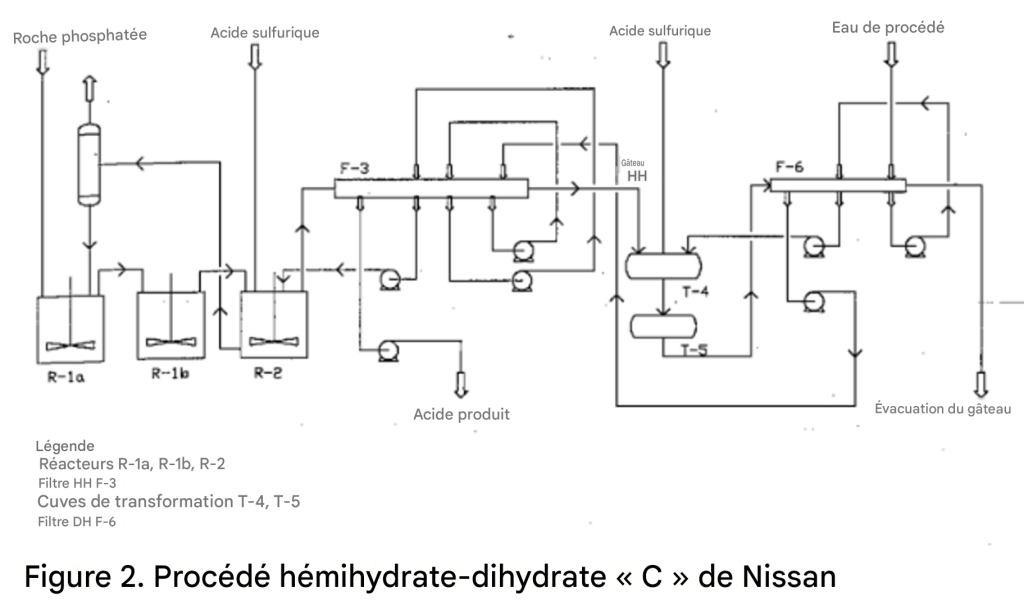
La vitesse de transformation est augmentée par l’addition d’une petite alimentation en acide sulfurique. La quasi-totalité du P₂O₅ réticulaire coprécipité avec l’hémihydrate est libérée dans la phase liquide. Le gypse dihydrate est ensuite filtré et le gâteau est lavé avec de l’eau de procédé ou de l’eau de bassin. Le filtrat et le P₂O₅ libéré sont renvoyés vers l’étape de réaction hémihydrate comme dernier lavage sur le filtre hémihydrate.
L’étape supplémentaire de filtration augmente le coût et la complexité de l’unité, mais cet inconvénient peut être compensé par la diminution ou l’élimination de l’étape de concentration, en raison de la forte concentration en P₂O₅, d’environ 45 %, dans l’acide phosphorique produit. De plus, le gypse dihydrate obtenu est beaucoup plus pur que celui issu des procédés HH ou DH, et similaire au gypse HRC ; il peut donc être utilisé dans la production de matériaux de construction.
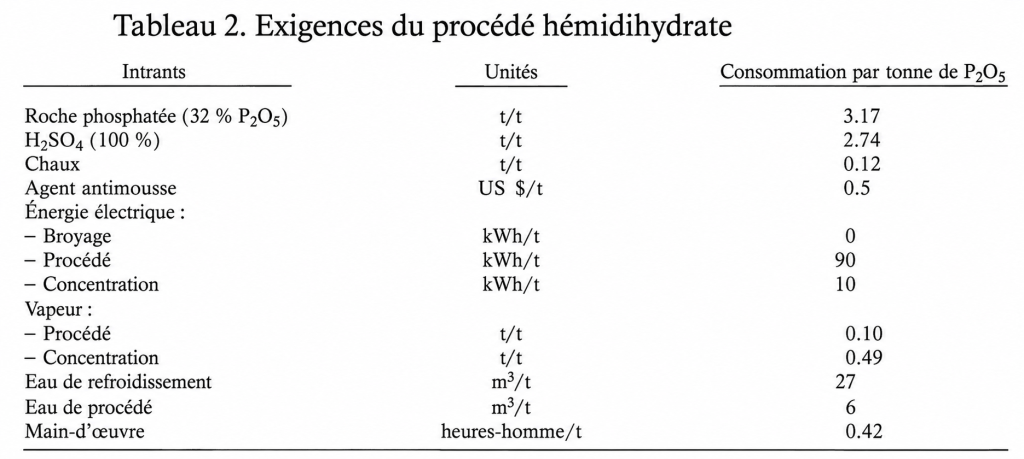
Les exigences moyennes du procédé hémidihydrate sont indiquées dans le tableau 2.
