
A continual improvement process, also often called a continuous improvement process (abbreviated as CIP or CI), is an ongoing effort to improve products, services, or processes. These efforts can seek « incremental » improvement over time or « breakthrough » improvement all at once. Delivery (customer valued) processes are constantly evaluated and improved in the light of their efficiency, effectiveness and flexibility.
Some see CIPs as a meta-process for most management systems (such as business process management, quality management, project management, and program management).
W. Edwards Deming, a pioneer of the field, saw it as part of the ‘system’ whereby feedback from the process and customer were evaluated against organisational goals. The fact that it can be called a management process does not mean that it needs to be executed by ‘management’; but rather merely that it makes decisions about the implementation of the delivery process and the design of the delivery process itself.
A broader definition is that of the Institute of Quality Assurance who defined « continuous improvement as a gradual never-ending change which is: ‘… focused on increasing the effectiveness and/or efficiency of an organisation to fulfil its policy and objectives. It is not limited to quality initiatives. Improvement in business strategy, business results, customer, employee and supplier relationships can be subject to continual improvement. Put simply, it means ‘getting better all the time’.
Kaizen
Some successful implementations use the approach known as kaizen (the translation of kai (“change”) zen (“good”) is “improvement”). This method became famous from Imai’s 1986 book Kaizen: The Key to Japan’s Competitive Success.
- Feedback: The core principle of CIP is the (self) reflection of processes.
- Efficiency: The purpose of CIP is the identification, reduction, and elimination of suboptimal processes.
- Evolution: The emphasis of CIP is on incremental, continual steps rather than giant leaps.
Key features of kaizen include:
- Improvements are based on many small changes rather than the radical changes that might arise from Research and Development
- As the ideas come from the workers themselves, they are less likely to be radically different, and therefore easier to implement
- Small improvements are less likely to require major capital investment than major process changes
- The ideas come from the talents of the existing workforce, as opposed to using research, consultants or equipment – any of which could be very expensive
- All employees should continually be seeking ways to improve their own performance
- It helps encourage workers to take ownership for their work, and can help reinforce team working, thereby improving worker motivation.
The elements above are the more tactical elements of CIP. The more strategic elements include deciding how to increase the value of the delivery process output to the customer (effectiveness) and how much flexibility is valuable in the process to meet changing needs.
PDCA
The PDCA (plan, do, check, act) or (plan, do, check, adjust) cycle supports continuous improvement and Kaizen. It provides a process for improvement since the early design (planning) stage of any process, system, product or service.
In environmental management
The CIP-concept is also used in environmental management systems (EMS), such as ISO 14000 and EMAS. The term « continual improvement », not « continuous improvement », is used in ISO 14000, and is understood to refer to an ongoing series of small or large-scale improvements which are each done discretely, i.e. in a step-wise fashion. Several differences exist between the CIP concept as it is applied in quality management and environmental management. CIP in EMS aims to improve the natural consequences of products and activities, not the products and activities as such. Secondly, there is no client-orientation in EMS-related CIP. Also, CIP in EMS is not limited to small, incremental improvements as in Kaizen, it also includes innovations of any scale.
ISO change from « continuous » to « continual »
In the late 1990s, the developers of the ISO 9001:2000 standard—which addressed quality management systems and principles—debated whether or not to update the use of the word « continuous » to « continual ». ISO Technical Committee 176 and regulatory representatives ultimately decided that « continuous was unenforceable because it meant an organization had to improve minute by minute, whereas, continual improvement meant step-wise improvement or improvement in segments ». The committee reportedly did not base the change on dictionary definitions or the standard’s vocabulary. This change ran contrary to the common usage of « continuous » in the standard and other prior business management documentation.
1 Un peu d’histoire
1.1 Le progrès
Les nécessités de l’amélioration continue sont nées avec le genre humain. Quelques milliers d’années avant nous, les hommes ont utilisé des outils en pierre puis en métal pour améliorer leurs conditions de vie et le progrès était en route.
Le bon sens populaire matérialise cette volonté de progrès dans quelques proverbes du genre : « Qui n’avance pas recule »
Une poétesse (Rosemonde Gérard) l’évoque à propos de l’amour dans sa phrase reprise par un créateur de bijoux : « Plus qu’hier et bien moins que demain ».
