Contenu du chapitre
4.1. introduction
4.2. Présentation de la feuille de calcul
4.3. Programmes de simulation de processus
4.4. Spéci fi cation des composants et des modèles de propriétés physiques
4.5. Simulation des opérations de l’unité
4.6. Modèles utilisateur
4.7. Flowsheets avec Recycle
4.8. Optimisation de la feuille de calcul
4.9. Simulation dynamique
4.10. Les références
4.11. Nomenclature
4.12. Problèmes
Objectifs d’apprentissage clés
& Comment préparer et présenter un diagramme de flux de processus
Comment utiliser un logiciel de simulation de processus commercial pour créer un modèle de bilan thermique et matière
Comment utiliser des modèles et des composants spéci fi és par l’utilisateur lorsque le simulateur n’a pas ce dont vous avez besoin
Comment faire converger des feuilles de flux contenant des recyclages
4.1. INTRODUCTION
Ce chapitre couvre la préparation et la présentation du schéma de processus, également connu sous le nom de diagramme de flux de processus (VFI). La feuille de calcul est le document clé dans la conception des processus. Il montre l’agencement de l’équipement choisi pour réaliser le procédé, les connexions de flux, les débits et compositions des flux, et les conditions opératoires. C’est un modèle schématique du processus.
La feuille de calcul est utilisée par les groupes de conception spécialisés comme base de leurs conceptions. Il s’agit notamment de la conception de la tuyauterie, de l’instrumentation, de l’équipement et de l’aménagement de
l’usine. Il est également utilisé par le personnel d’exploitation pour la préparation des manuels d’utilisation et la formation des opérateurs. Lors du démarrage de l’installation et de l’exploitation ultérieure, le schéma fonctionnel constitue une base pour la comparaison des performances d’exploitation avec la conception.
Le organigramme est établi à partir des bilans matières réalisés au cours du processus complet et de chaque opération unitaire individuelle. Des bilans énergétiques sont également réalisés pour déterminer les flux d’énergie et les besoins des services publics.
La plupart des calculs de feuille de calcul sont effectués à l’aide de programmes de simulation de processus commerciaux. Les programmes de simulation de processus contiennent des modèles pour la plupart des opérations unitaires ainsi que des modèles de propriétés thermodynamiques et physiques. Tous les programmes commerciaux comportent un certain niveau de capacité de modélisation personnalisée qui permet au concepteur d’ajouter des modèles pour des opérations non standard. De nombreuses entreprises ont développé des programmes propriétaires de feuilles de calcul entre 1960 et
Le coût de la maintenance et de la mise à jour des logiciels propriétaires est élevé; par conséquent, très peu de programmes propriétaires de feuilles de flux sont encore utilisés, et la plupart des entreprises comptent désormais entièrement sur des logiciels disponibles dans le commerce. Chacun des programmes de simulation de processus commerciaux a ses propres
particularités, mais ils partagent de nombreuses caractéristiques communes. La discussion de ce chapitre aborde les problèmes généraux de la simulation de processus et de la gestion des flux plutôt que les problèmes spécifiques aux logiciels. Ces derniers sont généralement documentés de manière approfondie dans les manuels d’utilisation et l’aide en ligne fournis avec le logiciel. Des exemples ont été fournis dans ce chapitre en utilisant à la fois Aspen Plus1 (Aspen Technology Inc.) et UniSim Design TM (Honeywell Inc.). UniSim Design est basé sur le HysysTM logiciel qui a été à l’origine développé par Hyprotech Ltd. et est maintenant détenu et sous licence par Honeywell.
Étant donné que la gestion des feuilles de flux est généralement effectuée à l’aide de programmes informatiques, il est nécessaire que l’ingénieur de conception ait une bonne compréhension de la configuration et de la résolution de modèles informatiques. Le modèle de feuille de calcul qui est résolu sur l’ordinateur pour générer un bilan de masse et d’énergie n’est souvent pas une représentation exacte du diagramme de flux de processus. Le concepteur peut avoir besoin d’utiliser des combinaisons de modèles de bibliothèque de simulation et de modèles utilisateur pour capturer les performances de l’équipement de traitement. Des feuilles de calcul ou des calculs manuels sont également souvent utiles pour mettre en place des modèles de simulation de processus et fournir de bonnes estimations initiales, afin d’accélérer la convergence.
La prochaine étape de la conception du processus après la feuille de calcul est la préparation de Tuyauterie et Diagrammes d’instruments (abrégé en Diagrammes P & I ou alors PID), souvent aussi appelé le organigramme d’ingénierie ou alors organigramme mécanique. Les diagrammes P & I, comme leur nom l’indique, montrent les détails techniques du processus et sont basés sur le schéma de processus. La préparation et la présentation des diagrammes P&I sont abordées au chapitre 5.
4.2. PRÉSENTATION DU FLOWSHEET
La feuille de calcul du processus étant le document définitif du processus, la présentation doit être claire, complète, exacte et complète. Les différents types de feuilles de calcul sont abordés dans les sections suivantes.
4.2.1. Diagrammes de blocs
UNE diagramme est la forme de présentation la plus simple. Chaque bloc peut représenter un seul équipement ou une étape complète du processus. Des schémas de principe ont été utilisés pour illustrer les exemples des chapitres 2 et 3. Ils sont utiles pour montrer des processus simples. Avec
des procédés complexes, leur utilisation se limite à montrer l’ensemble du procédé, décomposé en ses étapes principales, comme dans l’exemple 2.13 (chlorure de vinyle). Dans cet exemple, chaque bloc représentait l’équipement pour une étape de réaction complète: le réacteur, les séparateurs et les colonnes de distillation.
Les schémas de principe sont utiles pour représenter un processus sous une forme simpli fi ée dans des rapports, des manuels et des présentations, mais ne sont utilisés que de manière limitée en tant que documents d’ingénierie.
Les débits de flux et les compositions peuvent être représentés sur le diagramme adjacent aux lignes de flux, lorsque seule une petite quantité d’informations doit être montrée, ou tabulés séparément.
Les schémas de principe sont souvent dessinés à l’aide de programmes graphiques simples tels que VisioTM ou alors Microsoft PowerpointTM.
4.2.2. Représentation picturale
Sur les feuilles de travail détaillées utilisées pour la conception et l’exploitation, l’équipement est normalement dessiné sous une forme picturale stylisée. Pour les documents d’appel d’offres ou les
brochures d’entreprise, des dessins à l’échelle réelle de l’équipement sont parfois utilisés, mais il est plus courant d’utiliser une représentation simplifiée. Il existe plusieurs normes internationales pour les symboles PFD, mais la plupart des entreprises utilisent leurs propres symboles standard, car le coût de conversion de tous leurs dessins existants serait excessif. ISO 10628 est la norme internationale pour les symboles de dessin PFD. Très peu d’entreprises nord-américaines appliquent
cette norme. Les symboles donnés dans British Standard, BS 1553 (1977) Graphical Symbols for General Engineering '' Part 1, Piping Systems and Plant », sont plus typiques de ceux couramment utilisés, et une sélection de symboles de BS 1553 est donnée à l’annexe A. Les symboles dans BS 1553 sont utilisés au Royaume-Uni et dans les pays du Commonwealth. La plupart des pays européens ont adopté la norme ISO 10628 comme norme.
4.2.3. Présentation des débits de flux
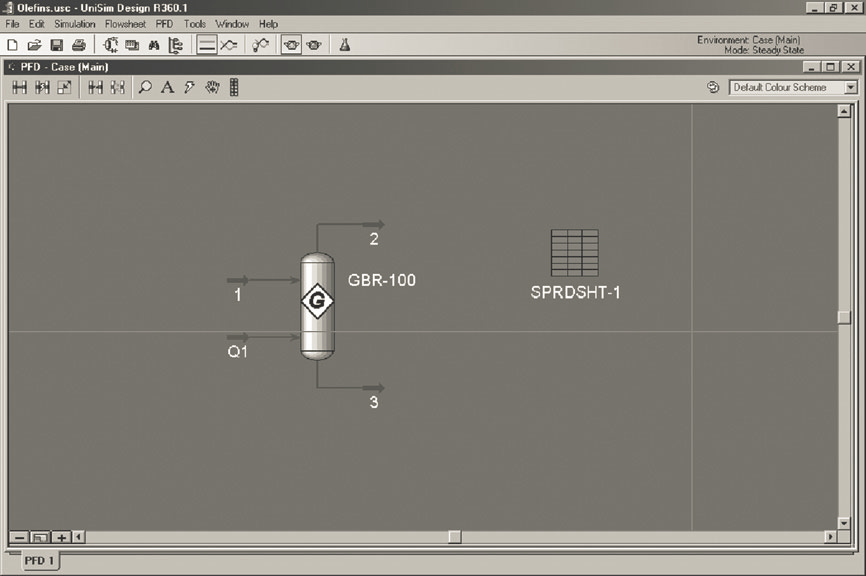
Les données sur le débit de chaque composant individuel, sur le débit total du flux et la composition en pourcentage peuvent être présentées sur la feuille de calcul de diverses manières. La méthode la plus simple, adaptée aux processus simples avec peu d’équipements, consiste à tabuler les données en blocs le long des lignes de flux de processus, comme le montre la figure 4.1.
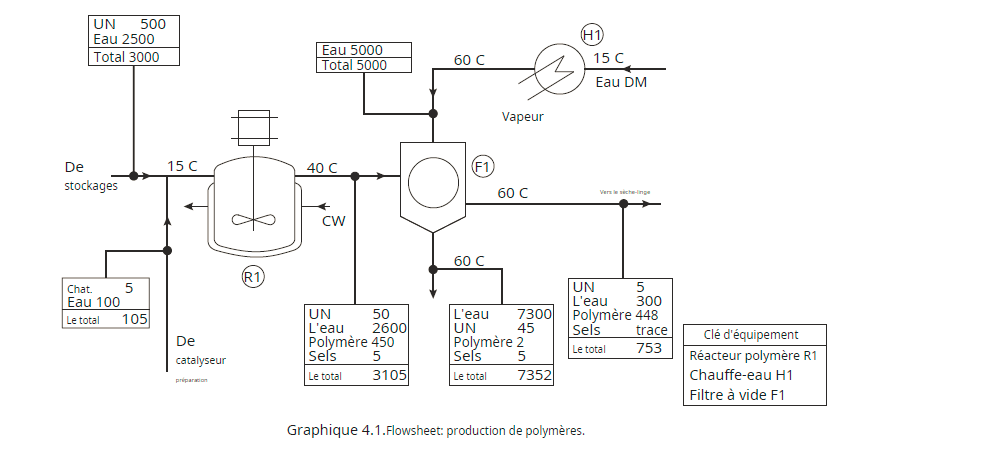
Seule une quantité limitée d’informations peut être affichée de cette manière et il est difficile d’apporter des modifications nettes ou d’ajouter des données supplémentaires.
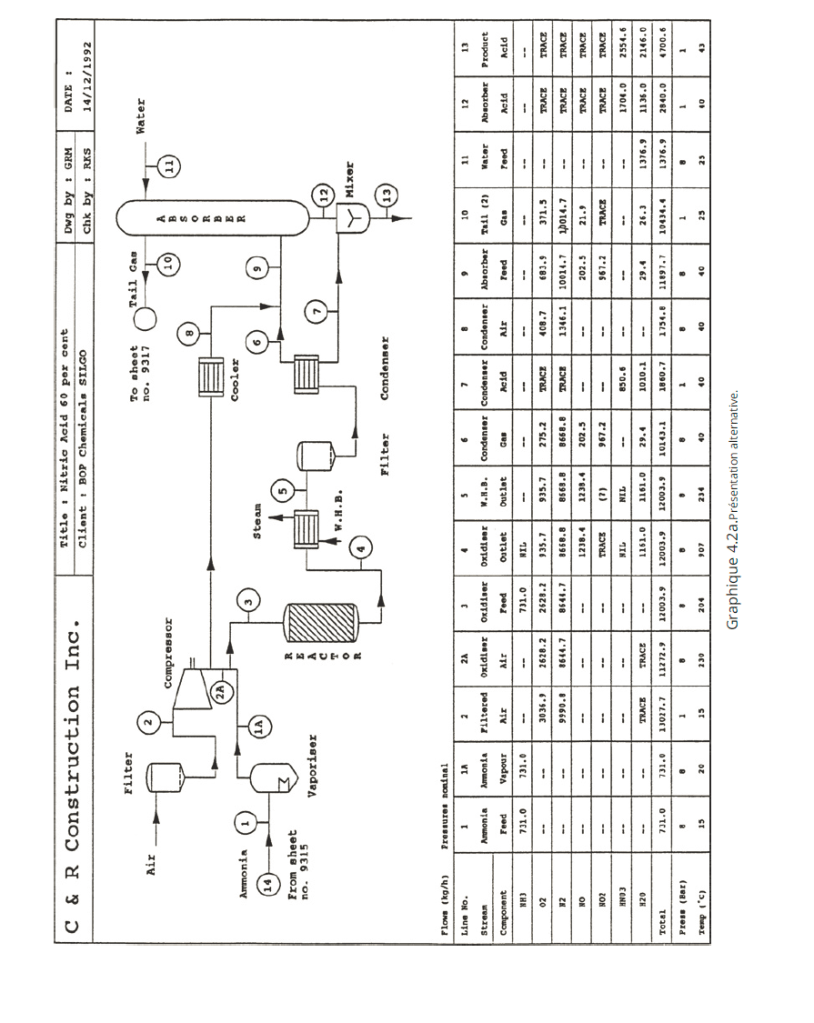
Une meilleure méthode de présentation des données sur des feuilles de calcul est illustrée à la figure 4.2.
Dans cette méthode, chaque ligne de flux est numérotée et les données sont tabulées au bas de la feuille.
Des modifications et des ajouts peuvent être facilement effectués. C’est la méthode généralement utilisée par les bureaux d’études professionnels. Un organigramme commercial typique est présenté à la figure 4.3.
Les règles de guidage pour la mise en page de ce type de présentation de feuille de calcul sont données dans la section 4.2.5.
4.2.4. Informations à inclure
La quantité d’informations figurant sur un organigramme dépendra de la coutume et de la pratique du bureau de conception particulier. La liste suivante a donc été divisée en éléments essentiels et en éléments facultatifs. Les éléments essentiels doivent toujours être montrés; les éléments facultatifs ajoutent à l’utilité de la feuille de calcul mais ne sont pas toujours inclus.
Information essentielle
- Composition de flux, soit
i. le débit de chaque composant individuel, kg / h, qui est préféré; ou alors
ii. la composition du flux en fraction pondérale. - Débit total du flux, kg / h;
- Température du flux, degrés Celsius préférés;
- 4.Pression de service nominale (la pression de service requise);
- Enthalpie de flux, kJ / h.