Procédé dihydrate-hémihydrate — DHH
Bien que les sections d’attaque et de digestion fonctionnent sous conditions dihydrate, il n’est pas souhaitable d’obtenir un degré très élevé de récupération du P₂O₅ lors de la séparation de l’acide du dihydrate, car l’étape ultérieure de déshydratation nécessite environ 20 à 40 % de P₂O₅ et 10 à 20 % de H₂SO₄. Un filtre ou une centrifugeuse peut être utilisé pour produire une bouillie épaissie de gypse dans de l’acide phosphorique à la concentration correcte, et il n’est pas d’une importance critique de produire des cristaux hautement filtrables lors de la première étape. Ainsi, il est possible de produire un acide atteignant environ 35 % de P₂O₅, contre un maximum d’environ 30 % pour le procédé dihydrate ordinaire. La transformation du dihydrate en hémihydrate n’est pas gênée par les impuretés présentes dans la kola-apatite et dans d’autres roches ignées, pour lesquelles ce procédé est très adapté.
Le procédé dihydrate-hémihydrate présente à peu près les mêmes avantages et inconvénients que le procédé hémihydrate-dihydrate, sauf que le sous-produit hémihydrate peut être plus utile que le gypse dans certains cas. De plus, l’hémihydrate présente un comportement d’auto-séchage. Le sulfate de calcium hémihydrate, après filtration, absorbe l’humidité du gâteau pour recristalliser en dihydrate. En revanche, la concentration de l’acide produit est légèrement plus faible.
Un procédé sans filtration intermédiaire, appelé attaque dihydrate – filtration hémihydrate — D-A-HF —, a été développé récemment. Les principaux avantages de ce procédé sont la réduction du coût de l’unité par rapport au procédé DHH à deux étapes de filtration, sa concentration plus élevée en P₂O₅ dans l’acide et sa meilleure récupération du P₂O₅ par comparaison avec le procédé DH classique à une seule étape. En revanche, l’acide produit contient davantage de sulfate, et une étape supplémentaire de désulfatation peut être nécessaire selon l’application en aval.
Ingénierie / construction de l’unité
Matériaux de construction: Le choix des matériaux de construction est très important, car il influence le degré de maintenance et les temps d’arrêt d’une unité de production d’acide phosphorique.
Les vitesses de corrosion dans une unité sont variables et dépendent largement de la teneur en chlorures et en fluorures libres de l’acide.
Les matériaux de construction typiques pour les différents équipements sont les suivants :
Réacteurs : béton, avec agrégats résistants aux acides tels que le sable siliceux et le gravier ; acier doux revêtu de caoutchouc — RLMS, rubber lined mild steel — protégé par des briques de carbone.
Cuves : RLMS, polypropylène, FRP — polypropylène renforcé de fibres.
Tuyauteries : polypropylène, FRP, acier carbone revêtu de caoutchouc.
Agitateurs : Alloy 20, 904L, HV9, Sanicro 28, Ferralium 255, 317L, Uranus B6 et Uranus 52N+ — Super Duplex.
Pompes : Alloy 20 et 904L, Alloy 28, HV9, Sanicro 28, polyéthylène haute densité, Ferrahum 255, 317L, Hastelloy C et Uranus 52N+ — Super Duplex.
Échangeurs de chaleur : graphite imprégné renforcé par fibre de carbone, tel que Diabon — Sigri —, Bigilor, Graphilor BS — Le Carbone-Lorraine.
Les parties les plus critiques et les plus vulnérables d’une unité d’acide phosphorique sont les agitateurs, les pompes et les filtres. Les conditions corrosives sont les plus sévères pour les agitateurs ; toutefois, ceux-ci peuvent être remplacés avec une relative facilité et à faible coût. Les filtres, en revanche, sont volumineux, coûteux et difficiles à remplacer ou à réparer. Les conditions corrosives sont un peu moins sévères pour les filtres que pour les agitateurs, car la température moyenne y est plus basse et l’érosion constitue un facteur moins important.
Pendant de nombreuses années, l’acier inoxydable 316L a été un matériau de construction courant pour les agitateurs, les filtres et les autres équipements en contact direct avec l’acide phosphorique humide ou la bouillie réactionnelle. Il est maintenant remplacé par le 904L pour l’acide et par l’Uranus 52N+ — Super Duplex — pour les bouillies abrasives.
Références
23. ‘Phosphoric Acid Equipment – IL’ 1991. Phosphorus and Potassium, 176:26-40.
Liens vers les actes IFS associés
192, 1980, The Oxy Hemihydrate Phosphoric Acid Process, M. B. Caesar, H. C. Smith, L. E. Mercando.
209, 1982, Recent Experiences in Phosphoric Acid Production by Hemihydrate Routes, M. L. Parker, C. McDonald.
248, 1986, Relative Merits of Different Filters for Hemihydrate Filtration, M. L. Parker, J. A. Hallsworth.
Liens vers des sources externes
Becker, P. 1989. Phosphates and Phosphoric Acid: Raw Materials, Technology, and Economics of the Wet Process. Marcel Dekker, Inc., New York, NY, U.S.A.
Havelange, S. et al. 2022. Phosphoric Acid and Phosphates dans Ullmann’s Encyclopaedia of Industrial Chemistry.
Slack, A. V. 1968. Phosphoric Acid — Part I and II. Marcel Dekker, Inc., New York, NY, U.S.A.