La recherche de la perfection (« Ne craignez pas la perfection, disait Dali, vous n’y arriverez jamais »), ou au mieux, doit être dans nos gênes (dans ceux de certains individus en tout cas) et c’est cela sans doute qui nous pousse à améliorer en permanence nos comportements et les résultats de nos activités.
L’action corrective est dans la bouche de l’enfant qui jure à ses parents : « Je ne recommencerai plus. »
L’action préventive est dans le geste de la maman qui équipe son enfant de brassard lorsqu’il se baigne dans la piscine.
L’amélioration permanente est dans la promesse que nous nous faisons le premier de l’an pour maigrir ou faire un peu plus de sport.
Nos comportements individuels rejaillissent sur les organisations que nous dirigeons ou dans lesquelles nous travaillons.
Chez l’artisan qui, naturellement avec l’expérience et l’acquisition de son métier, va améliorer chaque jour les produits qui sortent de ses mains.
Amélioration continue
Le lean management, appelé également « démarche d’amélioration continue », s’il est orchestré par un manager de transition, est un excellent levier de croissance. Voyons ensemble en quoi consiste une démarche d’amélioration continue pour une entreprise et l’intérêt de recruter un manager de transition pour ce type de mission.
Amélioration continue : définition
Le Lean Management est inspiré d’un système mis en place dans les usines japonaises Toyota dans les années 70 avec succès. Résultat ? Aujourd’hui, le Groupe est deux fois plus rentable et quatre fois plus productif.
Le « Lean », expression anglaise qui signifie « moindre » en français, permet d’obtenir des résultats probants. Cette démarche d’amélioration continue touche à tous les processus de l’entreprise : financier, administratif et production. Elle consiste à réunir les conditions idéales de fonctionnement en :
- Réduisant les sources de non-productivité, de non-valeur ajoutée
- Diminuant le gaspillage et les pertes
Cette optimisation de la chaîne de valeur est bénéfique à l’ensemble des partenaires de l’entreprise :
- De meilleures conditions de travail pour les salariés
- Des clients satisfaits de la qualité et des délais
- Une collaboration facilitée avec les fournisseurs
L’amélioration continue repose sur la résolution active des problèmes par l’application de méthodes, techniques et pratiques spécifiques. Il nécessite une bonne coopération à tous les niveaux ; car chacun, au sein d’une entreprise, a sa pierre à apporter à l’édifice.
Le principe d’amélioration continue
5e pilier du management de la qualité, selon la norme internationale ISO 9001, l’amélioration continue est une démarche opérationnelle visant à réduire progressivement les dysfonctionnements des processus d’une entreprise, l’insatisfaction de sa clientèle ou encore les risques. Graduelle, axée sur la création de valeur et la réduction des gaspillages, elle ne requiert logiquement ni investissement important ni bouleversement organisationnel susceptible de perturber les équipes. En contrepartie, ses effets ne se font ressentir que sur le moyen et le long terme.
L’amélioration continue s’oppose donc au principe de réingénierie des processus ou d’innovation radicale, qui sous-entend pour sa part l’existence d’un changement brutal, parfois en rupture totale avec les processus, les pratiques et les technologies employées jusqu’alors au sein de l’entreprise.
Méthode Kaizen : à l’origine de l’amélioration continue
Inscrit dans l’ADN des entreprises japonaises, le principe de kaizen, littéralement « changement meilleur » ou « changement (pour le) mieux », a été introduit par le Docteur William Edwards Deming au Japon en 1951 et popularisé par la suite par Toyota. Son principe de base est lui-même hérité de l’approche « Training Within Industry » ou TWI, importé par les Américains au sortir de la Seconde Guerre mondiale.
La démarche kaizen, qui repose sur l’idée qu’il y a toujours quelque chose qui peut être amélioré au sein de l’entreprise, est ce qui a permis à de nombreuses organisations de conserver leur compétitivité au fil des années, malgré des bouleversements économiques et sociaux parfois très importants.
La méthode kaizen s’ancre sur des principes forts, tels que :
- L’amélioration continue : il s’agit d’avancer pas à pas en réalisant de petits efforts au quotidien, de manière discontinue.