information optionnelle
1.Composition en pourcentage molaire et / ou débits molaires;
- Données de propriété physique, valeurs moyennes du flux, telles que
i. densité, kg / m3
ii. viscosité, mN s / m2. - Nom du flux, une brève description en un ou deux mots de la nature du flux, par exemple, «BAS DE COLONNE D’ACÉTONE».
4.2.5. Mise en page
La séquence des principaux équipements illustrés symboliquement sur la feuille de calcul suit celle du plan d’installation proposé. Une certaine licence doit être exercée pour placer des éléments auxiliaires, tels que des échangeurs de chaleur et des pompes, ou le réseau sera trop encombré. Le
but devrait être de montrer le flux de matière d’une étape à l’autre au fur et à mesure qu’il se produira, et de donner une impression générale de la disposition de l’installation de traitement proprement dite.
L’équipement doit être dessiné approximativement à l’échelle. Là encore, une certaine licence est autorisée par souci de clarté, mais les principaux équipements doivent être tirés à peu près dans la bonne proportion. Les éléments auxiliaires peuvent être tirés de manière disproportionnée. Pour un processus complexe, avec de nombreuses unités de traitement, plusieurs feuilles peuvent être nécessaires, et la continuation des flux de processus d’une feuille à l’autre doit être clairement indiquée. Une méthode pour indiquer une continuation de ligne est illustrée à la Figure 4.2; les lignes
qui se poursuivent vers un autre dessin sont indiquées par un double cercle concentrique autour du numéro de ligne, et le numéro de feuille de suite est écrit ci-dessous. Une autre méthode consiste à étendre les lignes sur le côté de la page, puis à indiquer la feuille de dessin sur laquelle la ligne se poursuit.
Le tableau des flux de flux et d’autres données peut être placé au-dessus ou au-dessous de la disposition de l’équipement. La pratique normale consiste à le placer en dessous. Les composants doivent être listés sur le côté gauche du tableau, comme dans la figure 4.2. Pour une longue table, il est recommandé de répéter la liste sur le côté droit, afin que les composants puissent être tracés de chaque côté.
Les numéros de ligne de flux doivent suivre consécutivement de gauche à droite de la mise en page, dans la mesure du possible, de sorte que lors de la lecture de la feuille de calcul, il soit facile de localiser une ligne
particulière et la colonne associée contenant les données.
Toutes les lignes de flux de processus affichées sur la feuille de calcul doivent être numérotées et les données du flux données. Il y a toujours une tentation de laisser de côté les données sur un flux de processus si elles sont clairement juste formées par l’ajout de deux autres flux, comme à une jonction, ou si la composition est inchangée lors du passage à travers
une unité de traitement, telle qu’une chaleur. échangeur; cela doit être évité. Ce qui peut être clair pour le concepteur de processus n’est pas nécessairement clair pour les autres utilisateurs de la feuille de calcul. Des informations complètes et sans ambiguïté sur tous les flux doivent être fournies, même si cela implique une certaine répétition. Le but de la feuille de calcul est de montrer la fonction de chaque unité de traitement, même lorsque la fonction n’a pas d’impact perceptible sur le bilan massique et énergétique.
4.2.6. Précision des données
Le flux total et les flux de composants individuels n’ont normalement pas besoin d’être montrés avec une précision élevée sur la feuille de processus; trois ou quatre chiffres significatifs sont tout ce qui est habituellement justifié par l’exactitude des calculs de la feuille de calcul et qui suffiront généralement. Les flux doivent cependant s’équilibrer avec la précision indiquée. Si un flux ou un flux de composants est si petit qu’il est inférieur à la précision utilisée pour les flux plus importants, il peut être montré à un plus grand nombre d’endroits, si sa précision le justifie et si l’information est requise. Les petits flux imprécis sont mieux représentés par « TRACE ». Si la composition d’une trace de composant est spécifiée comme une contrainte de processus, comme, par exemple, pour un courant efficace ou une spécification de qualité de produit, elle peut être indiquée en parties par million (ppm ).
Une quantité de trace ne doit pas être affichée comme zéro, ou l’espace dans la tabulation laissé vide, sauf si le concepteur de processus est sûr qu’elle n’a aucune signification. Les quantités de traces peuvent être importantes. Seule une trace d’impureté est nécessaire pour empoisonner un catalyseur, et des traces peuvent déterminer le choix des matériaux de construction; voir le chapitre
- Si l’espace dans le tableau de données est laissé vide en face d’un composant particulier, la quantité peut être supposée égale à zéro par les groupes de conception spécialisés qui prennent leurs informations dans la feuille de calcul.
4.2.7. Base du calcul
Il est recommandé d’afficher sur la feuille de calcul la base utilisée pour les calculs de la feuille de calcul. Cela comprend les heures de fonctionnement par an, la réaction et les rendements physiques, ainsi que la température de référence utilisée pour les bilans énergétiques. Il est également utile d’inclure une liste des principales hypothèses utilisées dans les calculs. Cela avertit l’utilisateur de toute limitation qui pourrait devoir être placée sur les informations de la feuille de calcul.
Si la quantité d’informations à présenter est excessive, elle peut être résumée dans un document séparé référencé sur la feuille de calcul.
Dans certains cas, les bilans massique et énergétique sont préparés pour plusieurs scénarios. Celles-ci peuvent inclure les conditions de fonctionnement hivernales et estivales, le début et la fin de la durée de vie du catalyseur, la fabrication de différents produits ou qualités de produits, etc. chaque cas.
4.2.8. Processus par lots
Les feuilles de calcul établies pour les processus par lots indiquent normalement les quantités nécessaires pour produire un lot.
Si un processus par lots fait partie d’un processus par ailleurs continu, il peut être affiché sur le même organigramme, fournissant une rupture claire lors de la mise en tableau des données entre les sections continue et par lots, c’est-à-dire le changement de kg / h à kg / lot.
Un procédé continu peut comprendre une préparation par lots de réactifs mineurs, tels que le catalyseur pour un procédé de polymérisation. Les flux de lots dans un processus continu sont généralement étiquetés «normalement pas de flux» et indiquent les débits qui seront obtenus lorsque le flux s’écoule. Ce sont ces débits instantanés qui régissent la conception de l’équipement, plutôt que les débits moyens temporels beaucoup plus faibles.
4.2.9. Utilitaires
Pour éviter d’encombrer la feuille de calcul, il n’est pas normal d’afficher les en-têtes et les lignes de l’utilitaire (service) sur la feuille de flux de processus. Les connexions de service public requises sur chaque pièce d’équipement doivent être illustrées et étiquetées, par exemple «CTW» pour l’eau de la tour de refroidissement. Les besoins en matière d’utilité pour chaque équipement doivent être compilés sur la feuille de calcul.
4.2.10. Identification de l’équipement
Chaque pièce d’équipement figurant sur la feuille de travail doit être identifiée par un numéro de code et un nom. Le numéro d’identification (généralement une lettre et quelques chiffres) est normalement celui attribué à un équipement particulier dans le cadre des procédures générales de contrôle du projet et est utilisé pour l’identifier dans tous les documents du projet.
Si la feuille de calcul ne fait pas partie de la documentation d’un projet, alors un code d’identification simple mais cohérent doit être conçu. Le code le plus simple consiste à utiliser une lettre initiale pour identifier le type d’équipement, suivie de chiffres pour identifier la pièce particulière; par exemple, H — échangeurs de chaleur, C —colonnes, R — réacteurs. La plupart des entreprises
avoir une convention standard à suivre, mais s’il n’y a pas de norme convenue, la clé du code doit être indiquée sur la feuille de calcul.
4.2.11. Dessin assisté par ordinateur
La plupart des bureaux de conception utilisent un logiciel de dessin pour la préparation de feuilles de flux et d’autres schémas de processus. Avec le logiciel de dessin, les symboles standard représentant l’équipement de processus, les instruments et les systèmes de contrôle sont conservés dans des fichiers, et ces symboles sont appelés selon les besoins lors du dessin des feuilles de flux et des schémas de tuyauterie et d’instrumentation (voir chapitre 5). Les dessins finaux de la feuille de calcul sont généralement produits par des rédacteurs professionnels, qui sont expérimentés avec le logiciel et les conventions de dessin, plutôt que par l’ingénieur de conception. L’ingénieur de conception doit fournir les nombres requis, esquisser la feuille de calcul et examiner le résultat final.
Pour illustrer l’utilisation d’un programme de conception assistée par ordinateur du commerce, la figure 4.2 a été redessinée à l’aide du programme FLOSHEET et est illustrée à la figure 4.2a. FLOSHEET
fait partie d’une suite de programmes appelée PROCEDE, décrite par Preece et al. (1991).
Bien que la plupart des programmes de simulation de processus comportent une interface utilisateur graphique (GUI) qui crée un dessin qui ressemble à un PFD, les impressions de ces dessins sont très
rarement utilisées comme de véritables diagrammes de flux de processus. Les opérations unitaires indiquées dans la simulation de processus ne correspondent généralement pas exactement aux opérations unitaires
du processus. La simulation peut inclure des éléments factices qui n’existent pas physiquement et peuvent omettre certains équipements nécessaires à l’usine mais ne faisant pas partie de la simulation.
4.3. PROGRAMMES DE SIMULATION DE PROCESSUS
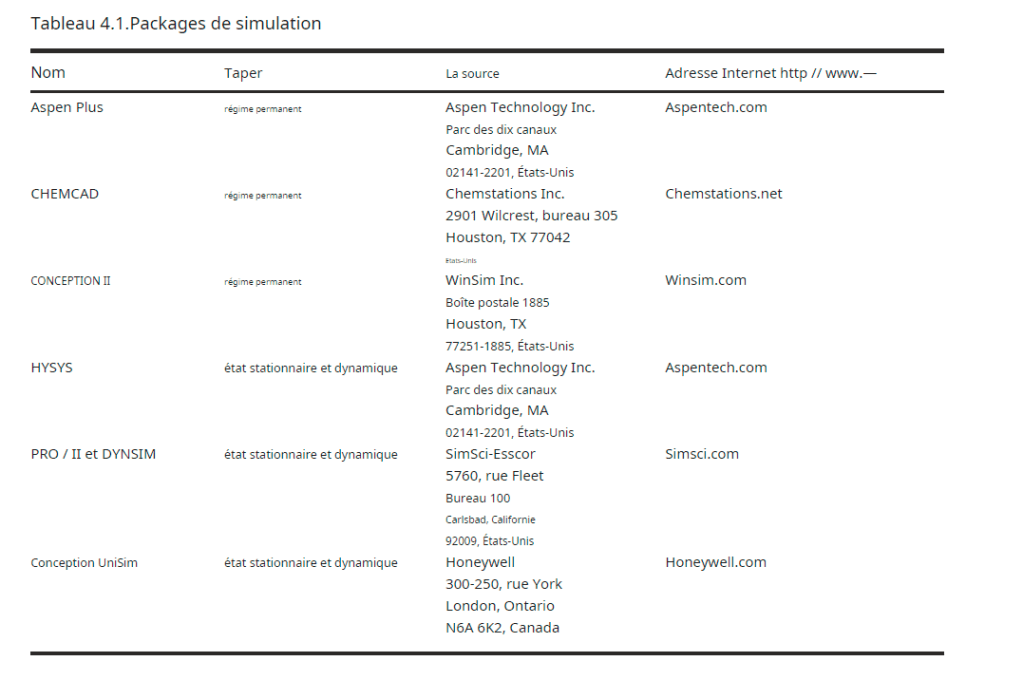
Les programmes de simulation de processus commerciaux les plus couramment utilisés sont énumérés dans le tableau 4.1. La plupart de ces programmes peuvent être licenciés par les universités à des fins éducatives à un coût symbolique.
Noter: Contactez le site Web pour vérifier toutes les fonctionnalités des versions les plus récentes des programmes.
Une discussion détaillée des caractéristiques de chacun de ces programmes dépasse le cadre de ce livre. Pour un examen général des exigences, de la méthodologie et de l’application des programmes de simulation de processus, reportez-vous aux livres de Husain (1986), Wells et Rose
(1986), Leesley (1982), Benedek (1980) et Westerberg et al. (1979). Les fonctionnalités des différents programmes sont décrites dans leurs manuels d’utilisation et dans l’aide en ligne. Deux de ces simulateurs ont été utilisés pour générer les exemples de ce chapitre:
Aspen Plus1 (v.11.1) et UniSim DesignTM (R360.1).
Les programmes de simulation de processus peuvent être divisés en deux types de base:
Modulaire séquentiel programmes: dans lesquels les équations décrivant chaque unité de processus opération (module) sont résolus module par module de manière progressive. Des techniques itératives sont ensuite utilisées pour résoudre les problèmes liés au recyclage des informations.
Simultané (aussi connu sous le nom orienté équation) programmes: dans lesquels l’ensemble
Le processus est décrit par un ensemble d’équations, et les équations sont résolues simultanément, et non pas par étapes comme dans l’approche séquentielle. Programmes simultanés
peut simuler le fonctionnement à l’état instable des processus et des équipements, et peut donner une convergence plus rapide lorsque plusieurs recyclages sont présents.
Dans le passé, la plupart des programmes de simulation disponibles pour les concepteurs étaient de type séquentiel modulaire. Ils étaient plus simples à développer que les programmes orientés équations et ne
nécessitaient qu’une puissance de calcul modérée. Les modules sont traités séquentiellement, de sorte que, pour l’essentiel, seules les équations d’une unité particulière se trouvent dans la mémoire de l’ordinateur à la
fois. De plus, les conditions du procédé, la température, la pression, le débit, etc., sont fi xées dans le temps.
Avec l’approche modulaire séquentielle, des dif fi cultés de calcul peuvent survenir en raison des méthodes itératives utilisées pour résoudre les problèmes de recyclage et obtenir la convergence. Une limitation
majeure des simulateurs modulaires séquentiels est l’incapacité de simuler le comportement dynamique et dépendant du temps d’un processus.
Les simulateurs dynamiques simultanés nécessitent beaucoup plus de puissance de calcul que les simulateurs en régime permanent pour résoudre les milliers d’équations différentielles nécessaires pour décrire un processus, voire un seul équipement. Avec le développement d’ordinateurs rapides et puissants, ce n’est plus une restriction. De par leur nature, les programmes simultanés ne rencontrent pas les problèmes de convergence de recyclage inhérents aux simulateurs séquentiels; cependant, comme la température, la pression et le débit ne sont pas fixes et l’entrée d’une unité n’est pas déterminée par la sortie calculée à partir du unité précédente de la séquence, les programmes simultanés demandent plus de temps
informatique. Cela a conduit au développement de programmes hybrides dans lesquels le simulateur en régime permanent est utilisé pour générer les conditions initiales de la simulation orientée équation ou dynamique.
Le principal avantage des simulateurs dynamiques simultanés est leur capacité à modéliser les conditions de régime instable qui se produisent au démarrage et pendant les conditions de défaut. Les simulateurs dynamiques sont de plus en plus utilisés pour les études de sécurité et dans la conception des systèmes de commande, comme indiqué à la section 4.9.
La structure d’un programme de simulation typique est illustrée à la figure 4.4. Leprogramme se compose de
- Un programme exécutif principal qui contrôle et assure le suivi de la feuille de calcul
calculs et flux d’informations vers et depuis les sous-programmes. - Une bibliothèque de sous-programmes (modules) de performance d’équipement qui simulent le
l’équipement et permettent de calculer les flux de sortie à partir des informations sur les flux d’entrée. - Une banque de données de propriétés physiques. Dans une large mesure, l’utilité d’une sophisti-
Le programme de gestion des flux dépend de l’exhaustivité de la banque de données sur les propriétés physiques. La collecte des données de propriétés physiques requises pour la conception d’un processus particulier et sa transformation en une forme adaptée à un programme de gestion de flux particulier peut prendre beaucoup de temps. - Des sous-programmes pour la thermodynamique, tels que le calcul de l’équilibrium et enthalpies de flux.
- Sous-programmes et banques de données pour le dimensionnement et le coût des équipements. Simulation de processus
les programmes de traitement permettent au concepteur d’envisager des schémas de traitement alternatifs,

et les routines de coûts permettent de faire des comparaisons économiques rapides. Certains programmes incluent des routines d’optimisation. Pour utiliser une routine de calcul des coûts, le programme doit être capable de produire au moins des conceptions d’équipement approximatives.
Dans un programme modulaire séquentiel, le programme exécutif configure la séquence de la feuille de calcul, identifie les boucles de recyclage et contrôle les calculs des opérations unitaires, tout en interagissant avec la bibliothèque d’opérations unitaires, la banque de données de propriétés physiques et les autres sousprogrammes.
Le programme exécutif contient également des procédures pour l’ordre optimal des calculs et des routines pour favoriser la convergence.
Dans un simulateur orienté équation, le programme exécutif configure la feuille de calcul et l’ensemble d’équations qui décrivent les opérations unitaires, puis résout les équations en utilisant les données de la
bibliothèque d’opérations unitaires et de la banque de données de propriétés physiques et en faisant appel au fichier des sous-programmes de thermodynamique .
Tous les simulateurs de processus utilisent des interfaces utilisateur graphiques pour afficher la feuille de calcul et faciliter la saisie d’informations dans le package. La saisie des données est généralement intuitive pour toute personne familiarisée avec MS WindowsTM systèmes d’exploitation.
4.4. SPÉCIFICATION DES COMPOSANTS ET DES MODÈLES DE
PROPRIÉTÉ PHYSIQUE
La première étape de la construction d’une simulation de processus consiste généralement à établir la base chimique du modèle. Cela consiste à choisir les composants qui seront inclus dans le bilan de masse et à décider quels modèles utiliser pour la prédiction des propriétés physiques et de l’équilibre de phase. La corrélation des propriétés physiques et la prédiction de l’équilibre de phase sont décrites en détail au chapitre 8. Cette section se concentre donc sur la sélection des composants appropriés.
4.4.1. Composants purs
Chacun des programmes de simulation de processus commerciaux contient une grande banque de données de composés purs. La plupart des composants purs sont des composés organiques, mais des composés inorganiques et des électrolytes sont également inclus.
Le fait qu’un composant pur soit répertorié dans une banque de données de simulateur ne garantit pas que les propriétés données pour ce composant sont basées sur des données mesurées.
Si les propriétés d’un composé sont critiques pour la performance du procédé, alors la littérature scientifique doit être consultée pour confirmer que les valeurs utilisées dans la simulation sont réalistes.
La décision la plus importante lors de la construction d’un modèle de composant pur est de choisir le bon nombre de composants. L’ingénieur de conception doit examiner attentivement les composants qui auront un impact significatif sur la conception, le fonctionnement et l’économie des
procédés. Si trop peu de composants sont utilisés, alors le modèle sera inadéquat pour la conception de processus, car il ne prédira pas correctement les performances des réacteurs et des équipements
de séparation. Inversement, si trop de composants sont utilisés, alors le modèle peut devenir difficile à converger, en particulier s’il y a plusieurs recyclages dans la conception.
Voici quelques conseils à garder à l’esprit lors de la création d’une liste de composants:
- Incluez toujours tout composant qui a une limite spéci fi ée dans l’un des produits si ce composant est présent dans l’une quelconque des alimentations ou pourrait être formé au cours du processus. Ceci est essentiel pour déterminer si les séparations sont conformes aux spécifications du produit.
- Incluez toujours tout composant qui a une limite spécifiée dans l’un des flux.
Ces composants peuvent être une source de sous-produits ou peuvent jouer le rôle de catalyseur ou d’inhibiteurs d’enzymes. Ils doivent être suivis pour s’assurer qu’ils ne s’accumulent pas dans le processus ou ne rendent pas difficile le respect des spécifications du produit. Dans certains cas, une séparation supplémentaire peut être nécessaire pour éliminer un contaminant alimentaire. - Incluez toujours les composants susceptibles de se former lors de réactions secondaires ou réactions consécutives. Il est important de comprendre où ces composants vont s’accumuler ou quitter le processus, même si leur rendement n’est pas encore connu.
- Incluez toujours tous les composés susceptibles d’être présents et connus
avoir des préoccupations importantes en matière de santé, de sécurité ou d’environnement, telles que des composés à forte toxicité ou explosivité, des cancérogènes connus ou des polluants atmosphériques dangereux répertoriés (voir chapitre 14). Ces composés doivent être suivis pour
s’assurer qu’ils n’atteignent pas des niveaux dangereux dans aucun flux et pour comprendre où ils pourraient être rejetés dans l’environnement. - Inclut généralement tout composé qui pourrait être présent en une fraction massique ou molaire supérieur à 2% dans n’importe quel flux du processus.
- N’incluez pas les isomères à moins que le processus n’exige spécifiquement une distinction entre entre les isomères (par exemple, si le procédé est sélectif pour un isomère, donne des produits différents pour différents isomères ou est conçu pour séparer les isomères). La prise en compte de tous les isomères possibles de composés organiques devient explosive de manière combinatoire à des nombres de carbone élevés. Pour les
carburants et les procédés pétrochimiques en vrac qui sont réalisés à des températures relativement élevées, il est souvent raisonnable de supposer une distribution à l’équilibre des isomères. Pour les procédés chimiques et
pharmaceutiques fins, il est généralement important de suivre les isomères séparément, en particulier les énantiomères, car le produit souhaité n’est souvent qu’un des isomères.
En général, les modèles de composants purs résolvent de manière plus efficace avec moins de 40 composants environ. Si le nombre de composants devient trop important et qu’il y a de nombreux recyclages, il peut être nécessaire de construire deux modèles. Le premier est un modèle de haut niveau qui ne contient que les principaux composants en vrac. Ce modèle est ensuite utilisé pour initialiser un deuxième modèle plus détaillé contenant la liste complète des composants.
4.4.2. Pseudocomposants
Pseudocomposants (hypocomposants) sont des composants créés par le simulateur pour correspondre aux courbes d’ébullition des mélanges pétroliers.
Huile brute; les carburants tels que l’essence, le kérosène et le diesel; et la plupart des courants intermédiaires dans les raffineries de pétrole sont constitués de nombreux composés hydrocarbonés différents. Le nombre d’isomères d’hydrocarbures possibles présents dépend du nombre de carbone, et tous deux augmentent avec la plage d’ébullition. Pour le diesel, le pétrole brut et les mazouts lourds, le nombre de composés possibles peut être de 104 à> 106. Au moment de la rédaction de cet article, il n’existe pas de méthode de caractérisation permettant d’identifier tous ces composés, il serait donc impossible de tous les inclure dans un modèle même si le modèle résultant pouvait être résolu. Au lieu de cela, un grand nombre de composés possibles avec des points d’ébullition dans une plage donnée sont « regroupés » et représentés par un seul pseudo-composant avec un point d’ébullition au milieu de cette plage. Un ensemble de 10 à 30 pseudocomposants peut ensuite être adapté à n’importe quel dosage pétrolier et utilisé pour modéliser cette huile. - Les modèles à pseudo-composants sont très utiles pour les problèmes de fractionnement et de mélange d’huile.
- Ils peuvent également être utilisés pour caractériser des produits lourds dans certains procédés chimiques tels que le craquage de l’éthane. Les pseudo-composants sont traités comme inertes dans la plupart des modèles de réacteurs, mais ils peuvent être convertis ou produits dans des réacteurs à rendement variable (voir section 4.5.1).
- Certains des programmes de simulation commerciaux utilisent un ensemble standard par défaut de pseudocomposants et ajustent la composition de chacun pour correspondre à une courbe d’ébullition de
- l’huile qui est entrée par l’utilisateur. Cela peut parfois conduire à des erreurs lors de la prédiction des courbes ASTMD86 ou D2887 pour les produits d’une alimentation qui a été définie sur la base d’une courbe
- du vrai point d’ébullition (TBP), ou lors de nombreuses sous-coupes ou coupes avec des spécifications de distillation strictes. Il est souvent préférable de revenir en arrière à partir des courbes de distillation du
- produit et d’ajouter des pseudocomposants supplémentaires autour des points de coupe pour s’assurer que les récupérations et les points de 5% et 95% sur les courbes de distillation du produit sont correctement prédits. Tous les simulateurs ont la possibilité d’ajouter des pseudocomposants à l’ensemble par défaut ou d’utiliser une courbe générée par l’utilisateur.
- 4.4.3. Solides et sels
- La plupart des procédés chimiques et pharmaceutiques impliquent un certain degré de manipulation des solides. Exemples de solides qui doivent être modélisés:
- Composants qui sont cristallisés pour la séparation, la récupération ou la
purification;
Produits pharmaceutiques fabriqués sous forme de poudres ou de comprimés;
Sels insolubles formés par la réaction d’acides et de bases ou d’autres électrolytes;
Hydrate, glace et dioxyde de carbone solide qui peuvent se former dans les processus cryogéniques;
Cellules, bactéries et enzymes immobilisées dans les processus biologiques; Granulés ou cristaux de polymère formés dans les processus de polymérisation;
Particules de charbon et de cendres dans la production d’électricité;
Pastilles de catalyseur dans des procédés dans lesquels le catalyseur est fluidisé ou transporté sous forme de suspension;
Sels minéraux et minerais utilisés comme charges de procédé;
Produits d’engrais;
Fibres dans le traitement du papier.
Les composants en phase solide me peuvent être caractérisés comme des composants purs et peuvent Donc interagir avec d’autres composants du modèle grâce à l’équilibre de phase et de réaction. D’autres, comme les cellules et les catalyseurs, sont peu susceptibles de s’équilibrer avec d’autres composants, bien qu’ils puissent jouer un rôle vital dans le processus.
Dans Aspen Plus, les composants solides sont identifiés comme des types différents. Les matériaux purs avec des propriétés mesurables telles que le poids moléculaire, la pression de vapeur et la température et la pression
critiques sont connus sous le nom de solides conventionnels et sont présents dans le sous-flux MIXTE avec d’autres composants purs. Ils peuvent participer à n’importe lequel des équilibres de phase ou de réaction spécifiés dans n’importe quelle opération unitaire. Si la phase solide ne participe qu’à l’équilibre de réaction mais pas à l’équilibre de phase (par exemple, lorsque la solubilité dans la phase liquide est connue pour être très faible), alors on l’appelle un conventionnel solide inerte et est répertorié dans un sous-flux CISOLID. Si un solide n’est impliqué ni dans l’équilibre de phase ni dans l’équilibre de la réaction, alors c’est un solide non conventionnel et est assigné au sous-flux NC. Les solides non conventionnels sont définis par des attributs plutôt que par des propriétés moléculaires et peuvent être utilisés pour le charbon, les cellules, les catalyseurs, les bactéries, la pâte de bois et d’autres matériaux solides à plusieurs composants.
Dans UniSim Design, les solides non conventionnels peuvent être définis comme des composants hypothétiques (voir Section 4.4.4). Les phases solides des composants purs sont prédites dans les calculs d’équilibre de phase et de réaction et n’ont pas besoin d’être identifiées séparément.
De nombreuses opérations de manipulation de solides ont un effet sur la distribution granulométrique (PSD) de la phase solide. La distribution granulométrique peut également être une propriété importante du produit. Aspen Plus permet à l’utilisateur de saisir une distribution granulométrique comme attribut d’un sous-flux solide. Dans UniSim Design, la distribution de la taille des particules est saisie dans l’onglet » Propriété PSD », qui apparaît sous » feuille de calcul » dans la fenêtre de l’éditeur de flux pour tout flux contenant un composant solide pur ou hypothétique. Les opérations unitaires telles que le réacteur à décalage de rendement, le concasseur, le tamis, le cyclone, le précipitateur électrostatique et le cristalliseur peuvent ensuite être configurées pour modifier la distribution granulométrique, typiquement en utilisant
une fonction de conversion ou une efficacité de capture de particules dans chaque gamme de tailles.
Lorsque des solides inorganiques et de l’eau sont présents, un modèle d’équilibre de phase électrolytique doit être choisi pour la phase aqueuse, afin de prendre en compte correctement la dissolution du solide et la formation d’ions en solution.
4.4.4. Composants utilisateur
Les simulateurs de processus ont été initialement développés pour les applications pétrochimiques et carburants; par conséquent, de nombreuses molécules fabriquées dans le cadre de procédés chimiques et pharmaceutiques spécialisés ne sont pas répertoriées dans les banques de données des composants. Tous les simulateurs permettent au concepteur de pallier cet inconvénient en ajoutant de nouvelles molécules pour personnaliser la banque de données.
Dans UniSim Design, de nouvelles molécules sont ajoutées en tant que composants hypothétiques. Les informations minimales nécessaires pour créer un nouveau composant pur hypothétique sont le point d’ébullition normal, bien que l’utilisateur soit encouragé à fournir autant d’informations que possible. Si le point d’ébullition est inconnu, alors le poids moléculaire et la densité sont utilisés à la place. Les informations d’entrée sont utilisées pour régler la corrélation UNIFAC afin de prédire les propriétés physiques et d’équilibre de phase de la molécule, comme décrit au chapitre 8.
Les composants définis par l’utilisateur sont créés dans Aspen Plus à l’aide d’un «assistant de composants défini par l’utilisateur». Les informations minimales requises sont le poids moléculaire et le point d’ébullition normal. Le programme permet également au concepteur de saisir la structure moléculaire, la gravité spécifique, l’enthalpie et l’énergie de formation de Gibbs, la capacité thermique du gaz idéal et les coefficients de pression de vapeur d’Antoine, mais pour les molécules complexes, en général, seule la structure moléculaire est connue.
Il est souvent nécessaire d’ajouter des composants utilisateur pour compléter un modèle de simulation.
L’ingénieur de conception doit toujours être prudent lors de l’interprétation des résultats de simulation pour les modèles qui incluent des composants utilisateur. Les prédictions d’équilibre de phase pour les éclairs, les décanteurs, les opérations d’extraction, de distillation et de cristallisation doivent être soigneusement vérifiées par rapport aux données de laboratoire pour s’assurer que le modèle prédit correctement la distribution des composants entre les phases. Si l’ajustement est mauvais, les paramètres d’interaction binaire dans le modèle d’équilibre de phase peuvent être ajustés pour améliorer la prédiction.
4.5. SIMULATION DES OPÉRATIONS DE L’UNITÉ
Une simulation de processus est construite à partir d’un ensemble de modèles de fonctionnement unitaires reliés par des flux de masse et d’énergie. Les simulateurs commerciaux comprennent de nombreux sous-programmes d’opérations unitaires, parfois appelés modèles de bibliothèque. Ces opérations peuvent être sélectionnées à partir
d’une palette ou d’un menu, puis reliées entre elles à l’aide de l’interface utilisateur graphique du simulateur. Le tableau 4.2 donne une liste des principaux modèles de fonctionnement des unités disponibles dans Aspen Plus et UniSim Design. Des détails sur la manière de spécifier les opérations de l’unité sont donnés dans les manuels du simulateur. Cette section fournit des conseils généraux sur la modélisation des opérations unitaires et la modélisation des opérations unitaires non standard.
4.5.1. Réacteurs
La modélisation de véritables réacteurs industriels est généralement l’étape la plus dif fi cile de la simulation de processus. Il est généralement facile de construire un modèle qui donne une prédiction raisonnable du rendement
du produit principal, mais les modèles de la bibliothèque de simulateurs ne sont pas assez sophistiqués pour capturer pleinement tous les détails de l’hydraulique, du mélange, du transfert de masse, de l’inhibition du catalyseur et des enzymes, du métabolisme cellulaire. , et d’autres effets qui jouent souvent un rôle critique dans la détermination de la composition de sortie du réacteur, de la consommation d’énergie, du taux de désactivation du catalyseur et d’autres paramètres de conception importants.
Dans les premières étapes de la conception du processus, les modèles de bibliothèque de simulateurs sont généralement utilisés avec des modèles de réaction simplistes qui donnent à l’ingénieur de conception une assez bonne idée des rendements et des changements d’enthalpie pour permettre la conception du reste du processus. Si la conception semble intéressante d’un point de vue économique, des modèles plus détaillés peuvent être construits et remplacés dans la feuille de calcul. Ces modèles détaillés sont généralement construits comme des modèles d’utilisateur, comme décrit dans la section 4.6.
La plupart des programmes de simulation commerciaux comportent des variantes des modèles de réacteurs décrits dans les sections suivantes.

Réacteur de conversion (réacteur stœchiométrique)
Un réacteur de conversion nécessite une stœchiométrie de réaction et un degré de réaction, qui est habituellement spécifié comme un degré de conversion d’un réactif limitant. Aucune information sur la
cinétique de réaction n’est nécessaire, elle peut donc être utilisée lorsque la cinétique est inconnue (ce qui est souvent le cas dans les premiers stades de la conception) ou lorsque la réaction est connue pour procéder à une conversion complète. Les réacteurs de conversion peuvent gérer plusieurs réactions, mais il faut être prudent en spécifiant l’ordre dans lequel elles sont résolues s’ils utilisent le même réactif limitant.
Réacteur d’équilibre
Un réacteur à l’équilibre trouve la distribution du produit à l’équilibre pour un ensemble spécifique de réactions stœchiométriques. L’équilibre de phase est également résolu. L’ingénieur peut entrer la température et la pression de sortie et laisser le modèle de réacteur calculer le devoir nécessaire pour atteindre cette condition, ou bien entrer un devoir thermique et laisser le modèle prédire les conditions de sortie à partir d’un bilan énergétique.
Un réacteur à l’équilibre ne résout que les équations spécifiées, il est donc utile dans les situations dans lesquelles une ou plusieurs réactions s’équilibrent rapidement, tandis que d’autres réactions se déroulent
beaucoup plus lentement. Un exemple est le reformage à la vapeur du méthane en hydrogène. Dans ce processus, la réaction de décalage eau-gaz entre l’eau et le monoxyde de carbone s’équilibre rapidement à des températures supérieures à 4508C, alors que la conversion du méthane nécessite une catalyse même à des températures supérieures à 8008C. Cette chimie de procédé est explorée dans l’exemple 4.2.
Dans certains programmes de simulation, le modèle de réacteur à l’équilibre oblige le concepteur à spécifier à la fois les produits en phase liquide et en phase vapeur, même si l’un des flux peut être calculé comme ayant un débit nul. Si le réacteur réel a une seule sortie, les deux flux de produits du modèle doivent être mélangés ensemble.
Réacteur Gibbs
Le réacteur Gibbs résout l’équilibre complet de réaction (et éventuellement de phase) de toutes les espèces de la liste des composants par minimisation de l’énergie libre de Gibbs, sous réserve de la contrainte du bilan massique d’alimentation. Un réacteur Gibbs peut être spécifié avec des restrictions telles qu’une approche de température à l’équilibre ou une conversion fixe d’une espèce.
Le réacteur de Gibbs est très utile pour modéliser un système connu pour s’équilibrer, en particulier des processus à haute température impliquant des molécules simples. Il est moins utile lorsque des molécules complexes sont présentes, car celles-ci ont généralement une énergie de formation de Gibbs élevée; par conséquent, de très faibles concentrations de ces espèces sont prévues à moins que le nombre de composants du modèle ne soit très restreint.
Le concepteur doit spécifier soigneusement les composants lors de l’utilisation d’un réacteur Gibbs dans le modèle, car le réacteur Gibbs ne peut résoudre que des composants spécifiés. Si un composant réellement formé n’est pas répertorié dans le jeu de composants, les résultats du réacteur Gibbs n’auront aucun sens. De plus, si certaines espèces ont une énergie libre de Gibbs élevée, leurs concentrations peuvent ne pas être correctement prédites par le modèle. Un exemple est les composés hydrocarbonés aromatiques tels que le benzène, le toluène et les xylènes, qui ont une énergie libre de formation de Gibbs supérieure à zéro. Si ces les espèces sont dans un ensemble de composants de modèle qui contient également de l’hydrogène et du carbone, alors un réacteur de Gibbs prédira que seuls le carbone et l’hydrogène sont formés.
Bien que l’hydrogène et le coke soient en effet les produits d’équilibre final, les hydrocarbures aromatiques sont cinétiquement stables et il existe de nombreux procédés qui convertissent des composés d’hydrocarbures aromatiques sans rendements significatifs en coke. Dans cette situation,
le concepteur doit soit omettre le carbone de la liste des composants, soit utiliser un réacteur d’équilibre dans le modèle.
Réacteur à réservoir à agitation continue (CSTR)
Le CSTR est un modèle du réacteur conventionnel bien mélangé. Il peut être utilisé lorsqu’un modèle de la cinétique de réaction est disponible et que l’on pense que le réacteur est bien mélangé; c’est-à-dire que les conditions partout dans le réacteur sont les mêmes que les conditions de sortie. En spécifiant des réactions directes et inverses, le modèle CSTR peut modéliser simultanément des réactions d’équilibre et basées sur la vitesse. Le principal inconvénient de l’utilisation du modèle CSTR est qu’une compréhension détaillée de la cinétique est nécessaire si l’on veut prédire correctement les sous-produits.
Réacteur Plug-Flow (PFR)
Un réacteur bouchons modélise le comportement classique des bouchons, en supposant un mélange radial mais pas de dispersion axiale. La cinétique de réaction doit être spécifiée, et le modèle a les mêmes limites que le modèle CSTR.
La plupart des simulateurs permettent l’apport ou l’évacuation de la chaleur d’un réacteur à flux enfichable. Le transfert de chaleur peut se faire avec une température de paroi constante (comme cela se produit dans un tube à feu, un tuyau à double enveloppe de vapeur ou un serpentin immergé) ou avec un écoulement à contre-courant d’un courant utilitaire (comme dans un tube d’échangeur de chaleur ou un tuyau à double enveloppe avec de l’eau de refroidissement) .
Réacteur à décalage de rendement
Le réacteur à rendement variable surmonte certains des inconvénients des autres modèles de réacteur en permettant au concepteur de spécifier un modèle de rendement. Les réacteurs à décalage de rendement peuvent
être utilisés lorsqu’il n’y a pas de modèle de cinétique, mais que certaines données de laboratoire ou d’usine pilote sont disponibles, à partir desquelles une corrélation de rendement peut être établie.
Les réacteurs à décalage de rendement sont particulièrement utiles lors de la modélisation de flux contenant des pseudo-composants, des solides avec une distribution granulométrique ou des processus qui forment de petites
quantités de nombreux sous-produits. Ceux-ci peuvent tous être facilement décrits dans les corrélations de rendement mais peuvent être difficiles à modéliser avec les autres types de réacteurs.
La principale difficulté dans l’utilisation du réacteur à rendement variable est d’établir la corrélation de rendement. Si un seul point – par exemple, à partir d’un brevet – est tout ce qui est disponible, alors entrer la distribution de rendement est simple. Si, d’autre part, le but est d’optimiser les conditions du réacteur, alors un ensemble substantiel de données doit être collecté pour construire un modèle qui prédit avec précision les rendements sur une gamme suffisamment large de conditions.
Si différents catalyseurs peuvent être utilisés, le mécanisme de réaction sous-jacent peut être différent pour chacun, et chacun nécessitera son propre modèle de rendement. L’élaboration de modèles de rendement peut être un processus coûteux et n’est souvent entreprise que lorsque la direction de l’entreprise est convaincue que le processus est susceptible d’être économiquement attrayant.
Modélisation de vrais réacteurs
Les réacteurs industriels sont généralement plus complexes que les modèles de bibliothèques de simulateurs simples. Les vrais réacteurs impliquent généralement plusieurs phases et ont de forts effets de transfert de masse, de transfert de chaleur et de mélange. Les distributions de temps de séjour des réacteurs réels peuvent être déterminées par des études de traceurs et correspondent rarement exactement aux modèles simples CSTRor PFR.
Parfois, une combinaison de modèles de bibliothèque peut être utilisée pour modéliser le système de réaction. Par exemple, un réacteur de conversion peut être utilisé pour établir la conversion des charges principales, suivi d’un réacteur d’équilibre qui établit une distribution d’équilibre entre les produits spécifiés. De même, les réacteurs avec des schémas de mélange complexes peuvent être modélisés comme des réseaux de modèles CSTR et PFR, comme décrit à la section 1.9.10 et illustré à la figure 1.19.
Lorsqu’une combinaison de modèles de bibliothèque est utilisée pour simuler un réacteur, il est judicieux de regrouper ces modèles dans une sous-feuille de calcul. Le sous-organigramme peut recevoir une étiquette appropriée telle que «réacteur» qui indique que toutes les opérations unitaires qu’il contient modélisent une seule pièce d’équipement réel. Cela rend moins probable que quelqu’un d’autre utilisant le modèle l’interprète à tort comme contenant des opérations distinctes supplémentaires.
Les modèles détaillés de réacteurs commerciaux sont généralement écrits en tant que modèles utilisateur. Celles ci sont décrites dans la section 4.6.
Exemple 4.1
Lorsque des huiles lourdes sont craquées dans un processus de craquage catalytique ou thermique, des composés hydrocarbonés plus légers se forment. La plupart des procédés de craquage sur les charges de pétrole lourd forment des produits avec des nombres de carbone allant de 2 à plus de 20. Comment le répartition à l’équilibre des composés d’hydrocarbures à cinq carbones (C5composés) changent à mesure que la température du processus de craquage augmente à 200 kPa?
Solution
Ce problème a été résolu à l’aide d’UniSim Design.
Le problème demande une distribution d’équilibre, de sorte que le modèle doit contenir soit un réacteur de Gibbs, soit un réacteur à l’équilibre.
Un rapide coup d’oeil à la liste des composants dans UniSim Design montre qu’il existe 22 espèces d’hydrocarbures avec cinq carbones. Pour modéliser l’équilibre entre ces espèces, nous devons également inclure l’hydrogène pour permettre la formation d’alcènes, de diènes et d’alcynes. Bien qu’il soit possible de saisir 21 réactions et d’utiliser un réacteur à l’équilibre, il est clairement plus facile d’utiliser un réacteur de Gibbs pour cette analyse. La figure 4.5 montre le modèle du réacteur Gibbs.
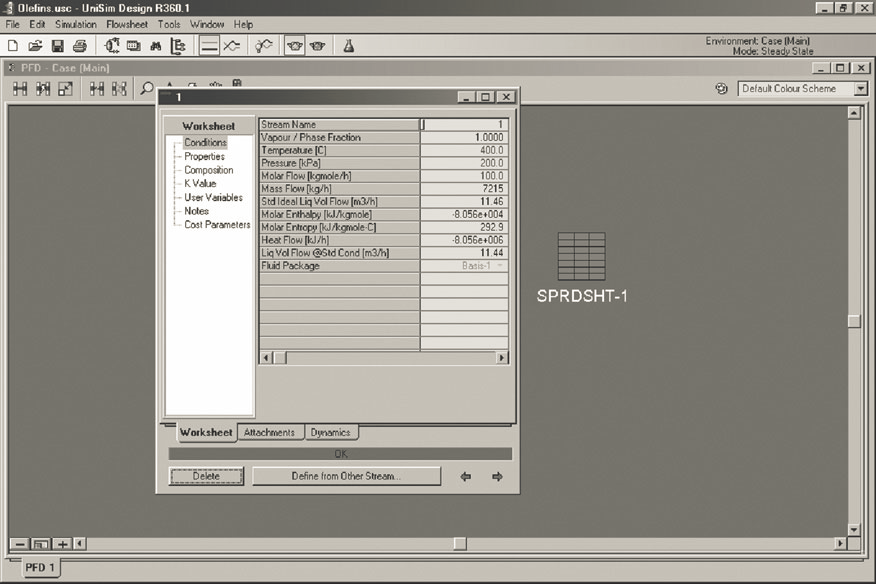
Pour spécifier la charge, il faut saisir la température, la pression, le débit et la composition.
La température, la pression et le débit sont saisis dans la fenêtre de l’éditeur de flux, comme illustré à la figure 4.6. La composition de l’aliment peut être saisie comme 100% de l’un des C5 les espèces paraffines, par exemple, le pentane normal. Les résultats d’un réacteur Gibbs seraient les mêmes si 100% d’isopentane étaient introduits. Ça devrait être noté, cependant, si un mélange d’un pentane et d’un pentène était spécifié, alors le rapport global de l’hydrogène au carbone serait différent et des résultats différents seraient obtenus.
Graphique 4.5.Modèle de réacteur Gibbs.
Une feuille de calcul a également été ajoutée au modèle, comme illustré à la figure 4.5, pour faciliter la capture et le téléchargement des résultats. La feuille de calcul a été configurée pour importer les fractions molaires des composants à partir de la simulation, comme le montre la figure 4.7. La simulation a ensuite été exécutée pour une plage de températures, et après chaque essai, une nouvelle colonne a été entrée dans la feuille de calcul, comme le montre la figure 4.8.
Lorsque les résultats sont examinés, de nombreuses espèces individuelles sont présentes à des concentrations relativement faibles. Il est donc judicieux de regrouper certains composés par type moléculaire, par exemple en ajoutant tous les diènes ensemble et en ajoutant tous les alcynes (acétylènes) ensemble.
Les résultats de la feuille de calcul ont été corrigés pour donner la distribution de C5 composés par en divisant par un moins la fraction molaire d’hydrogène, puis tracé pour donner le graphique de la figure 4.9.
On peut voir sur le graphique que les produits d’équilibre à des températures inférieures à 5008C sont principalement des alcanes (également appelés paraf fi ns ou alors hydrocarbures saturés), avec l’équilibre donnant à peu près un rapport de 2: 1 de l’isopentane au pentane normal. Au fur et à mesure que la température augmente de 5008C à 6008C, il y a une formation accrue de composés alcènes (également connus sous le nom de oléfines). À 7008C, nous constatons une formation accrue de cyclopentène et de diènes, et au-dessus de 8008Les diènes C sont le produit préféré.
Graphique 4.6.Entrée de flux.
Bien sûr, il s’agit d’une image incomplète, car la fraction relative de C5 composés devrait diminuer à mesure que la température augmente et que C5les espèces sont fissuré en composés plus légers dans le C2et C3 intervalle. Le modèle ne contenait pas non plus de carbone (coke) et ne pouvait donc pas prédire la température à laquelle le coke deviendrait le produit préféré. Un modèle d’équilibre plus rigoureux d’un processus de
craquage pourrait inclure tous les composés d’hydrocarbures possibles jusqu’à C7ou plus.
Un vrai réacteur pourrait donner une distribution très différente de C5 composés de cela calculé à l’aide du modèle de réacteur de Gibbs. Les diènes formés à des températures élevées peuvent se recombiner avec de l’hydrogène pendant le refroidissement, donnant un mélange qui ressemblait plus au produit d’équilibre à une température plus basse. Il pourrait également y avoir formation de C5 composés par des réactions de condensation de C2 et C3 espèces pendant le refroidissement, ou perte de diènes et de cyclopentène due à la formation de coke.
Exemple 4.2
L’hydrogène peut être produit par reformage à la vapeur du méthane, qui est un processus hautement endothermique:


Graphique 4.7.Feuille de calcul de composition de produit.
Le reformage à la vapeur est généralement réalisé dans des réacteurs tubulaires à flamme, avec un catalyseur emballé à l’intérieur des tubes et du combustible brûlé à l’extérieur des tubes pour fournir la chaleur de réaction. Le mélange gazeux produit contient du dioxyde de carbone et de la vapeur d’eau ainsi que du monoxyde de carbone et de l’hydrogène et est classiquement connu sous le nom de gaz de synthèse ou alors gaz de synthèse.
L’hydrogène peut également être fabriqué par oxydation partielle du méthane, qui est un processus exothermique, mais donne moins de produit par mole d’alimentation en méthane:

Lorsque la vapeur, l’oxygène et le méthane sont combinés, la chaleur de la réaction d’oxydation partielle peut être utilisée pour fournir la chaleur pour le reformage à la vapeur. Le processus combiné est connu sous le nom de reformage autothermique. Le reformage autothermique a l’avantage de nécessiter moins d’investissements en capital que le reformage à la vapeur (car il ne nécessite pas de réacteur à chauffage au feu), mais donne des rendements plus élevés que l’oxydation partielle.
Le rendement en hydrogène peut être encore augmenté en effectuant la réaction de changement de gaz eau:

4.5. SIMULATION DES OPÉRATIONS DE L’UNITÉ 177

Graphique 4.8.Résultats de la feuille de calcul.

La réaction de changement de gaz eau s’équilibre rapidement à des températures supérieures à environ 4508Aux températures élevées, cette réaction favorise la formation de monoxyde de carbone, tandis qu’aux
basses températures, il se forme davantage d’hydrogène. Lorsque l’hydrogène est le produit souhaité, la réaction de décalage est favorisée à des températures plus basses en utilisant un excès de vapeur et en
fournissant un catalyseur de décalage à moyenne ou basse température.
Dans un processus de reformage autothermique, 1000 kmol / h de méthane à 208C est comprimé à 10 bars, mélangé à 2500 kmol / h de vapeur saturée et mis à réagir avec de l’oxygène pur pour donner 98% de conversion du méthane. Les produits résultants sont refroidis et passés sur un catalyseur de décalage à moyenne température qui donne une
composition de sortie correspondant à l’équilibre à 3508C.
i. Combien de chaleur faut-il pour vaporiser la vapeur?
ii.Combien d’oxygène est nécessaire?
iii.Quelle est la température à la sortie du réacteur de reformage autothermique?
iv.Quel est le débit molaire final de chaque composant du gaz de synthèse?
Solution
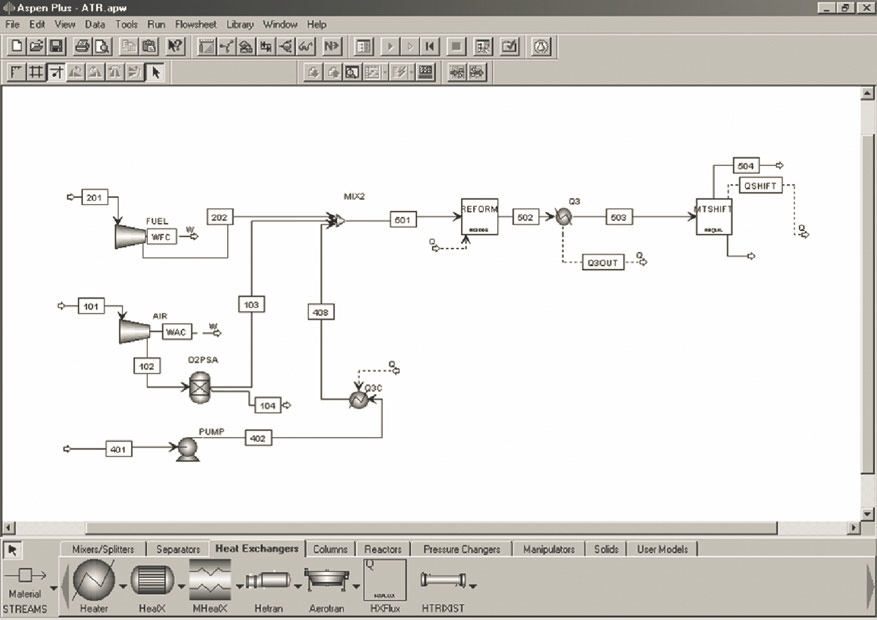
Ce problème a été résolu en utilisant Aspen Plus. Le modèle doit simuler la réaction de reformage à haute température et également le rééquilibrage de la réaction de changement de gaz eau lorsque le gaz produit est refroidi. Un réacteur de Gibbs peut être utilisé pour la réaction à haute température, mais un réacteur à l’équilibre doit être spécifié pour le réacteur de décalage, car seule la réaction de décalage eau-gaz se rééquilibrera à 3508C. Parce que le compresseur de méthane fournit de la
chaleur à l’alimentation, il doit être inclus dans le modèle. Puisque la question demande combien de chaleur est nécessaire pour vaporiser la vapeur, une chaudière à vapeur devrait également être incluse. Le système d’alimentation en oxygène peut également être inclus, donnant le modèle illustré à la figure 4.10.
Le devoir thermique du réacteur de reformage est spécifié comme nul. Le débit d’oxygène peut alors être ajusté jusqu’à ce que la conversion de méthane souhaitée soit atteinte. Pour une conversion de 98%, le débit de méthane dans le produit du réacteur autothermique (flux 502) est de
2% du débit dans la charge du réacteur (flux 501), soit 20 kmol / h. Aux fins de cet exemple, le débit d’oxygène a été ajusté manuellement, bien qu’un contrôleur aurait pu être utilisé, comme décrit dans la section 4.8. Les résultats sont présentés dans la figure 4.11.
Lors de l’exécution du modèle de simulation, les valeurs suivantes ont été calculées:
i. Le chauffe-vapeur nécessite36 MWde l’apport de chaleur.
ii. 674 kmol / h d’oxygène sont nécessaires.
iii. La température à la sortie du réacteur de reformage est 8938C.
iv. Les débits molaires à la sortie du réacteur à décalage (flux 504) sont
H2 2504
H2O 1956
CO 68
CO2 912
CH4 20
Il devrait être immédiatement évident à partir de la sortie du modèle que le processus tel que simulé est loin d’être optimal. La consommation d’oxygène est supérieure aux 500 kmol / h qui auraient été nécessaires pour une oxydation partielle. L’excès d’oxygène est nécessaire
Graphique 4.10.Modèle de reformage autothermique.
car la vapeur supplémentaire qui est introduite doit également être chauffée à la température de sortie du réacteur, ce qui nécessite la combustion d’une plus grande quantité de méthane d’alimentation. Le corollaire de ce résultat est que le rendement en hydrogène, à environ 2,5 moles par mole de méthane, n’est guère meilleur que ce qui aurait pu être obtenu avec une oxydation partielle suivie d’un décalage, malgré le grand
excès de vapeur utilisé.
Le concepteur a plusieurs options qui pourraient être examinées pour améliorer ce processus:
- Augmentez la récupération de chaleur du gaz produit vers les flux d’alimentation pour préchauffer le alimenter le réacteur et réduire la quantité d’oxygène nécessaire.
- Réduisez la quantité de vapeur alimentée avec le méthane.
- Contourner une partie de la vapeur de l’alimentation du reformeur vers l’alimentation du réacteur de décalage, de manière à pour obtenir l’avantage d’entraîner l’équilibre dans le réacteur de décalage sans le coût de fournir une chaleur supplémentaire au reformeur.
- Réduire la conversion du méthane de manière à réduire la conversion du réacteur et la température de sortie est requise.
En pratique, toutes ces options sont mises en oeuvre dans une certaine mesure pour arriver aux conditions optimales de reformage autothermique. Cette optimisation est explorée plus en détail dans le problème 4.13.

Graphique 4.11.Résultats du modèle de réacteur autothermique.
4.5.2. Distillation
Les simulateurs de processus commerciaux contiennent une gamme de modèles de distillation avec différents degrés de sophistication. L’ingénieur de conception doit choisir un modèle qui convient à
l’objectif, en fonction du type de problème, de l’étendue des informations de conception disponibles et du niveau de détail requis dans la solution. Dans certains cas, il peut s’avérer judicieux de créer différentes versions de la feuille de calcul, en utilisant différents niveaux de détail dans les modèles de distillation afin que le modèle plus simple puisse être utilisé pour initialiser un modèle plus détaillé.
Modèles de raccourcis
Les modèles de distillation les plus simples à mettre en place sont les modèles de raccourcis. Ces modèles utilisent la méthode Fenske-Underwood-Gilliland ou Winn-Underwood-Gilliland pour déterminer le reflux minimum et le nombre d’étages ou pour déterminer le reflux requis étant donné un nombre de plateaux ou le nombre requis de plateaux pour un rapport de reflux donné. Ces méthodes sont décrites au chapitre 11. Les modèles de raccourcis peuvent également estimer les fonctions du condenseur et du rebouilleur et déterminer le plateau d’alimentation optimal.
Les informations minimales nécessaires pour spécifier un modèle de distillation raccourci sont
&Les récupérations de composants des composants clés légers et lourds;
&Les pressions du condenseur et du rebouilleur;
&Si la colonne a un condenseur total ou partiel.
Dans certains cas, le concepteur peut spécifier la pureté des composants clés légers et lourds dans les fonds et le distillat respectivement. Des précautions sont nécessaires lors de l’utilisation a pureté comme spécification, car il est facile de spécifier des puretés ou des combinaisons de pureté et de récupération qui ne sont pas réalisables.
La manière la plus simple d’utiliser un modèle de distillation raccourci est de commencer par estimer le reflux minimum et le nombre d’étages. Le rapport de reflux optimal se situe généralement entre 1,05 et 1,25 fois le rapport minimum de reflux, Rmin, donc 1:15Rmin est souvent utilisée comme estimation initiale. Une fois le rapport de reflux spécifié, le nombre d’étages et l’optimum l’étape d’alimentation peut être déterminée. Les résultats du modèle de raccourci peuvent ensuite être utilisés pour mettre en place et initialiser une simulation de distillation rigoureuse.
Des modèles de raccourcis peuvent également être utilisés pour initialiser des colonnes de fractionnement (colonnes de distillation complexes avec plusieurs produits), comme décrit plus loin.
Les modèles de distillation raccourcis sont robustes et sont résolus rapidement. Ils ne donnent pas une prédiction précise de la distribution des composants non-clés, et ils ne fonctionnent pas bien lorsqu’il y a une non-idéalité en phase liquide significative, mais ils sont un moyen efficace de générer une bonne conception initiale pour un modèle de distillation rigoureux. Dans les processus comportant un grand nombre de flux de recyclage, il est souvent utile de créer un modèle avec des colonnes de raccourcis et un deuxième modèle avec des colonnes rigoureuses. Le modèle simple convergera plus facilement et pourra être utilisé pour fournir de bonnes estimations initiales des conditions de colonne et recycler les flux pour le modèle détaillé.
Le principal inconvénient des modèles de raccourcis est qu’ils supposent une volatilité relative constante, généralement calculée à la condition d’alimentation. S’il y a une non-idéalité significative en phase liquide ou
en phase vapeur, alors la volatilité relative constante est une très mauvaise hypothèse et les modèles de raccourcis ne doivent pas être utilisés.
Modèles rigoureux
Des modèles rigoureux effectuent des bilans massiques et énergétiques complets étape par étape. Ils donnent de meilleures prédictions de la distribution des composants que les modèles raccourcis, en particulier lorsque la phase liquide ne se comporte pas de manière idéale, car le calcul du flash est effectué à chaque étage. Des modèles rigoureux permettent de nombreuses configurations de colonnes supplémentaires, y compris l’utilisation de courants latéraux, de condenseurs et rebouilleurs intermédiaires, de plusieurs alimentations et de strippeurs et redresseurs
latéraux. Des modèles rigoureux peuvent être beaucoup plus difficiles à converger, en particulier si de mauvaises estimations initiales sont utilisées ou si la colonne est mal spécifiée.
Les deux principaux types de modèles de distillation rigoureux sont les modèles à stade d’équilibre et les modèles basés sur les taux. Les modèles d’étape d’équilibre supposent soit un équilibre vapeur-liquide complet sur chaque étage, soit une approche d’équilibre basée sur une efficacité de l’étape saisie par le concepteur. Lorsqu’un modèle d’étape d’équilibre est utilisé pour le dimensionnement des colonnes, les efficiences de l’étape doivent être saisies. L’efficacité de l’étape est généralement inférieure à 0,8 et est discutée plus en détail au chapitre 11. Les modèles basés sur le taux ne supposent pas l’équilibre de phase, sauf à l’interface vapeur-liquide, et résolvent plutôt les équations de transfert de masse et de transfert de chaleur entre les phases. Les modèles basés sur les taux sont plus réalistes que les modèles idéalisés au stade d’équilibre, mais comme il peut être difficile de prédire la zone interfaciale et les coefficients de transfert de
masse, les modèles basés sur les taux sont moins largement utilisés dans la pratique.
Des modèles de distillation rigoureux peuvent être utilisés pour modéliser des colonnes d’absorbeur, des colonnes de strippage, des absorbeurs à reflux, des systèmes triphasés tels que des colonnes de distillation extractive, de nombreuses configurations de colonnes complexes possibles et des colonnes qui comprennent

Graphique 4.12.Bac d’alimentation trop haut.
réactions telles que la distillation réactive et les colonnes d’absorption réactive. La formation d’une seconde phase liquide (généralement une phase aqueuse) dans la colonne peut être prédite si le concepteur a sélectionné un modèle d’activité en phase liquide qui permet la prédiction de deux phases liquides.
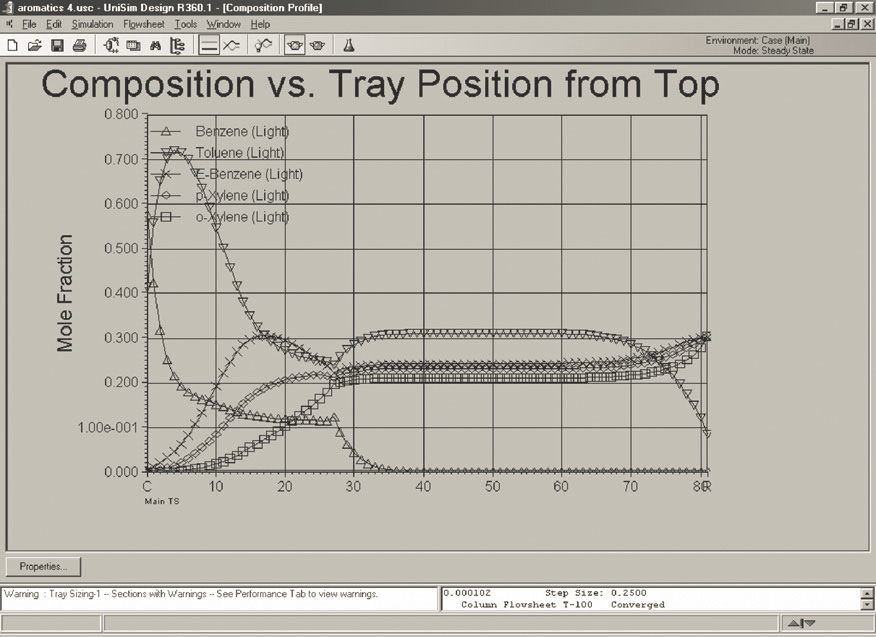
L’une des caractéristiques les plus utiles des modèles de distillation rigoureux dans les programmes de simulation commerciaux est que la plupart comprennent un outil pour tracer des profils de colonnes. L’ingénieur concepteur peut générer des graphiques montrant la composition molaire de chaque espèce dans l’une ou l’autre des phases par rapport au nombre de plateaux. Ces tracés peuvent être utiles pour dépanner les conceptions de colonnes.
Par exemple, les figures 4.12 à 4.17 montrent des profils de colonne pour le problème de distillation introduit dans l’exemple 1.1, qui est décrit plus en détail dans les exemples 4.3 et 4.4. La colonne a été simulée dans UniSim Design.
&Sur la figure 4.12, l’étage d’alimentation a été déplacé vers le plateau 10, qui est trop haut. le les profils de colonne montrent une large région plate entre les plateaux 20 et 45, indiquant qu’il ne se passe pas grand-chose sur cette partie de la colonne. Il y a trop de plateaux dans la
section de décapage et le plateau d’alimentation doit être déplacé plus bas. Sections
avec un très petit changement de composition peut également indiquer des régions pincées où un
mélange azéotropique est en cours de formation.
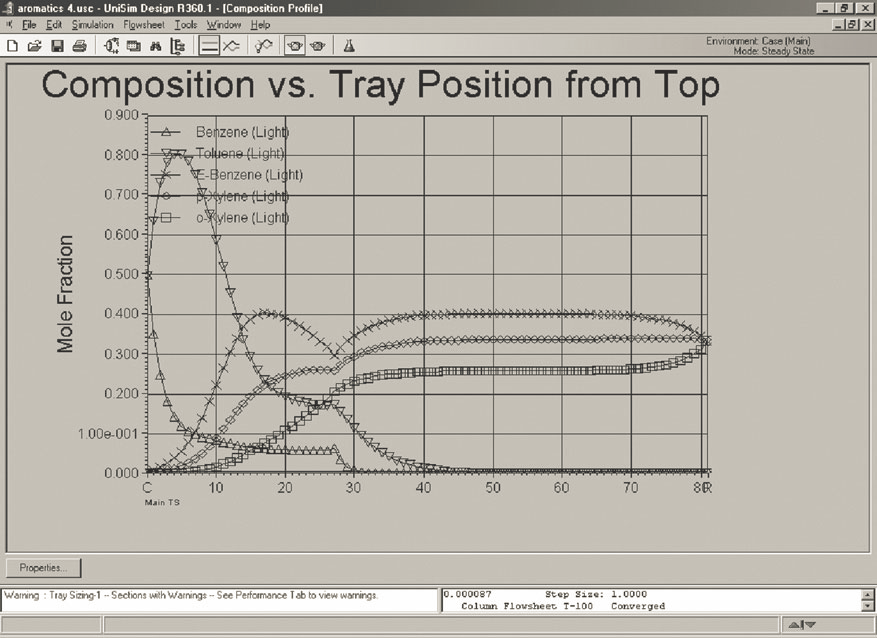
Dans la figure 4.13, le bac d’alimentation a été déplacé vers le bac 63, qui est trop bas. Les
profils de colonne pour le benzène et le toluène, les composants légers, sont plats entre les
plateaux 30 et 60 dans la section de rectification, indiquant que le plateau d’alimentation doit
être déplacé plus haut.
Sur la figure 4.14, la spéci fi cation de la colonne a été modifiée de la récupération du toluène
au rapport de reflux, et une faible valeur de rapport de reflux (2,2) a été entrée. Ceci est
inférieur au reflux minimum requis pour la séparation spéci fi ée; par conséquent, la
récupération souhaitée du toluène ne peut pas être obtenue. La récupération du toluène est
réduite à 72%.
Dans la figure 4.15, le rapport de reflux a été augmenté à 4,0. La récupération du toluène est
désormais de 100%, ce qui est supérieur aux 99% requis. Cela représente une utilisation sousoptimale
de l’énergie et du capital.
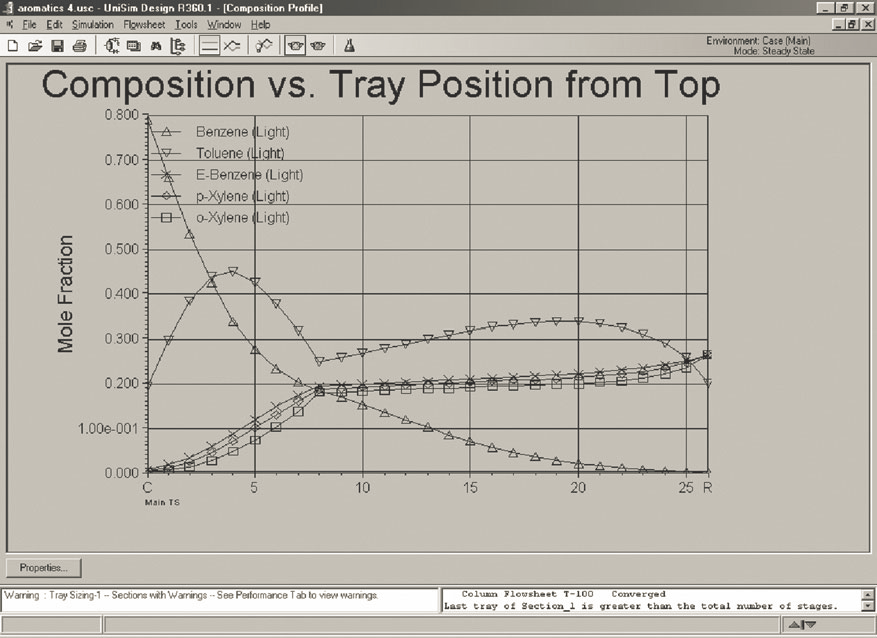
La Figure 4.16 montre les pro fi ls de colonne lorsque le nombre de plateaux a été réduit à
25, avec l’alimentation sur le plateau 8. Le profil de colonne pour le toluène montre qu’il y a
&
Graphique 4.14.Taux de reflux trop faible: récupération du toluène 72%.
étages insuf fi sants (et / ou re fl ux). Bien que le profil évolue en douceur, la récupération
dans le distillat n’est que de 24,5%.
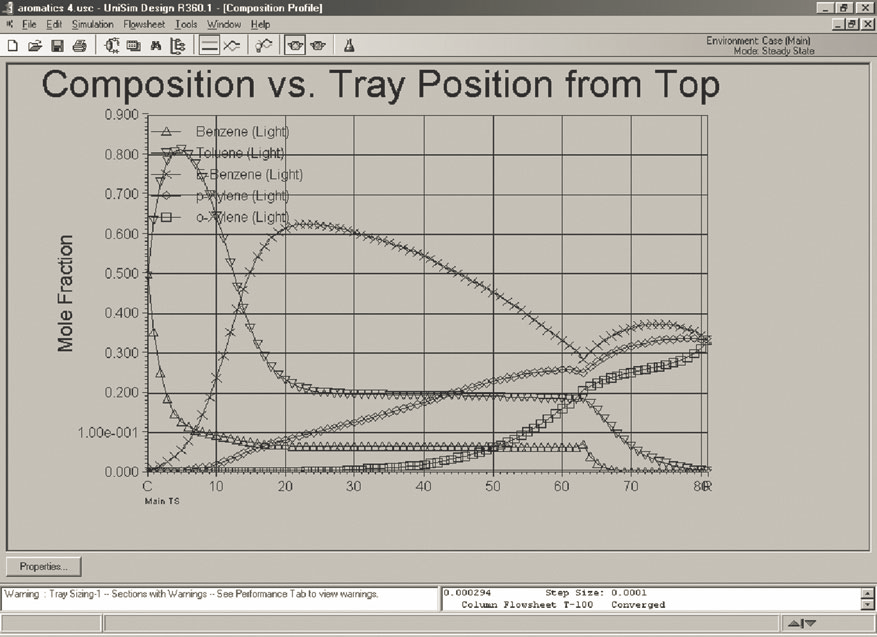
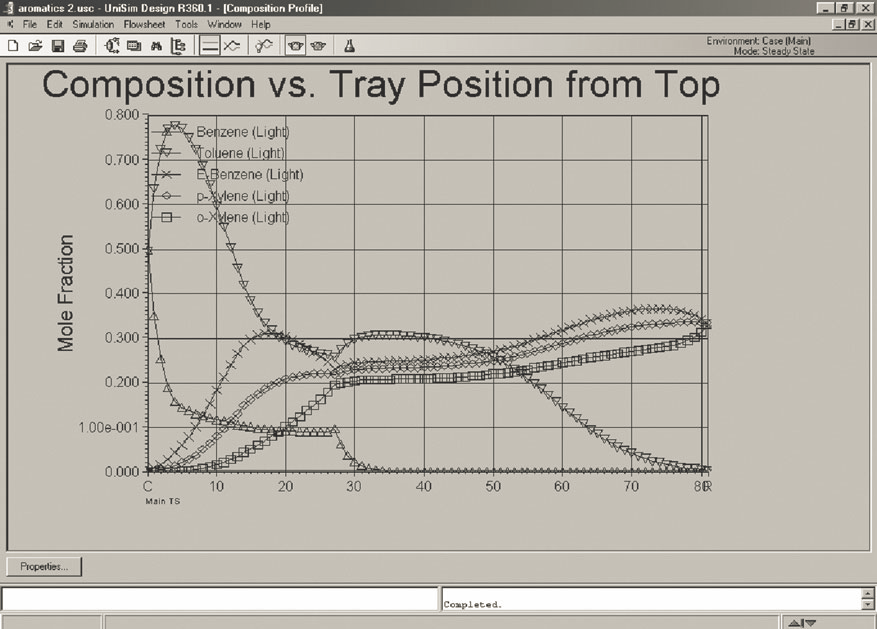
&Les profils de colonne avec les conditions optimales déterminées dans l’exemple 1.1
sont illustrés à la figure 4.17. Les caractéristiques médiocres montrées dans les autres pro fi ls sont
absentes.
Colonnes complexes pour le fractionnement
Plusieurs des programmes de simulation commerciaux offrent des modèles rigoureux de colonnes complexes
préconfigurés pour le fractionnement du pétrole. Ces modèles comprennent des réchauffeurs de charge, plusieurs
décapants latéraux et une ou deux boucles de pompage. Ces modèles de colonnes de fractionnement peuvent être
utilisés pour modéliser des opérations de distillation de raffinerie telles que la distillation du pétrole brut, la
distillation sous vide de l’huile résiduelle atmosphérique, les colonnes principales du procédé de craquage catalytique
fluidisé (FCC) et les colonnes principales d’hydrocraquage ou de cokéfaction. Aspen Plus dispose également d’un
modèle de fractionnement raccourci, SCFrac, qui peut être utilisé pour con fi gurer des colonnes de fractionnement
de la même manière que les modèles de distillation raccourcis sont utilisés pour initialiser des modèles de distillation
rigoureux multicomposants.
Graphique 4.15.Taux de reflux trop élevé: récupération du toluène 100%.
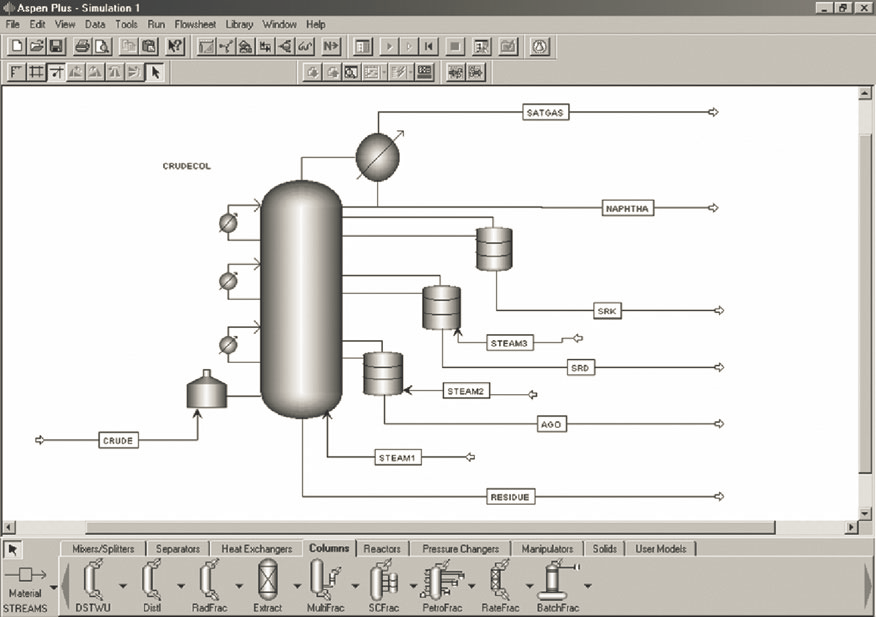
Une colonne de distillation de pétrole brut typique est illustrée à la figure 4.18, qui montre une
simulation utilisant un modèle Aspen Plus PetroFrac. Le pétrole brut est préchauffé dans un réseau
d’échange thermique et de chauffage de charge puis est acheminé vers la zone flash en pied de
colonne. De la vapeur d’extraction est également ajoutée au bas de la colonne pour fournir un flux de
vapeur supplémentaire. Les produits avec différentes plages d’ébullition sont retirés de la colonne.
Les produits intermédiaires sont soutirés du fond des colonnes de strippage latéral, de manière à
minimiser la perte de produits plus légers dans le flux latéral. Bien que les plages de distillation
exactes puissent varier en fonction des spéci fi cations locales des carburants et de la sophistication
de la raffinerie, les produits typiques pris dans une unité de distillation de pétrole brut sont (de bas en
haut)
- Huile de résidu atmosphérique (résidu), contenant des composés qui bouillent au-dessus d’environ
3408C (6508F). Celui-ci est normalement envoyé à une unité de distillation sous vide pour récupérer plus de produits
légers, mais des parties de celui-ci peuvent être mélangées dans des carburants à haute teneur en soufre tels que le
mazout ou le carburant de soute (carburant marin). - Gazole atmosphérique (AGO), contenant des composés dont le point d’ébullition est de l’ordre de 2758C
à 3408C (5308F à 6508F). Ce matériau a un point d’ébullition trop élevé pour être utilisé comme
Graphique 4.16.Trop peu de plateaux: récupération du toluène 24,5%.
carburant de transport et est généralement envoyé à un hydrocraqueur ou à une unité FCC pour être
converti en produits plus légers.
3.Distillat lourd (distillat simple ou SRD), contenant des composés dont le point d’ébullition est de l’ordre
de 2058C à 2758C (4008F à 5308F). Ce matériau est hydrotraité pour éliminer les composés soufrés et
peut ensuite être mélangé dans des huiles de chauffage et des carburants diesel pour les camions,
les moteurs de chemin de fer et les applications hors route telles que les tracteurs et les équipements
miniers.
- Distillat léger (kérosène pur ou SRK), contenant des composés qui bouillent
dans la gamme 1758C à 2308C (3508F à 4508F). Le distillat léger est hydrotraité pour éliminer le
soufre et peut ensuite être mélangé dans du carburéacteur ou vendu sous forme de kérosène
(parfois appelé paraf fi n) pour la lampe et le combustible de cuisson.
5.Naphta, bouillant dans la gamme 258C à 2058C (808F à 4008F). Le naphta est généralement envoyé
dans une colonne supplémentaire pour être séparé en un naphta léger bouillant en dessous de 808C
(1808F) et un naphta lourd. Le naphta lourd a la bonne plage d’ébullition pour l’essence, mais a
généralement un indice d’octane très faible. Il est généralement amélioré par reformage catalytique
en utilisant des catalyseurs de métaux nobles, pour augmenter la concentration de
Graphique 4.17.Profils de colonnes optimisés.
hydrocarbures aromatiques dans le naphta et augmenter l’indice d’octane. Le reformage catalytique
est également la première étape de la production d’hydrocarbures aromatiques pour la fabrication
de produits pétrochimiques. Le naphta léger bout également dans une plage appropriée pour être
mélangé à l’essence et a souvent un indice d’octane acceptable. Il est généralement traité pour
oxyder les composés soufrés odiféreux du mercaptan. Le naphta léger est également largement
utilisé comme charge pétrochimique pour le vapocraquage pour produire des composés oléfiniques
tels que l’éthylène et le propylène.
- Le produit de tête de l’unité brute contient de l’hydrogène, du méthane, du carbone
le dioxyde, le sulfure d’hydrogène et les hydrocarbures jusqu’aux butanes et certains pentanes. Il est généralement
envoyé à un ensemble de colonnes de distillation connu sous le nom d ‘«usine de gaz saturé» pour la récupération du
propane et du butane pour la vente. Les gaz plus légers sont ensuite utilisés comme combustible de raffinerie.
La conception des colonnes de fractionnement de raffinerie peut être complexe. Les flux de pompage
fonctionnent comme des condenseurs intermédiaires et éliminent le surplus de chaleur de la colonne. Cette
chaleur est généralement récupérée par échange thermique avec la charge de pétrole brut froid. Les
raffineries de pétrole sont souvent conçues pour traiter de nombreux pétroles bruts différents avec
Graphique 4.18.Fractionnement du pétrole brut.
différents tests d’ébullition. La raffinerie peut fabriquer des ardoises de produits différentes à
différents moments de l’année ou en réponse aux conditions du marché. La distillation du pétrole
brut et le réseau d’échange thermique associé doivent être suffisamment flexibles pour faire face à
toutes ces variations, tout en atteignant des spéci fi cations strictes sur les courbes de point
d’ébullition de chaque produit.
Dimensionnement de la colonne
Les modèles de colonnes rigoureux permettent à l’ingénieur concepteur d’effectuer des calculs de
dimensionnement et d’hydraulique des plateaux pour les types de base de plateaux de distillation et pour
certains types de garnissage aléatoire et structuré. Différents simulateurs commerciaux utilisent différentes
corrélations de dimensionnement des plateaux, mais ils suivent tous une méthode similaire à celle décrite au
chapitre 11.
Les outils de dimensionnement des plateaux ne sont pas toujours activés lors de l’exécution des modèles de distillation. Dans certains
programmes de simulation, l’ingénieur de conception doit activer un programme de dimensionnement des plateaux et / ou entrer des
valeurs par défaut pour le type de plateau et l’espacement des plateaux avant que l’algorithme de dimensionnement fonctionne
correctement. Si le diamètre de la colonne ne change pas lorsque le taux de reflux est modifié de manière significative (ou si toutes les
colonnes de la simulation semblent
même diamètre), le concepteur doit alors vérifier que la partie dimensionnement des plateaux du
programme est correctement configurée.
Les options de dimensionnement des plateaux dans les simulateurs sont limitées aux éléments internes standard tels que
les plateaux à tamis, les plateaux à soupapes, les plateaux à bouchons à bulles, les emballages aléatoires et les emballages
structurés. Ils n’incluent pas les plateaux haute capacité, les plateaux haute efficacité ou les dernières conceptions d’emballage.
Lorsqu’une colonne est conçue avec de nombreuses étapes ou un grand diamètre, il vaut toujours la peine de contacter les
fournisseurs internes de colonne pour des estimations, car l’utilisation de composants internes haute capacité et haute
efficacité peut conduire à des économies substantielles. Les composants internes avancés sont également généralement
utilisés lors de la réorganisation d’une colonne existante vers un débit plus élevé ou des spécifications de produit plus strictes.
L’ingénieur de conception doit toujours tenir compte de l’inefficacité des plateaux lors de l’utilisation d’outils de
dimensionnement de colonne en conjonction avec un modèle d’étape d’équilibre. Le non-respect de cette consigne
sous-estimerait le nombre d’étages et aurait donc un impact sur la chute de pression de la colonne et le système
hydraulique. L’estimation de l’ef fi cacité de l’étape est examinée au chapitre 11. Aux fins de la conception initiale, une
efficacité d’étape de 0,7 à 0,8 est généralement utilisée. Pour une conception détaillée, les ef fi ciences de la scène
dépendent du type de plateau utilisé et sont souvent fournies par le fournisseur des composants internes de la
colonne.
L’ingénieur de conception doit se rappeler de prévoir un facteur de conception ou une marge de
conception appropriés lors du dimensionnement des poteaux. Les facteurs de conception sont discutés dans
la section 1.7. Il peut être nécessaire de créer deux versions de la feuille de calcul. Une version aura les débits
de base de conception pour la production des bilans massique et énergétique, tandis que la seconde aura
des débits 10% plus importants pour le dimensionnement des équipements.
La simulation des processus de distillation est discutée plus en détail par Luyben
(2006).
Exemple 4.3
Cet exemple fournit plus de détails sur la solution du problème qui a été introduit dans
l’exemple 1.1. L’énoncé du problème original était d’optimiser la conception d’une
colonne de distillation pour séparer 225 tonnes métriques par heure d’un mélange
équimolaire de benzène, toluène, éthylbenzène, paraxylène et orthoxylène avec un coût
annuel total minimum. La charge est un liquide saturé à 330 kPa. La récupération du
toluène dans le distillat doit être supérieure à 99% et la récupération de l’éthylbenzène
dans les fonds doit être supérieure à 99%.
Dans cet exemple, une simulation de colonne doit être configurée à l’aide d’un modèle de raccourci. Les
résultats du modèle de raccourci seront utilisés pour initialiser un modèle rigoureux dans l’exemple qui suit.
Déterminer
je. Le rapport minimum de reflux;
ii. Le nombre minimum de plateaux;
iii. Le nombre réel de plateaux lorsque le reflux est de 1,15 Rmin;
iv. Le bac d’alimentation optimal.
Solution
Ce problème a été résolu à l’aide d’UniSim Design. Le problème a été configuré sous forme de colonne de
raccourcis, comme le montre la figure 4.19.
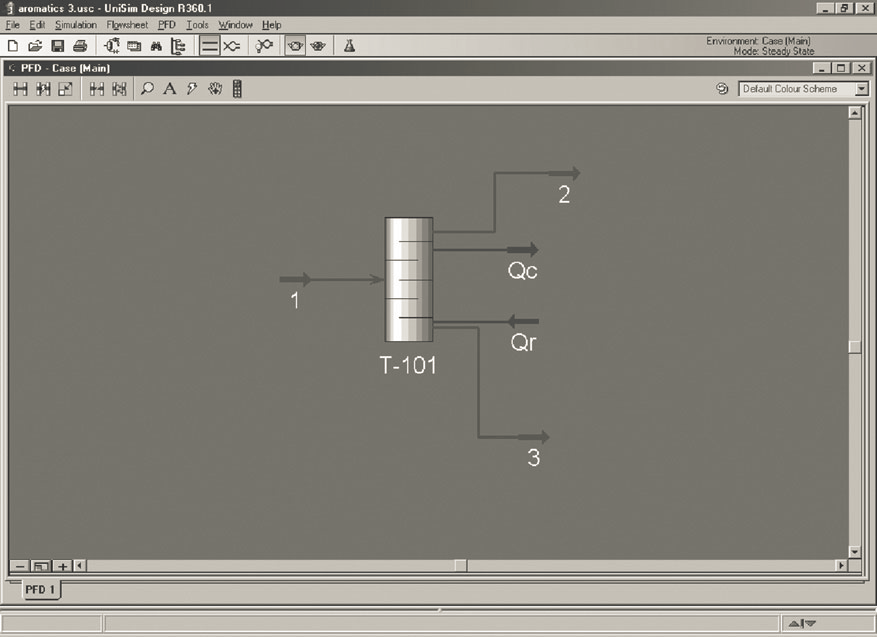
Graphique 4.19.Distillation raccourcie.
UniSim Design demande au concepteur de spécifier la fraction molaire du composant clé
léger dans les fonds et le composant clé lourd dans le distillat. Nous avons une alimentation
équimolaire, donc si nous prenons une base de 100mol / h d’alimentation, alors le débit
molaire de chaque composant est de 20mol / h. Une récupération de 99% de chaque
composant clé correspond à permettre 0,2 mole / h de ce composant dans l’autre flux. Les
fractions molaires sont alors
Ethylbenzène dans le distillat ¼ 0: 2 = 40 ¼ 0: 005
Toluène dans les fonds ¼ 0: 2 = 60 ¼ 0: 00333
Lorsque ceux-ci sont saisis dans la colonne de raccourcis en tant que spéci fi cations, le minimum
le reflux est calculé comme étant Rmin¼ 2: 130. Le rapport de reflux réel peut alors être spécifié comme
2.13 1,15 ¼ 2.45, comme illustré à la figure 4.20.
Les résultats de la colonne de raccourcis sont présentés dans la figure 4.21. Le nombre
minimum d’étages est calculé à 16,4, qui doit être arrondi à 17. Le nombre réel de plateaux
requis est de 39, avec l’alimentation au stade 18.
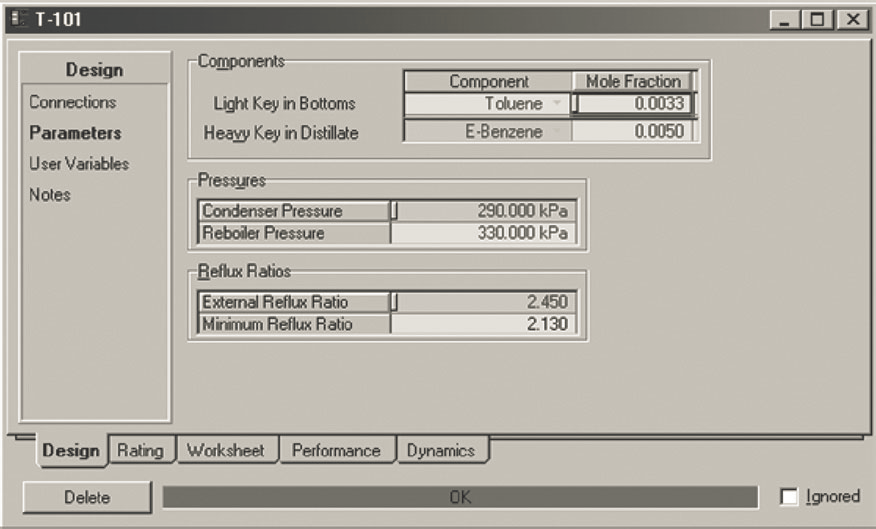
Graphique 4.20.Spéci fi cations des colonnes de raccourcis.
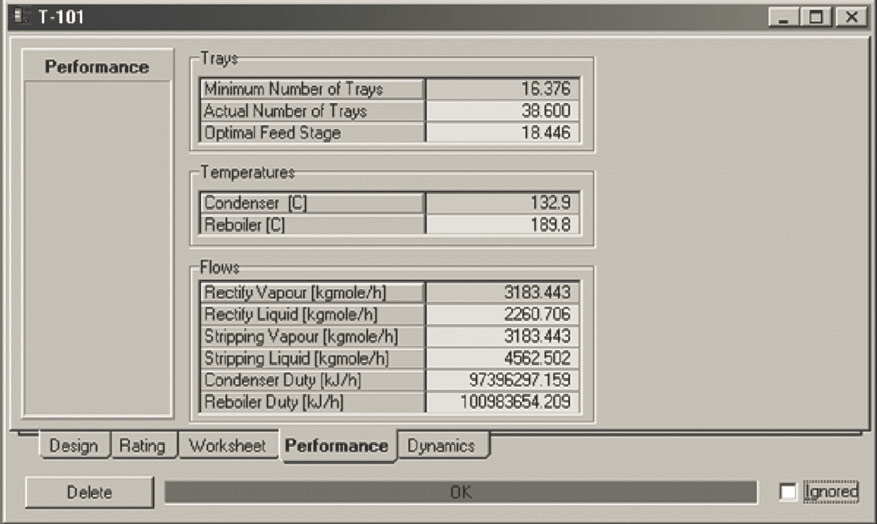
Graphique 4.21.Résultats de la colonne de raccourcis.
Exemple 4.4
Poursuivant le problème défini dans l’exemple 4.3, utilisez une simulation rigoureuse pour effectuer le
dimensionnement des plateaux et estimer le diamètre de colonne requis.
Solution
Puisque nous dimensionnons maintenant la colonne, la première étape consiste à augmenter le débit pour tenir
compte d’un facteur de conception. La base de conception du processus est de 225 tonnes métriques par heure
d’alimentation. La conception de l’équipement devrait inclure au moins un facteur de sécurité de 10%, de sorte que la
base de conception de l’équipement a été fixée à 250 tonnes métriques par heure d’alimentation (arrondi à 247,5
pour plus de commodité).
La figure 4.22 montre la simulation de colonne rigoureuse. UniSim Design permet au concepteur de saisir
deux spéci fi cations quelconques pour la colonne, donc au lieu de saisir le rapport de reflux comme spéci fi
cation, nous pouvons entrer les récupérations requises et fournir la valeur du rapport de reflux trouvé dans
le modèle de raccourci comme une estimation initiale, comme indiqué dans la figure 4.23.
Graphique 4.22.Distillation rigoureuse.

Graphique 4.23.Spéci fi cations rigoureuses des colonnes.
La colonne converge rapidement avec la bonne estimation fournie par le modèle de raccourci. Les
profils de colonne peuvent être vérifiés en sélectionnant l’onglet » Performance » dans
l’environnement de colonne, puis en sélectionnant » Plots » dans le menu de gauche et » Composition
» dans la liste des graphes possibles, comme indiqué sur la figure 4.24. Cela génère des profils de
composition comme ceux présentés dans les figures 4.12 à 4.17.
Pour dimensionner les plateaux dans UniSimDesign, il faut activer l’utilitaire de dimensionnement des
plateaux (depuis le menu Outils via Outils / Utilitaires / Dimensionnement des plateaux). Lorsque les plateaux
de tamis sont sélectionnés avec l’espacement par défaut de 609,6 mm (2 pieds) et les autres paramètres par
défaut illustrés à la figure 4.25, alors les résultats de la figure 4.26 sont obtenus. Le diamètre de la colonne
est de 4,42 m.
Les données sur la taille de la colonne, le nombre de plateaux, le rebouilleur et le fonctionnement
du condenseur peuvent ensuite être extraites de la simulation et placées dans un modèle de coût ou
une feuille de calcul pour optimiser le coût de production annuel total. Les résultats de l’optimisation
sont décrits dans l’exemple 1.1.
4.5.3. Autres séparations
D’autres séparations vapeur-liquide à plusieurs étages telles que l’absorption et le stripping peuvent être modélisées
en utilisant des variations des modèles de distillation rigoureux, tout comme l’extraction liquide-liquide à plusieurs
étapes.

Graphique 4.24.Génération de profils de colonnes.
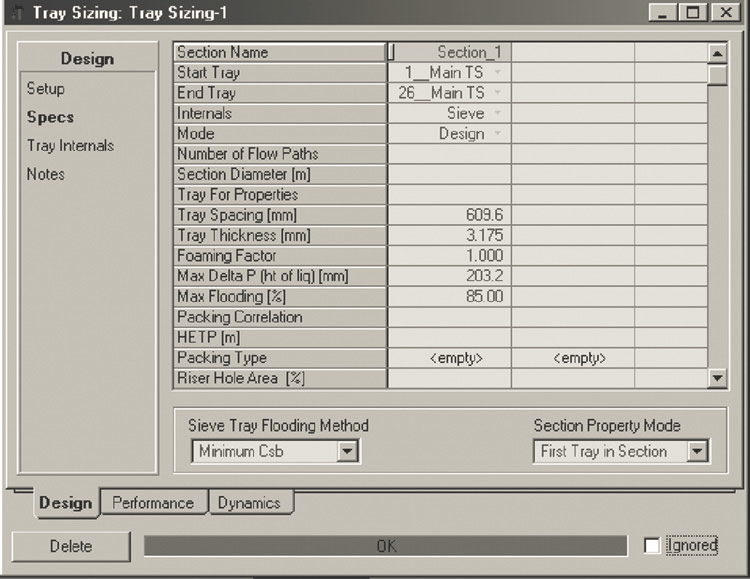
Graphique 4.25.Options de dimensionnement du bac par défaut.
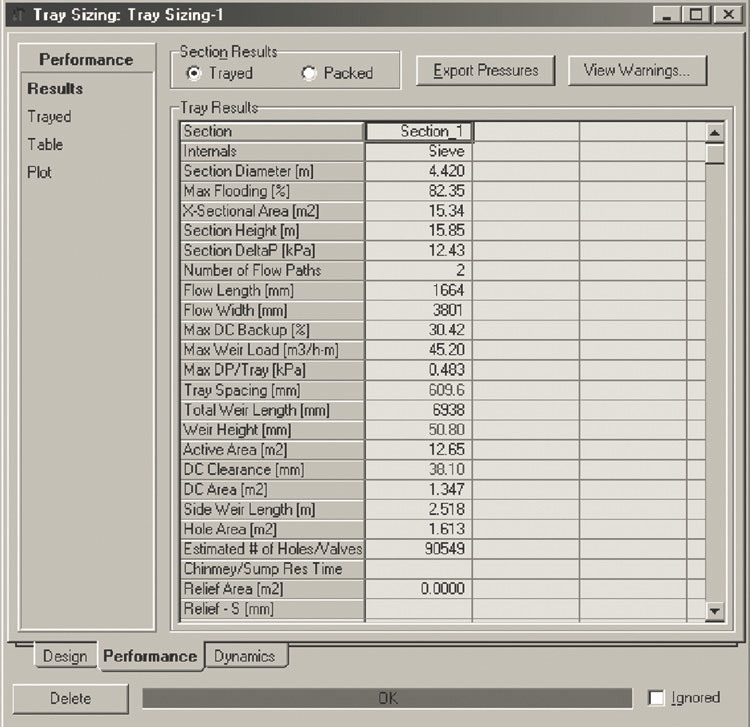
Graphique 4.26.Résultats de dimensionnement des bacs.
La séparation liquide-liquide ou vapeur-liquide en une seule étape peut être modélisée comme une cuve à fl ash, mais une
certaine prudence est nécessaire. Les programmes de simulation supposent une séparation parfaite en un éclair, sauf
indication contraire du concepteur. S’il y a entraînement de gouttelettes ou de bulles, alors les compositions de sortie d’une
vraie cuve à fl ash seront différentes de celles prédites par la simulation. Si le fl ash est critique pour les performances du
processus, le concepteur doit tenir compte de l’entraînement. La plupart des programmes de simulation permettent au
concepteur de spécifier une fraction de chaque phase qui est entraînée avec les autres phases. Ceci est illustré dans la Figure
4.27, qui montre la feuille de saisie des fl ux entraînés pour UniSim Design. Dans UniSim Design, les fractions entraînées sont
entrées dans l’onglet » Rating » de la fenêtre du modèle de fl ash. Les utilisateurs peuvent également utiliser des modèles de
corrélation intégrés avec leurs informations spécifiques telles que les dimensions des cuves et les emplacements des buses.
Une modélisation plus sophistiquée de séparateurs réels peut être trouvée dans le
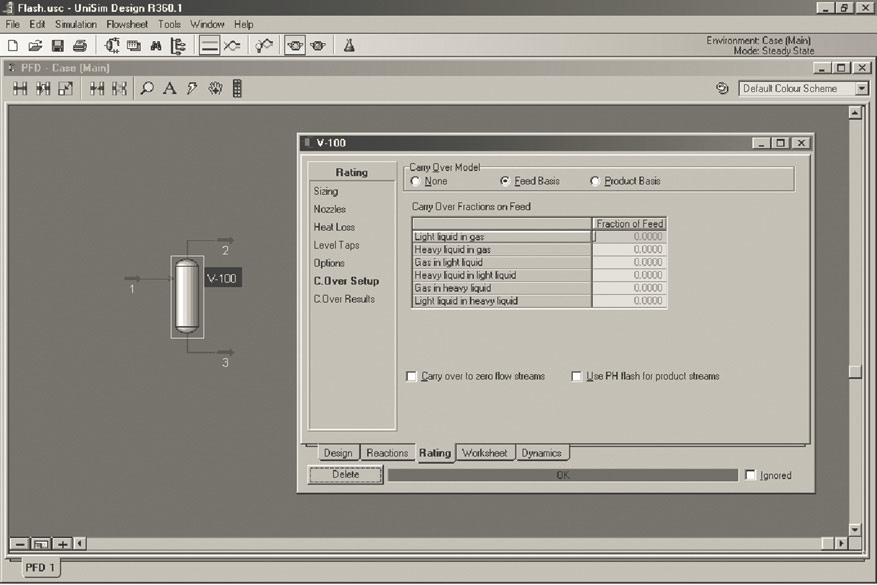
Graphique 4.27.Modèle Flash avec entraînement.
modèle de séparateur triphasé dans UniSimDesign. La fraction entraînée dépend de la
conception de la cuve, comme décrit au chapitre 10.
La plupart des simulateurs contiennent plusieurs modèles de séparation fluide-solide. Ces
modèles peuvent être utilisés pour manipuler la distribution granulométrique en présence de solides.
Aucun des simulateurs de processus commerciaux ne contient un bon modèle de bibliothèque pour les
séparations par adsorption ou les séparations membranaires au moment de la rédaction. Ces méthodes de
séparation sont importantes pour les séparations gaz-gaz, les séparations chromatographiques et les
séparations par exclusion de taille ou par perméation. Tous ces processus doivent être modélisés à l’aide de
séparateurs de composants, comme décrit ci-après.
Modèles de séparateurs de composants
Un séparateur de composants est un sous-programme de la simulation qui permet à un ensemble de
composants d’un flux d’être transféré dans un autre flux avec une récupération spéci fi ée. Les séparateurs
de composants sont pratiques pour modéliser tout processus de séparation qui ne peut pas être décrit à
l’aide de l’un des modèles de bibliothèque. Des exemples d’opérations réelles qui sont généralement
modélisées en tant que séparateurs de composants comprennent:
&Adsorption modulée en pression
&Adsorption modulée en température
&Chromatographie
&Adsorption sur lit mobile simulé
&Séparation membranaire
&Échange d’ion
&Lits de garde (adsorption irréversible)
Lorsqu’un séparateur de composants est utilisé dans un modèle, il est recommandé de donner au
séparateur une étiquette qui identi fi e l’équipement réel qui est modélisé.
Les séparateurs de composants sont parfois utilisés à la place des colonnes de distillation lors de la
construction de modèles simples pour fournir des estimations initiales pour les processus avec plusieurs
recyclages. Cette approche présente peu d’avantages par rapport à l’utilisation de modèles de distillation
raccourcis, car le séparateur de composants ne calculera pas la distribution des composants non clés à moins
qu’une récupération ne soit entrée pour chacun. L’estimation et la saisie des récupérations pour chaque
composant est dif fi cile et fastidieuse, et de mauvaises estimations des récupérations peuvent conduire à de
mauvaises estimations des flux de recyclage, de sorte que l’utilisation de séparateurs de composants dans ce
contexte ajoute effectivement une autre couche d’itération au modèle.
4.5.4. Échange de chaleur
Tous les simulateurs commerciaux comprennent des modèles de radiateurs, de refroidisseurs, d’échangeurs
de chaleur, de radiateurs à feu et de refroidisseurs d’air. Les modèles sont faciles à con fi gurer, et les seules
entrées qui sont habituellement requises du côté procédé sont la perte de charge estimée et soit la
température de sortie, soit le service. Une bonne estimation initiale de la perte de charge est de 0,3 à
0,7 bar (5 à 10 psi).
Les modèles de réchauffeur, de refroidisseur et d’échangeur de chaleur permettent à l’ingénieur de conception
de saisir des estimations des coef fi cients de transfert de film, et donc de calculer la surface de l’échangeur. Comme
pour les colonnes de distillation, le concepteur doit se rappeler d’ajouter un facteur de conception aux tailles prédites
par le modèle. Les facteurs de conception sont discutés dans la section 1.7.
Des problèmes surviennent souvent lors de l’utilisation de modèles d’échangeurs de chaleur pour simuler
des processus qui ont un degré élevé d’échange de chaleur de processus à processus. Chaque fois qu’un
échangeur de chaleur de processus à processus est inclus dans une simulation, il met en place un recyclage
supplémentaire des informations; par conséquent, une boucle supplémentaire doit être convergée. Une
situation courante est celle dans laquelle l’effluent provenant d’un réacteur ou des fonds d’une colonne de
distillation est utilisé pour préchauffer l’alimentation du réacteur ou de la colonne, comme illustré sur la
figure 4.28. Si ces schémas de flux de processus sont simulés à l’aide d’échangeurs de chaleur, un recyclage
d’énergie est mis en place entre le produit et la charge. Ce recyclage doit être convergé à chaque fois que la
feuille de calcul est calculée (c’est-à-dire à chaque itération de toute autre boucle de recyclage dans le
processus). Si plusieurs de ces échangeurs sont présents,
Au lieu de cela, il est généralement recommandé de modéliser le processus en utilisant uniquement des
radiateurs et des refroidisseurs, puis de configurer des sous-problèmes pour modéliser les échangeurs de chaleur.
Cela facilite l’extraction des données pour l’analyse du pincement, permet au concepteur de reconnaître plus
facilement quand les échangeurs peuvent être pincés en interne ou avoir un faibleF facteurs (voir chapitre 12) et
améliore la convergence.
Un autre problème souvent rencontré lors de la simulation d’échangeurs de chaleur et de réseaux
d’échange de chaleur est croix de température. Un croisement de température se produit lorsque le

Graphique 4.28.Schémas courants de chauffage de l’alimentation (a) Échange de fluide d’alimentation, (b) Échange de fond
d’alimentation.
la température de sortie du flux froid est plus élevée que la température de sortie du flux chaud (section 12.6). En cas
de croisement de température, de nombreux types d’échangeurs de chaleur à calandre et à tube donnent une très
mauvaise approximation du flux à contre-courant, et par conséquent ont une faibleF facteurs et nécessitent de
grandes surfaces. Dans certains programmes de simulation commerciaux, les modèles d’échangeurs de chaleur
indiqueront si leF le facteur est faible.
Si tel est le cas, alors le concepteur doit diviser l’échangeur en plusieurs coques en série afin d’éviter les
croisements de température. Certains des programmes de simulation permettent au concepteur de tracer
des pro fi ls de température en fonction du flux de chaleur dans l’échangeur. Ces graphiques peuvent être
utiles pour identifier les croisements de température et les pincements internes.
Exemple 4.5
Un mélange de 100 kgmol / h de 80mol% de benzène et 20mol% d’éthylène à 408C et 100 kPa sont
acheminés vers un échangeur de fl uent d’alimentation, où ils sont chauffés à 3008C et introduit dans
un réacteur. La réaction se déroule jusqu’à une conversion de 100% de l’éthylène, et les produits du
réacteur sont retirés, refroidis par échange de chaleur avec la charge et envoyés à un traitement
supplémentaire. Estimer la température de sortie du produit après échange thermique et la surface
totale requise si le coefficient de transfert thermique moyen est de 200Wm2K 1.
Solution
Ce problème a été résolu à l’aide d’UniSim Design. La réaction passe à une conversion complète, de sorte
qu’un réacteur de conversion peut être utilisé. Le modèle de simulation est illustré à la figure 4.29.
Lorsque la température à la sortie de l’échangeur côté alimentation est spécifiée, la fonction
de l’échangeur est définie et il n’y a pas de recyclage des informations. Le modèle se résout
donc très rapidement, mais il est nécessaire de vérifier les résultats pour voir que la conception
de l’échangeur a du sens.
La température de sortie du produit (flux 6) est de 96,98C, donc il y a
assez de chaleur dans le mélange de produits pour donner une température d’approche de près de 60
8C, ce qui semble parfaitement adéquat. Si nous ouvrons la feuille de calcul de l’échangeur, il y a un
avertissement indiquant que leF facteur est trop faible. La figure 4.30 montre la feuille de travail de
l’échangeur et leF facteur n’est que de 0,2, ce qui n’est pas acceptable. Lorsque nous examinons le
graphique du rendement température-chaleur illustré à la figure 4.31 (généré à partir de l’onglet
Performance de la feuille de travail de l’échangeur), il est clair qu’il y a un croisement de température
substantiel. Cette croix de température amène l’échangeur à avoir uneF facteur et donne un UA
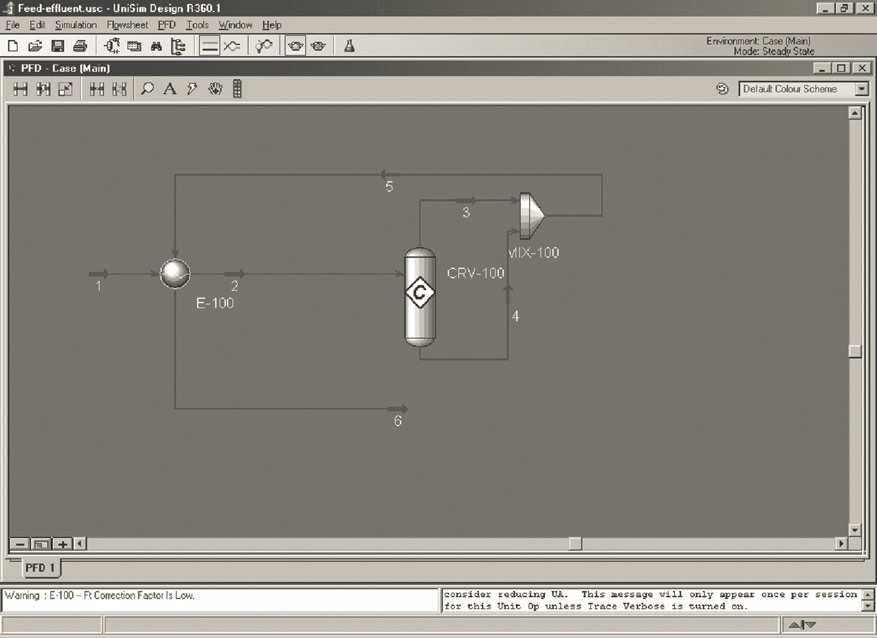
Graphique 4.29.Modèle d’échange de chaleur à fl uide d’alimentation pour l’exemple 4.5.
valeur de 78: 3 103WK 1,où U est le coef fi cient de transfert thermique global en Wm 2K 1
et UNE est la superficie en m2.
Si UA ¼ 78: 3 103WK 1et U ¼ 200 Wm 2K 1, alors la zone d’échangeur est
UNE ¼ 392 m2. Ce serait une taille d’échangeur réalisable, mais elle est grande pour le service et n’est
pas acceptable en raison de la faible F facteur. Nous devrions ajouter plus de coquilles en série.
En examinant le tracé température-chaleur de la figure 4.31, nous pouvons voir que si nous
cassons l’échangeur en deux coquilles, la première coquille chauffant l’alimentation jusqu’au point de
rosée (le pli dans la courbe inférieure), alors la première coquille n’aura pas de croix de température.
Cette conception correspond à une température de sortie d’environ 708C pour le premier échangeur.
Le deuxième échangeur aurait cependant toujours une croix de température. Si nous divisons ce
deuxième échangeur en deux échangeurs supplémentaires, alors la croix de température est
éliminée. Il faut donc au moins trois échangeurs de chaleur en série pour éviter le croisement de
température. Ce résultat aurait pu être obtenu en «descendant» entre les tracés température-service,
comme illustré à la figure 4.32.
La figure 4.33 montre un schéma de principe modifié avec deux échangeurs de chaleur supplémentaires
ajoutés en série. La température de sortie du deuxième échangeur a été spéci fi ée à 2008C, pour répartir à
peu près également les tâches des deuxième et troisième échangeurs. Les résultats sont

Graphique 4.30.Feuille de travail de l’échangeur pour une conception à coque unique.
Graphique 4.31.Diagramme de fl ux température-chaleur pour une conception à coque unique.

Graphique 4.32.Passer d’un profil de chaleur à un autre pour éviter les croisements de température.
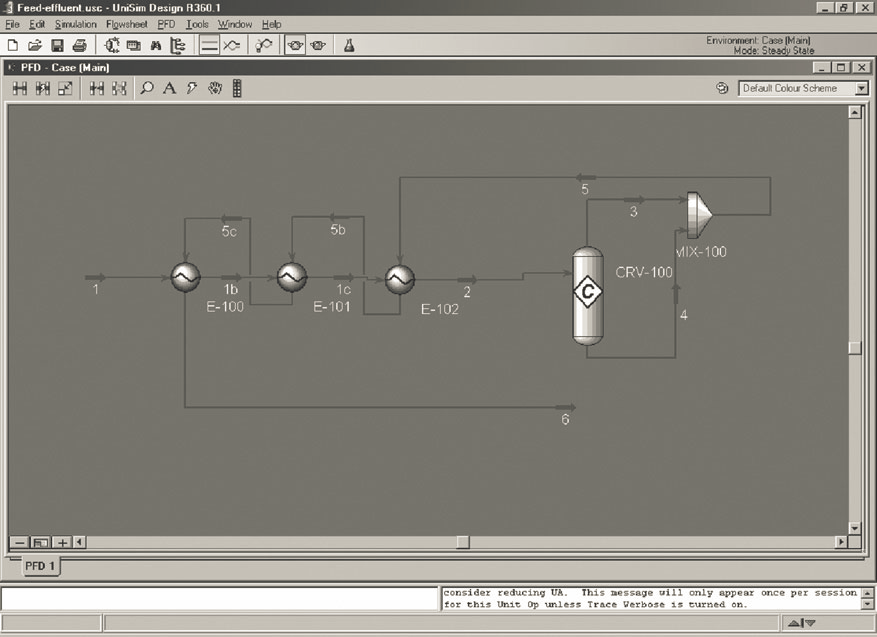
Graphique 4.33.Echange de chaleur fluide avec trois coques en série.

donnée dans le tableau 4.3. Les graphiques température-flux de chaleur pour les trois échangeurs sont donnés à la
figure 4.34.
La conception modifiée a permis de réduire la superficie de 392 m2 à 68m2 à
le prix d’avoir trois coquilles au lieu de l’original. Plus important encore, la conception modifiée
est plus pratique que la conception originale et est moins susceptible de souffrir de points de
pincement internes. Le design modifié n’est pas encore optimisé. L’optimisation de ce
problème est explorée dans le problème 4.11.
4.5.5. Hydraulique
La plupart des programmes de simulation commerciaux contiennent des modèles de vannes, de segments
de tuyaux, de tés et de coudes. Ces modèles peuvent être utilisés pour faire une estimation initiale de la
perte de charge du système aux fins du dimensionnement des pompes et des compresseurs.
Si un modèle hydraulique de process est construit, il faut alors prendre soin de spécifier correctement la perte de
charge dans les modèles de fonctionnement de l’unité. Les règles empiriques sont adéquates pour les estimations
initiales, mais dans un modèle hydraulique, elles doivent être remplacées par des calculs rigoureux de perte de
charge.
Un modèle hydraulique ne sera précis que si une certaine considération a été accordée à la disposition de
l’usine et à la disposition de la tuyauterie. Idéalement, le modèle hydraulique doit être construit après la
production des dessins isométriques de la tuyauterie, lorsque le concepteur a une bonne idée des longueurs
et des coudes des tuyaux. Le concepteur doit également se référer au diagramme de tuyauterie et
d’instrumentation pour les vannes d’isolement, les débitmètres et autres obstructions qui provoquent une
chute de pression accrue. Ces sujets sont traités dans les chapitres 5 et 14.
Il faut faire preuve de prudence lors de la modélisation des flux de gaz compressibles, des flux de
mélanges vapeur-liquide, des flux de boue et des flux de liquides non newtoniens. Certains simulateurs
utilisent différents modèles de tuyaux pour un fl ux compressible. La prédiction de la chute de pression dans
un écoulement multiphase est au mieux inexacte et peut être sujette à des erreurs très importantes si
l’ampleur de la vaporisation est inconnue. Dans la plupart de ces cas, le modèle de simulation doit être
remplacé par un modèle de calcul de dynamique des fluides (CFD) des parties importantes de l’usine.
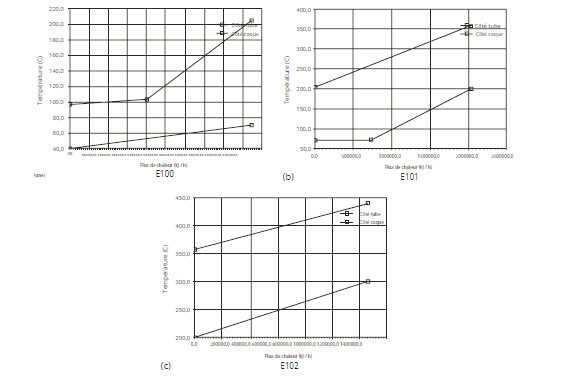
Graphique 4.34.Profils température-écoulement de chaleur pour les trois échangeurs de la série (a) E100, (b) E101 et (c) E102.
4.5.6. Manipulation des solides
Les programmes de simulation commerciale ont été initialement développés principalement pour des
applications pétrochimiques, et aucun d’entre eux ne dispose d’un ensemble complet d’opérations de
manutention de solides. Bien que des modèles de filtres, cristallisoirs, décanteurs et cyclones soient présents
dans la plupart des simulateurs, le concepteur devra peut-être ajouter des modèles utilisateur pour des
opérations telles que
&Trémies
&Convoyeurs à courroie
&Ascenseurs
&Convoyeurs de tuyaux
&Convoyeurs à vis
&Pétrins
&Rondelles
&Floculateurs
&Séchoirs par pulvérisation
&Tours Prill
&Séchoirs rotatifs
&Fours rotatifs
&Concasseurs et pulvérisateurs
&Broyeurs à jet
&Broyeurs à boulets
&Agglomérateurs
&Granulateurs
&Presses à comprimés
& Extrudeuses
Pompes à lisier
Lit fluidisé
radiateurs
Réacteurs à lit fluidisé
Étant donné que les solides sont manipulés dans de nombreux processus chimiques de base ainsi que
dans les produits pharmaceutiques, les polymères et les processus biologiques, les fournisseurs de logiciels
de simulation sont sous la pression de leurs clients pour améliorer la capacité des programmes de
modélisation des opérations sur les solides. Cela continue d’être un domaine d’évolution du logiciel
commercial.
&
&
&
&Séchoirs à bande
&Centrifugeuses
&Film tombant
évaporateurs
&Réacteurs à lit mobile
&Machines à papier
&Classificateurs
&Électrostatique
précipitateurs
4.6. MODÈLES D’UTILISATEUR
Lorsque l’ingénieur de conception doit spécifier une opération unitaire qui n’est pas représentée par un
modèle de bibliothèque et ne peut pas être approchée par un modèle simple tel qu’un séparateur de
composants ou une combinaison de modèles de bibliothèque, il est alors nécessaire de construire un modèle
utilisateur. Tous les simulateurs commerciaux permettent à l’utilisateur de créer des modèles
complémentaires de sophistication variable.
4.6.1. Modèles de feuilles de calcul
Les modèles qui ne nécessitent aucune itération interne sont facilement codés sous forme de feuilles de
calcul. La plupart des simulateurs offrent un certain degré de capacité de feuille de calcul, allant de simples
blocs de calcul à Microsoft Excel completTM Fonctionnalité.
Dans UniSim Design, des feuilles de calcul peuvent être créées en sélectionnant
l’option de feuille de calcul dans la palette d’opérations de l’unité. La feuille de calcul est
facile à configurer et permet d’importer des données à partir de flux et d’opérations
unitaires. La fonctionnalité de la feuille de calcul UniSim Design est plutôt basique au
moment de la rédaction, mais est généralement adéquate pour les modèles d’entréesortie
simples. Les valeurs calculées par la feuille de calcul peuvent être réexportées vers
le modèle de simulation. La feuille de calcul peut ainsi être configurée pour agir comme
une opération unitaire. L’utilisation d’une feuille de calcul comme opération unitaire est
illustrée dans l’exemple 4.6. Aspen Plus a une capacité de feuille de calcul simple similaire
utilisant Microsoft Excel, qui peut être spéci fi ée comme un bloc de calculatrice (via
Données / Options de feuille de calcul / Calculatrice).
Pour des modèles de feuilles de calcul plus sophistiqués, Aspen Plus permet à l’utilisateur de lier une feuille de calcul à une
simulation via un modèle utilisateur appelé bloc USER2. Le concepteur peut créer une nouvelle feuille de calcul ou
personnaliser une feuille de calcul existante pour interagir avec une simulation Aspen Plus. Le bloc USER2 est beaucoup plus
facile à manipuler lors du traitement de grandes quantités de données d’entrée et de sortie, telles que des flux avec de
nombreux composants ou des opérations unitaires impliquant plusieurs flux. La procédure de mise en place d’un modèle
USER2 MS Excel est plus complexe que l’utilisation d’un bloc calculatrice mais évite d’avoir à
identifiez individuellement chaque numéro requis dans le diagramme. Des instructions sur la façon de
construire des modèles de feuilles de calcul USER2 sont données dans les manuels Aspen Plus et l’aide en
ligne (Aspen Technology, 2001).
4.6.2. Sous-programmes utilisateur
Les modèles qui nécessitent une convergence interne sont mieux écrits sous forme de sous-programmes plutôt que
de feuilles de calcul, car des algorithmes de solution plus efficaces peuvent être utilisés. La plupart des sousprogrammes
utilisateur sont écrits en FORTRAN ou en Visual Basic, bien que certains des simulateurs autorisent
l’utilisation d’autres langages de programmation.
Il est généralement recommandé de compiler et de tester un modèle utilisateur dans une feuille de calcul
simpli fi ée ou en tant que programme autonome avant de l’ajouter à une feuille de calcul complexe avec des
recyclages. Il est également recommandé de vérifier soigneusement le modèle sur une large plage de
valeurs d’entrée, ou bien de contraindre les entrées à des plages où le modèle est valide.
Des instructions détaillées sur la façon d’écrire des modèles utilisateur pour s’interfacer
avec des programmes de simulation commerciaux peuvent être trouvées dans les manuels du
simulateur. Les manuels contiennent également des exigences spéci fi ques sur la manière
dont les modèles doivent être compilés et enregistrés en tant qu’extensions ou bibliothèques
partagées (fichiers .dll dans Microsoft Windows). Dans Aspen Plus, les modèles utilisateur
peuvent être ajoutés en tant que blocs USER ou USER2, en suivant les instructions des manuels
Aspen Plus. Dans UniSim Design, il est très facile d’ajouter des modèles utilisateur à l’aide de
l’User Unit Operation, qui se trouve dans la palette d’objets ou sous le menu Flowsheet / Add
Operation. L’opération de l’unité utilisateur d’UniSim Design peut être liée à n’importe quel
programme sans nécessiter l’enregistrement d’un fichier d’extension. Le fonctionnement de
l’unité utilisateur n’est pas documenté dans le manuel d’UniSim Design,
Exemple 4.6
Un moteur à turbine à gaz est alimenté avec 3000 kg / h de méthane à 158C et 1000 kPa, et alimenté en air
ambiant à 158C. L’air et le carburant sont comprimés à 2900 kPa et acheminés vers une chambre de
combustion. Le débit d’air est conçu pour donner une température de 14008C à la sortie de la chambre de
combustion. Le gaz chaud sortant de la chambre de combustion est détendu dans la turbine. Le travail de
l’arbre produit par la turbine est utilisé pour alimenter les deux compresseurs et faire fonctionner une
dynamo pour produire de l’électricité.
Si le rendement des compresseurs est de 98% et celui de la turbine de 88%, et que 1% du travail
de l’arbre est perdu à cause du frottement et des pertes dans la dynamo, estimer le taux de
production d’énergie et le rendement global du cycle.
Solution
Ce problème a été résolu à l’aide d’UniSim Design.
Un moteur à turbine à gaz doit fonctionner avec un grand excès d’air pour assurer une combustion complète du carburant,
de sorte que la chambre de combustion peut être modélisée comme un réacteur de conversion. Il n’y a pas de modèle pour
une dynamo dans UniSimDesign, de sorte que les pertes de dynamo et d’arbre peuvent être modélisées à l’aide d’une
opération de feuille de calcul, comme le montre la figure 4.35.
La figure 4.35 illustre également l’utilisation d’un contrôleur «Adjust» pour régler le débit d’air de
manière à donner la température de sortie du réacteur souhaitée. Les spéci fi cations de l’ajustage

Graphique 4.35.Modèle de turbine à gaz.
sont illustrées aux figures 4.36 et 4.37. L’ajustement a été spécifié avec un débit d’air minimum de 60
000 kg / h pour garantir que le solveur ne converge pas vers une solution dans laquelle le débit d’air
ne donne pas une conversion totale du méthane. L’exigence stoechiométrique est de 3000
2 (32/16) /0.21 ¼ 57 000 kg / h d’air.
Le modèle de feuille de calcul de la dynamo est relativement simple, comme l’illustre la figure 4.38.
Le modèle prend le travail de l’arbre de la turbine et les fonctions du compresseur comme entrées.
Les pertes par frottement sont estimées à 1% du travail de l’arbre de turbine. Les pertes par
frottement et les fonctions du compresseur sont ensuite soustraites du travail de l’arbre pour donner
la puissance nette de la dynamo, qui est calculée à 17,7 MW.
L’ef fi cacité du cycle est la puissance nette produite divisée par la vitesse de chauffage du combustible.
La vitesse de chauffage est le débit molaire de combustible multiplié par la chaleur molaire standard de
combustion:
Taux de chauffage (kW) ¼ débit molaire (mol = h)réHc (kJ = mol) =
3600 L’efficacité du cycle est calculée à 42,7%.
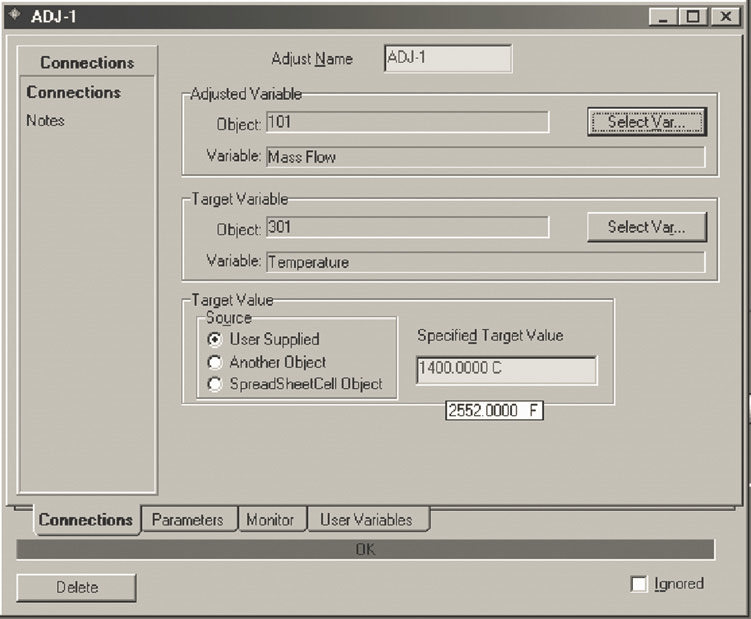
Graphique 4.36.Ajustez les spécifications.
4.7. FLOWSHEETS AVEC RECYCLE
On trouve des recyclages de solvants, de catalyseurs, de matières premières non converties et de sous-produits dans
de nombreux procédés. La plupart des processus contiennent au moins un recyclage de matière, et certains peuvent
en avoir six ou plus. De plus, lorsque l’énergie est récupérée par transfert de chaleur de processus à processus, des
recyclages d’énergie sont créés, comme indiqué à la section 4.5.4.
4.7.1. Déchirer la feuille de calcul
Pour qu’un programme de simulation séquentielle-modulaire puisse résoudre une feuille de flux avec
un recyclage, l’ingénieur de conception doit fournir une estimation initiale d’un flux quelque part dans
la boucle de recyclage. C’est ce qu’on appelle un flux de «déchirure», car la boucle est «déchirée» à ce
stade. Le programme peut ensuite résoudre et mettre à jour les valeurs du flux de déchirure avec une
nouvelle estimation. La procédure est répétée jusqu’à ce que la différence entre les valeurs à chaque
itération devienne inférieure à une tolérance spéci fi ée, point auquel on dit que la feuille de flux
converge vers une solution.
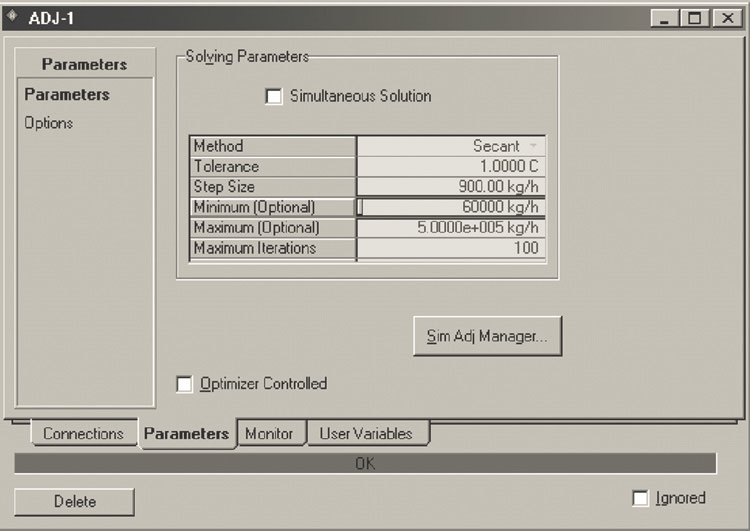

Graphique 4.37.Ajustez les paramètres de résolution.
La procédure de déchirement et de résolution d’une simulation peut être illustrée par un exemple simple.
La figure 4.39 montre un procédé dans lequel deux charges, A et B, sont combinées et introduites dans un
réacteur à lit fi xe. Le produit du réacteur est envoyé vers une colonne de stripping pour éliminer les
extrémités légères et est ensuite envoyé vers une colonne qui sépare le produit lourd de la charge B n’ayant
pas réagi. La charge B n’ayant pas réagi est recyclée vers le réacteur.
Pour résoudre le modèle de réacteur, nous devons spécifier les alimentations du réacteur, les flux 2 et
- Le flux 4 est réalisé en ajoutant un nouveau flux d’alimentation 1 au flux de recyclage 3, de sorte
qu’une première approche logique pourrait consister à faire une estimation du flux de recyclage,
auquel cas le flux 3 est le flux de déchirement. La figure 4.40 montre la feuille de calcul déchirée au
niveau du flux 3. Le concepteur fournit une estimation initiale du flux 3a. La feuille de calcul résout et
calcule ensuite le flux 3b. L’ingénieur de conception spéci fi e une opération de recyclage reliant les
flux 3a et 3b, et le simulateur met alors à jour le flux 3a avec les valeurs du flux 3b (ou avec d’autres
valeurs si une méthode de convergence accélérée est utilisée, comme discuté ci-dessous). Le calcul
est ensuite répété jusqu’à ce que les critères de convergence soient satisfaits.
Le choix du flux de larmes peut avoir un impact significatif sur le taux de convergence. Par exemple, si le
processus de la figure 4.39 était modélisé avec un réacteur à rendement variable, alors le déchirement de la
feuille de flux au niveau du courant 5 donnerait probablement une convergence plus rapide. Certains des
programmes de simulation identifient automatiquement le meilleur flux de déchirure.

Graphique 4.38.Modèle de feuille de calcul de dynamo.
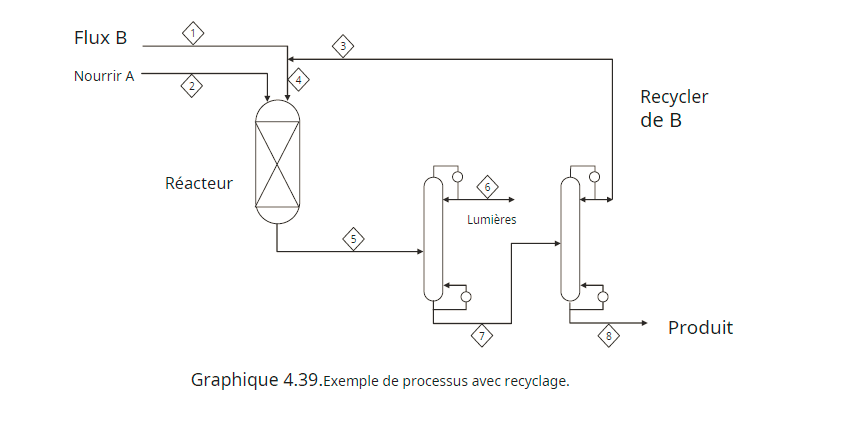
Graphique 4.39.Exemple de processus avec recyclage.

Graphique 4.40.Déchirer la boucle de recyclage.
4.7.2. Méthodes de convergence
Les méthodes utilisées pour faire converger les boucles de recyclage dans les programmes de simulation de
processus commerciaux sont similaires aux méthodes décrites dans la section 1.9. La plupart des
programmes de simulation commerciaux incluent les méthodes décrites ci-dessous.
Substitution successive (substitution directe)
Dans cette méthode, une première estimation, Xk, permet de calculer une nouvelle valeur du
paramètre, f (xk). L’estimation est ensuite mise à jour à l’aide de la valeur calculée:

Cette méthode est simple à coder mais elle est inefficace en termes de calcul et la convergence
n’est pas garantie.
(4: 2)
Limité Wegstein
La méthode de Wegstein bornée est la méthode par défaut dans la plupart des programmes de
simulation. C’est une extrapolation linéaire de substitutions successives.
La méthode Wegstein démarre initialement par une étape de substitution directe:

Un paramètre d’accélération, q, peut alors être calculé:


et la prochaine itération est alors:

Si q ¼ 0, la méthode est la même que la substitution successive. Si 0 <q <1, alors
la convergence est atténuée et plus q est à 1.0, la convergence la plus lente devient. Siq
est inférieur à 0, alors la convergence est accélérée. La méthode de Wegstein bornée fixe
des limites surq, le gardant généralement dans la plage 5 <q <0, afin de garantir une
accélération sans dépasser trop largement la solution.
La méthode de Wegstein bornée est généralement rapide et robuste. Si la convergence est lente, le
concepteur doit envisager de réduire les limitesq. Si la convergence oscille, envisagez d’amortir la
convergence en fixant des limites telles que 0 <q <1.
(4: 6)
Méthodes Newton et Quasi-Newton
La méthode de Newton utilise une estimation du gradient à chaque étape pour calculer l’itération
suivante, comme décrit dans la section 1.9.6. Les méthodes quasi-Newton telles que la méthode de
Broyden utilisent des sécantes linéarisées plutôt que des gradients. Cette approche réduit le nombre
de calculs par itération, bien que le nombre d’itérations puisse être augmenté.
Les méthodes Newton et quasi-Newton sont utilisées pour des problèmes de convergence plus dif
fi ciles, par exemple, lorsqu’il y a de nombreux flux de recyclage, ou de nombreux recyclages qui
incluent des opérations qui doivent être convergées à chaque itération, comme les colonnes de
distillation. Les méthodes de Newton et de quasi-Newton sont également souvent utilisées lorsqu’il y
a de nombreux recyclages et blocs de contrôle (voir section 4.8.1). La méthode Newton ne doit
normalement pas être utilisée à moins que les autres méthodes aient échoué, car elle est plus
gourmande en calculs et peut être plus lente à converger pour des problèmes simples.
4.7.3. Calculs manuels
La convergence des calculs de recyclage est presque toujours meilleure si une bonne
estimation initiale du flux lacrymal est fournie.
Si le courant de déchirement est choisi avec soin, alors il peut être facile pour l’ingénieur concepteur de
générer une bonne estimation initiale. Ceci peut être illustré en revenant au problème de la figure 4.39. On
peut déchirer la boucle de recyclage au niveau de l’effluent du réacteur, comme le montre la figure 4.41.
Nous pouvons alors énoncer ce qui suit à propos de l’ef fl uent du réacteur:
- L’ef fl uent du réacteur doit contenir le taux de production net du produit (qui est
connu), ainsi que tout produit recyclé. Le recyclage du produit vers le réacteur n’est pas une
bonne idée, car il est susceptible de conduire à la formation de sous-produits. Une estimation
raisonnable de la récupération du produit dans la section de séparation est probablement de
99% ou plus, donc une bonne estimation initiale de la quantité de produit dans le flux 5b est le
taux de production net divisé par la récupération de séparation, soit environ 101% du taux de
production net. .
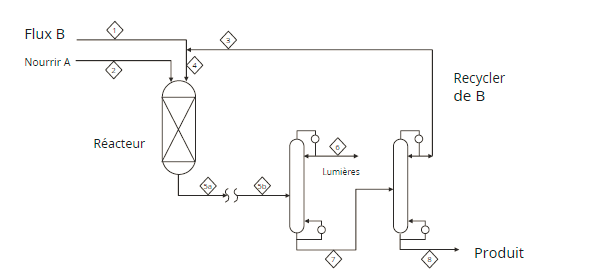
Graphique 4.41.Déchirure à la sortie du réacteur.
- Étant donné que la charge B est recyclée et que la charge A ne l’est pas, il semble que nous utilisons un excès de B
pour entraîner une conversion complète de A. Une bonne estimation initiale du débit du
composant A dans le flux 5b est donc nulle. Si nous avons des données de conversion en
termes de A, nous pourrions produire une meilleure estimation. - La charge B est fournie au réacteur en excès. La quantité de B consommée dans le
réacteur doit être égal à la quantité requise par la stoechiométrie pour produire le
produit. La quantité de B restant dans l’ef fl uent du réacteur est donnée par:

- Ainsi, connaissant le débit de produit, on peut obtenir une bonne estimation initiale du
débit de B si l’on connaît soit la conversion de B, soit le rapport en excès du débit
d’alimentation stoechiométrique de B que l’on veut fournir.
On peut ainsi faire de bonnes estimations des trois composantes majeures présentes dans
le flux 5b. Si des sous-produits légers ou lourds se forment dans le réacteur mais ne sont pas
recyclés, une seule étape de substitution successive fournira de bonnes estimations pour ces
composants, ainsi qu’une meilleure estimation de la conversion de B et de la quantité de A qui
est nécessaire en plus de exigences stoechiométriques.
Les calculs manuels sont également très utiles lors de la résolution de feuilles de flux utilisant le recyclage et la
purge. Les flux de purge sont souvent retirés des recyclages pour éviter l’accumulation d’espèces difficiles à séparer,
comme décrit dans la section 2.15. Un schéma de flux de recyclage et de purge typique est illustré à la figure 4.42.
Une alimentation liquide et un gaz sont mélangés, chauffés, mis à réagir, refroidis et séparés pour donner un produit
liquide. Le gaz n’ayant pas réagi du séparateur est recyclé vers l’alimentation. Un courant d’appoint est ajouté au
recyclage de gaz pour compenser la consommation de gaz dans le processus. Si le gaz d’appoint contient des gaz
inertes, au fil du temps, ceux-ci s’accumuleraient dans le recyclage et finalement la réaction serait ralentie lorsque la
pression partielle du réactif

Graphique 4.42.Processus avec recyclage et purge de gaz.
le gaz est tombé. Pour éviter que cette situation ne se produise, nous retirons un flux de purge pour
maintenir les inerts à un niveau acceptable. Nous pouvons fournir une bonne estimation initiale du
flux de recyclage en notant
- Le débit des inerts dans la purge est égal au débit des inerts dans le
gaz d’appoint. - La pression partielle requise du gaz réactif à la sortie du réacteur fixe le
la concentration du gaz réactif et des matières inertes dans le recyclage et le débit de gaz non
converti si la pression du réacteur est spéci fi ée.
On peut alors écrire un bilan massique sur les inertes:

et sur le gaz réactif:

- Par conséquent

- où
M ¼ débit molaire d’appoint;
P ¼ débit molaire de purge;
yM¼ fraction molaire d’inertes dans le maquillage;
yR¼ fraction molaire des matières inertes lors du recyclage et de la purge;
g ¼ vitesse molaire de consommation de gaz dans le réacteur.
Par conséquent, nous pouvons résoudre pour M et P si g est connu.
La température du gaz de recyclage à la sortie du compresseur n’est pas facilement
estimée, donc l’endroit logique pour déchirer le recyclage se situe entre la purge et le
compresseur, comme indiqué sur la figure 4.42.
4.7.4. Problèmes de convergence
Si une feuille de calcul n’est pas convergée, ou si le logiciel de simulation de processus s’exécute et donne une déclaration « a
convergé avec des erreurs », alors les résultats Ne peut pas être utilisé pour la conception. le
le concepteur doit prendre des mesures pour améliorer la simulation afin de trouver une solution
convergente.
Les premières étapes qu’un concepteur expérimenté prend généralement serait
1.Assurez-vous que les spécifications sont réalisables.
- Essayez d’augmenter le nombre d’itérations.
- Essayez un autre algorithme de convergence.
- Essayez de trouver une meilleure estimation initiale.
- Essayez un autre flux de larmes.
Si une ou plusieurs opérations unitaires ont reçu des spécifications irréalisables, alors la feuille de calcul
ne convergera jamais. Ce problème se produit également avec des colonnes de distillation à plusieurs
composants, en particulier lorsque des spécifications de pureté ou des spécifications de débit sont utilisées,
ou lorsque des composants clés non adjacents sont choisis. Un bilan massique manuel rapide autour de la
colonne peut généralement déterminer si les spécifications sont réalisables. N’oubliez pas que tous les
composants du flux doivent quitter la colonne quelque part. L’utilisation des spécifications de récupération
est généralement plus robuste, mais il faut encore veiller à ce que le rapport de reflux et le nombre de
plateaux soient supérieurs au minimum requis. Un problème similaire est rencontré dans les boucles de
recyclage si un composant s’accumule en raison des spécifications de séparation qui ont été définies. L’ajout
d’un flux de purge résout généralement ce problème.
Pour des problèmes importants avec des recyclages multiples, il peut être nécessaire d’augmenter le
nombre d’itérations pour permettre au temps d’écoulement de la feuille de converger. Cette stratégie peut
être efficace mais est évidemment inefficace si les problèmes sous-jacents du modèle entraînent une faible
convergence.
Dans certains cas, il peut être intéressant de développer un modèle de simulation simpli fi é pour
arriver à une première estimation de la composition du courant lacrymal, du débit et des conditions
(température et pression). Les modèles peuvent être simplifiés en utilisant des modèles d’opérations
unitaires plus rapides et plus robustes, par exemple en remplaçant des modèles de colonnes de
raccourcis par des modèles de distillation rigoureux. Les modèles peuvent également être simplifiés
en réduisant le nombre de composants dans le modèle. La réduction du nombre de composants
conduit souvent à une bonne estimation des débits massifs et des enthalpies de flux, ce qui peut être
utile en cas d’interactions entre les bilans massique et énergétique. Une autre stratégie de simpli fi
cation souvent utilisée consiste à modéliser les échangeurs de chaleur en utilisant un flux fictif sur un
côté (généralement le côté qui est en aval dans le processus). Le recyclage de l’énergie de l’aval vers
l’amont n’est alors convergé qu’après la convergence du reste de l’écoulement. En variante, les
appareils de chauffage et les refroidisseurs peuvent être utilisés dans un modèle simpli fi é, ou même
dans le modèle rigoureux, à condition que les données de flux soient ensuite extraites et utilisées
pour concevoir les vrais échangeurs.
Une autre approche largement utilisée consiste à «se faufiler» sur la solution convergée. Il s’agit
de construire le modèle à partir d’une version simpli fi ée et d’ajouter successivement des détails en
reconverguant à chaque étape. Au fur et à mesure que la complexité est ajoutée, les valeurs de
l’exécution précédente sont utilisées pour initialiser la version suivante. C’est un lent mais
méthode efficace. L’ingénieur de conception doit se rappeler de sauvegarder les versions intermédiaires de
temps en temps, au cas où des problèmes ultérieurs seraient rencontrés. Une stratégie similaire est souvent
utilisée lors de l’exécution d’analyses de sensibilité ou d’études de cas qui nécessitent des perturbations d’un
modèle convergé. Le concepteur modifie les paramètres pertinents par petites étapes pour atteindre les
nouvelles conditions, tout en se reconvertissant à chaque étape. Les résultats de chaque étape fournissent
alors une bonne estimation initiale pour l’étape suivante, et les problèmes de convergence sont évités.
Lorsqu’il y a plusieurs recyclages présents, il est parfois plus efficace de résoudre le modèle
dans un mode simultané (orienté équation) plutôt que dans un mode modulaire séquentiel. Si
le problème de simulation permet une solution simultanée de l’ensemble d’équations, cela
peut être tenté. Si le processus est connu pour contenir de nombreux recyclages, le concepteur
doit alors anticiper les problèmes de convergence et sélectionner un programme de simulation
de processus qui peut être exécuté en mode simultané.
Exemple 4.7
Le naphta léger est un mélange produit par distillation de pétrole brut. Le naphta léger
contient principalement des composés alcanes (paraf fi ns) et il peut être mélangé à l’essence.
L’indice d’octane des alcanes à substitution méthyle (iso-paraf fi ns) est supérieur à celui des
composés à chaîne droite (paraf fi ns normaux), il est donc souvent avantageux d’isomériser le
naphta léger pour augmenter la proportion de composés ramifiés.
Un procédé simple d’isomérisation du naphta a une alimentation de 10 000 barils par jour (b / j)
d’un mélange à 50% en poids de n-hexane et de méthyl pentane. La charge est chauffée et envoyée
dans un réacteur, où elle est mise en équilibre à 1300 kPa et 2508Les produits du réacteur sont
refroidis au point de rosée et introduits dans une colonne de distillation fonctionnant à 300 kPa. Le
produit de queue de la distillation est riche en n-hexane et est recyclé vers l’alimentation du réacteur.
Une conversion globale du n-hexane de 95% est obtenue.
Simulez le processus pour déterminer le débit et la composition du recyclage.
Solution
Ce problème a été résolu à l’aide d’UniSim Design. La première étape consiste à convertir le
débit volumétrique en un débit massique en unités métriques. Nous pouvons mettre en place
un flux qui a un mélange 50:50 en poids de n-hexane et de méthyl pentane. Ce ruisseau a une
densité de 641 kg = m3 à 40 ans8C, donc le débit requis est
10 000 b / j ¼ 10 000 641 (kg = m3)0: 1596 (m3 =bbl) = 24 ¼ 42: 627 tonnes métriques = h
Dans un véritable processus d’isomérisation, une partie de la charge sera perdue à cause des réactions
de craquage; cependant, dans notre modèle simpli fi é, les seules réactions qui se produisent sont des
réactions d’isomérisation. Parce que nous ne considérons que les réactions d’isomérisation, tout le produit
et les composants de l’alimentation ont le même poids moléculaire (C6H14, Mw¼ 86). Le fil
le débit de n-hexane est donc de 42,627 0,5 ¼ 21,31 tonnes métriques / h. Donc pour 95%
conversion de n-hexane, la quantité de n-hexane dans le produit est de 0,05 21,31 ¼
1,0655 tonnes métriques / h, soit 1065,5 / 86 ¼ 12,39 kgmol / h. La fraction molaire de n-hexane
dans le produit est de 5% à 50% ou 2,5% en mole.

Graphique 4.43. Modèle de processus d’isomérisation utilisant la distillation raccourcie.
Pour obtenir une estimation initiale des conditions de la colonne de distillation, le processus a d’abord été
simulé en utilisant un modèle de colonne de raccourci, comme le montre la figure 4.43. Si nous supposons
qu’aucun composé cyclique ne se forme au cours du processus, la liste des composants comprend tous
le C disponible6les composés paraf fi nants, c’est-à-dire le n-hexane, le 2-méthyl pentane, le 3-
méthyl pentane, le 2,3-méthyl butane et le 2,2-méthyl butane. Le réacteur atteint une
l’équilibre entre ces espèces et donc peut être modélisé à l’aide d’un réacteur de Gibbs.
Le modèle de colonne de raccourci nécessite une seconde spéci fi cation, donnée en termes de
composant clé lourde. Nous pouvons définir l’une ou l’autre des espèces méthyl pentane comme la
clé lourde. Dans le modèle simpli fi é que nous avons construit, le niveau de méthyl pentane dans le
recyclage n’est pas important pour la performance du procédé. L’augmentation du recyclage des
espèces méthyl pentane augmente le rendement du procédé des espèces diméthyl butane, ce qui
conduirait à une amélioration de l’indice d’octane du produit. En réalité, la présence de réactions
secondaires qui ont provoqué le craquage d’hydrocarbures légers moins précieux établirait un
compromis qui établirait le niveau optimal de recyclage du méthyl pentane. Pour l’instant, nous
supposerons que la fraction molaire de 2-méthyl pentane dans les fonds est de 0,2.
Dans ces conditions, et avec le recyclage non fermé, le modèle de colonne de raccourci
prédit un reflux minimum de 3,75. Le rapport de reflux est alors fixé à 1:15Rmin¼ 4:31,

Graphique 4.44.Spéci fi cations des colonnes de raccourcis.
comme le montre la figure 4.44. Le modèle de raccourci calcule alors que nous avons besoin de 41 bacs
théoriques, avec un bac d’alimentation optimal 26, comme le montre la figure 4.45. Le débit de fond de
colonne est de 18 900 kg / h, ce qui peut être utilisé comme estimation initiale du débit de recyclage. La
boucle de recyclage peut maintenant être fermée et exécutée. La solution convergée toujours
possède Rmin¼ 3:75, le rapport de reflux n’a donc pas besoin d’être ajusté. Le débit de recyclage
convergé est de 18,85 tonnes métriques / h ou 218,7 kgmol / h, comme le montre la figure 4.46.
La conception de colonne de raccourci de la feuille de flux convergée comporte toujours 41 bacs avec l’alimentation
sur le bac 26.
Les résultats du modèle de raccourci peuvent maintenant être utilisés pour fournir une bonne estimation
initiale d’un modèle rigoureux. La colonne de raccourci est remplacée par une colonne rigoureuse, comme le
montre la figure 4.47. Le modèle de colonne rigoureux peut être configuré avec le nombre d’étages et
d’étages d’alimentation prédits par le modèle de raccourci, comme le montre la figure 4.48. Si nous
spécifions le rapport de reflux et le taux de produit de fond en tant que spéci fi cations de colonne, comme
dans la figure 4.49, alors la feuille de calcul converge rapidement.
Les résultats du modèle rigoureux avec les intrants spécifiés ci-dessus montrent un débit de
1084,5 kg / h de n-hexane dans le produit de distillat. Cela dépasse les exigences calculées à
partir de l’énoncé du problème (1065,5 kg / h). Le moyen le plus simple de revenir à la spéci fi
cation requise est de l’utiliser directement comme spéci fi cation de la colonne. Depuis l’onglet
«Design» de la fenêtre de la colonne, nous pouvons sélectionner «Monitor» puis «Add spec»
pour ajouter une spéci fi cation sur le débit du distillat de n-hexane, comme le montre la figure
4.50. Cette spéci fi cation peut alors être rendue active, et la spéci fi cation du débit de fond
peut être assouplie. Lorsque la simulation est reconvergée, le débit de fond augmente à 19 350
kg / h, et le n-hexane dans le distillat répond à la spécification de débit de 1065,5 kg / h.
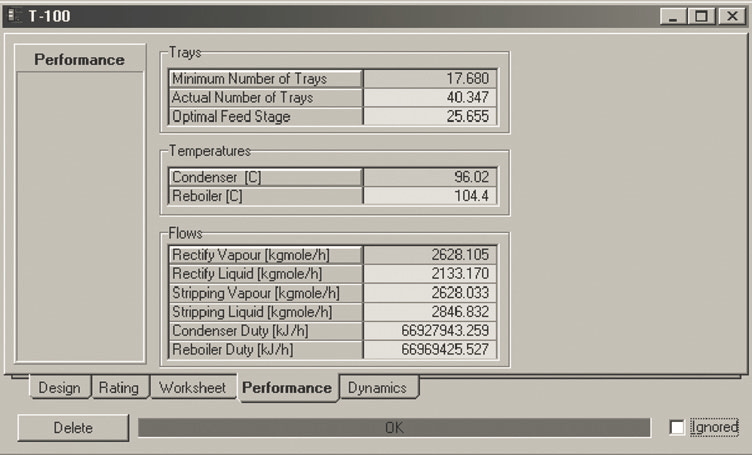
Graphique 4.45.Résultats de la colonne de raccourcis.
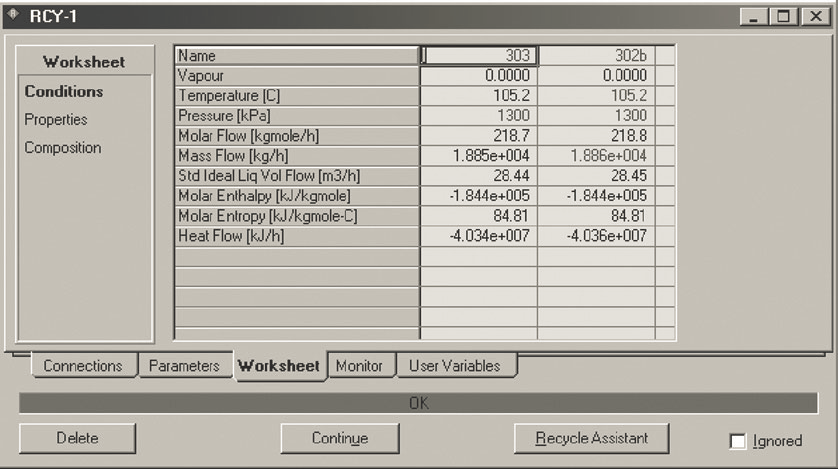
Graphique 4.46.Résultats de recyclage convergés pour le modèle de colonne de raccourci.

Graphique 4.47. Modèle de processus d’isomérisation utilisant une distillation rigoureuse.
Les pro fi ls de colonne pour le modèle de distillation rigoureuse sont présentés à la figure 4.51. Les pro fils ne montrent aucune mauvaise conception évidente de la colonne, bien que la conception ne soit pas encore optimisée.
La simulation a été convergée pour atteindre la conversion cible du n-hexane avec un recyclage de 19,35 tonnes métriques / h. La composition de recyclage est de 50,0% en moles de n-hexane,
21,1 moles% de 2-méthyl pentane, 25,1 moles% de 3-méthyl pentane, 3,6 moles% de 2,3-méthylbutane et 0,2 moles% de 2,2-méthyl butane. Il s’agit d’une solution convergente, mais ce n’est qu’une des nombreuses solutions convergées possibles. Aucune tentative n’a encore été faite pour optimiser la conception. L’optimisation de ce processus est examinée dans le problème 4.14. Pour des informations plus réalistes sur les conditions du processus d’isomérisation, consultez Meyers (2003).
4.8. OPTIMISATION DU FLOWSHEET
Après avoir réalisé une simulation convergée du processus, le concepteur voudra généralement effectuer un certain degré d’optimisation. Les programmes de simulation commerciaux ont une capacité d’optimisation limitée qui peut être utilisée avec une prudence appropriée.

Graphique 4.48.Paramètres de conception pour la colonne de distillation rigoureuse.
4.8.1. Utilisation des contrôleurs
La forme la plus simple d’optimisation consiste à imposer des contraintes supplémentaires à la simulation afin qu’elle réponde aux exigences spécifiées par le concepteur. Par exemple, si le concepteur a fait des estimations des taux d’alimentation, alors le taux de production du produit qui est prédit par le modèle peut être inférieur (ou supérieur) au taux souhaité. Le concepteur pourrait corriger cela en calculant le ratio approprié, en multipliant tous les flux d’alimentation par ce ratio, puis en reconvertissant le modèle, mais cette approche deviendrait bientôt fastidieuse.
Au lieu de cela, les programmes de simulation permettent au concepteur d’imposer des contraintes sur le modèle. Dans l’exemple précédent, ce serait une contrainte que le débit du produit soit égal à une valeur cible. Les contraintes sont imposées à l’aide des fonctions du contrôleur,
appelées «Design Spec» dans Aspen Plus ou «Set» ou «Adjust» dans UniSim Design. Les contrôleurs sont spéci fi és soit comme
Définir la variable X évaluer z
ou alors
Ajuster la variable X évaluer y en manipulant la variable z
où z est une variable inconnue ou un ensemble de variables qui sera calculé par la simulation et X est la variable que le concepteur souhaite spécifier.
Les contrôleurs peuvent être utilisés pour capturer toutes sortes de contraintes de conception et de spécifications. Ils sont particulièrement utiles pour fixer les rapports d’alimentation et contrôler les taux de purge et les taux de recyclage pour atteindre les compositions cibles. Un certain soin est nécessaire pour s’assurer qu’ils

Graphique 4.49.Spéci fi cations pour la colonne de distillation rigoureuse.
sont utilisés avec parcimonie; sinon, trop de recyclages d’informations peuvent être introduits et la convergence devient dif fi cile.
Les contrôleurs se comportent un peu comme des recyclages, et c’est généralement une bonne idée de générer une simulation convergée pour agir comme une bonne estimation initiale avant d’ajouter des contrôleurs. Cela ne s’applique pas aux fonctions de contrôleur simples telles que les contrôleurs de rapport d’alimentation.
Dans une simulation dynamique, des contrôleurs sont utilisés pour modéliser les vannes de contrôle réelles du processus. Lors de la conversion d’une simulation en régime permanent en une simulation dynamique, il faut veiller à ce que les fonctions du contrôleur correspondent à des structures de contrôle physiquement réalisables.
4.8.2. Optimisation à l’aide d’un logiciel de simulation de processus
Les programmes commerciaux de simulation de processus ont tous la capacité de résoudre des problèmes d’optimisation qui peuvent être posés comme des problèmes de programmation non linéaire (PNL). Au moment de la rédaction, ils ne permettent pas au concepteur d’effectuer une optimisation discrète à l’aide de variables entières. Il n’est donc pas possible d’optimiser des paramètres entiers tels que le nombre de plateaux ou de plateau d’alimentation, tout en optimisant simultanément des variables continues. Il n’est pas non plus possible de réaliser une optimisation de superstructure à l’aide des programmes de simulation commerciaux.
L’optimisation d’un grand modèle de simulation de processus est intrinsèquement dif fi cile, en particulier s’il y a plusieurs recyclages. Comme indiqué dans la section 1.9.9, les algorithmes de solution

Graphique 4.50.Ajout d’une spéci fi cation sur le débit massique de n-hexane.
pour les problèmes de PNL nécessitent plusieurs solutions du modèle, qui doivent être convergées à chaque solution.
Une complication supplémentaire de l’optimisation de la feuille de calcul est la formulation de la fonction objectif. La fonction objective du design industriel est toujours une mesure de la performance économique. Les paramètres de conception calculés par le programme de simulation peuvent être utilisés pour donner des estimations relativement bonnes du coût de l’équipement, mais cela nécessite généralement d’exporter les paramètres dans un programme spécialisé d’estimation des coûts, comme Aspen ICARUS, comme décrit dans la section 6.3.8. En outre, l’équipement doit généralement être surdimensionné par un facteur de conception approprié par rapport aux débits de conception, comme indiqué à la section 1.7. La manière la plus simple de résoudre ce problème est de générer deux ou trois cycles de simulation avec des variations des paramètres de conception clés. Ces conceptions peuvent ensuite être chiffrées pour développer des courbes de coût approximatives,
Le manuel Aspen Plus fournit plusieurs recommandations utiles pour spécifier les problèmes d’optimisation (Aspen Technology, 2001):
- Commencez par faire converger une simulation de la feuille de calcul. Cela aide le concepteur à détecter erreurs, garantit que les spéci fi cations sont réalisables et fournit de bonnes estimations pour les flux de larmes.
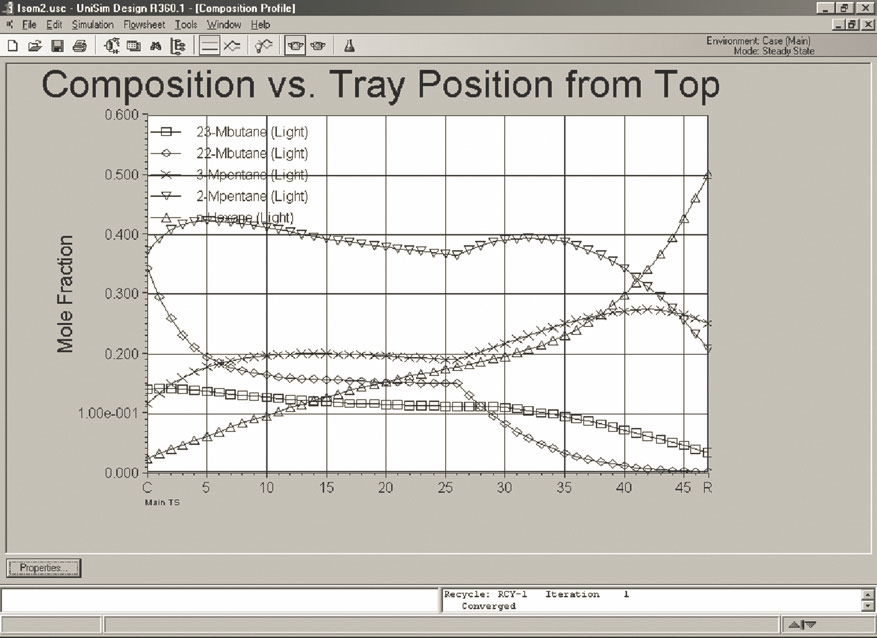
Graphique 4.51.Profil de colonne pour le modèle de distillation rigoureux.
- Effectuer une analyse de sensibilité pour déterminer quelles variables ont le plus impact sur la fonction objectif. Ce sont les variables qui doivent être utilisées comme variables de décision. Il est également important de déterminer des fourchettes raisonnables pour ces variables et de définir des limites supérieures et inférieures. Si les plages définies sont trop étroites, l’optimum peut ne pas être trouvé. S’ils sont trop larges, la convergence peut être dif fi cile.
3.Lors de l’analyse de sensibilité, vérifiez si l’optimum est large ou net. S’il n’y a que de petits changements dans la fonction objectif, une optimisation supplémentaire peut ne pas être justi fi ée.
Une autre approche souvent utilisée consiste à effectuer une optimisation à l’aide de modèles simplifiés pour fi xer la structure du processus et déterminer les valeurs approximatives des variables de décision clés. Une optimisation finale de la PNL peut alors être réalisée à l’aide d’un modèle
rigoureux.
4.9. SIMULATION DYNAMIQUE
La plupart des processus continus sont simulés uniquement en mode stationnaire. Certains des programmes de simulation permettent de convertir une simulation en régime permanent pour qu’elle s’exécute en mode dynamique. La simulation dynamique est utile pour
- Simulation de processus discontinus et semi-continus pour déterminer le contrôle du débit
les étapes et étudier les recyclages et la récupération de chaleur d’un lot à l’autre; - Simulation du démarrage et de l’arrêt du processus;
- Simulation de processus cycliques;
- Simuler les perturbations du processus pour évaluer les performances du système de contrôle et contrôleurs de réglage;
- Simulation des conditions d’urgence pour évaluer le système d’alarme et le système de secours réponses et s’assurer qu’elles sont adéquates.
Pour une bonne simulation dynamique, le concepteur doit spécifier le système de contrôle réel à partir du diagramme de tuyauterie et d’instrumentation (voir le chapitre 5) ainsi que toutes les conceptions de cuve afin que les retenues puissent être calculées. Les vitesses de transfert de masse et les vitesses de réaction doivent également être connues ou supposées.
La simulation dynamique est plus gourmande en calculs que la simulation en régime permanent.
La simulation dynamique est généralement appliquée à des parties d’un processus (ou même à des opérations unitaires) plutôt qu’à un processus entier. Différentes stratégies de simulation sont nécessaires pour donner un modèle dynamique robuste. De bonnes introductions à la simulation dynamique sont données dans les livres de Luyben (2006), Ingham et al. (2007), Seborg et al. (2003) et Asprey et Machietto (2003) et l’article de Pantelides (1988).