- La satisfaction du client en ligne de mire : chaque action menée, chaque « petit pas » doit permettre d’accroître la satisfaction du client.
- La recherche de la cause ultime : tout problème ou erreur est lié à une cause. Il s’agit de trouver la cause des causes pour traiter le problème à la racine et ainsi éviter qu’il ne se reproduise.
- La chasse aux trois sources de gaspillage (les 3M) : il s’agit d’identifier et d’éliminer le gaspillage (Muda), les irrégularités (Mura) et l’inutile/le déraisonnable (Muri).
- Tout le monde est acteur du changement : le manager comme l’ouvrier peuvent proposer des axes d’amélioration.
- La diffusion de l’information : on fait en sorte que les données ne soient pas monopolisées par un groupe restreint de personnes au sein de l’entreprise.
En kaizen, l’objectif ultime poursuivi par l’entreprise n’est pas tant d’atteindre la qualité totale, qui est par définition hors d’atteinte, mais d’y tendre au maximum.
Les outils d’amélioration continue
L’amélioration continue tient davantage d’une philosophie que d’une technique à proprement parler. Elle repose néanmoins sur un certain nombre d’outils qu’il est possible de mobiliser en fonction des besoins et des objectifs à accomplir :
- La roue de Deming ou cycle PDCA est un outil d’amélioration continue se déroulant en quatre étapes : Plan (planifier), Do (réaliser), Check (vérifier) et Act (réagir et améliorer). On la qualifie de « roue » pour mieux insister sur la récursivité du processus.
- La méthode 5S a été mise en place pour la première fois par Toyota au sein de ses usines de production. Basée sur 5 familles d’actions (trier, ordonner, nettoyer, standardiser, maintenir dans le temps), elle concourt à l’optimisation d’un certain nombre d’aspects, comme les conditions de travail, les déplacements, la productivité… Elle réduit mécaniquement le nombre d’accidents de travail, la perte d’informations et la dégradation du matériel.
- Inventée par Motorola, la méthode Six Sigma est basée sur la prise en compte des indicateurs et des avis des clients. Très codifiée, elle repose sur l’outil DMAIC (pour Définir, Mesurer, Analyser, Innover et Contrôler). Initialement tournée vers l’amélioration des processus industriels, cette approche trouve aujourd’hui son application dans un grand nombre de contextes différents.
- La méthode du « juste-à-temps », des « 5 zéros » ou du « flux tendu », dans laquelle la production est liée à la demande et non pas à l’offre, est tournée vers l’amélioration de l’efficacité logistique des entreprises. Utilisée avec intelligence, elle permet d’éviter les stocks inutiles et le gaspillage, tout en augmentant la qualité des produits finis.
- Très employée dans le secteur informatique, la méthode Kanban permet de gérer de façon dynamique et visuelle un ensemble de flux de production et d’approvisionnement. Utilisé dans le cadre du « juste-à-temps », le Kanban prend appui sur des cartes (Kanban signifie « étiquette » en japonais) qui correspondent à autant de tâches à réaliser, en cours de réalisation ou terminées.
- Élaborée par Kaoru Ishikawa, l’approche des cercles de qualité met la gestion de la qualité dans la main des premiers concernés. Mobilisant de 3 à 10 personnes, ces cercles sont l’occasion de traiter des problèmes en misant sur l’intelligence du collectif tout en accroissant l’engagement des membres du groupe.
Les étapes de la démarche d’amélioration continue
L’amélioration continue est une démarche globale, impliquant l’utilisation d’un certain nombre d’outils, adaptés au contexte ou à l’objectif poursuivi. Méthode emblématique du kaizen, le PDCA illustre parfaitement l’aspect cyclique de la démarche d’amélioration continue. En voici les grandes étapes :
1ÈRE ÉTAPE : PLAN – PLANIFIER: Tout travail d’amélioration débute par l’analyse de l’existant. Il s’agit plus précisément de formaliser les problèmes en vue de trouver des solutions et mobiliser les ressources nécessaires à leur mise en place. On a également recours à des indicateurs clés de performance (KPI) qui serviront à évaluer l’efficacité des actions entreprises.
2E ÉTAPE : DO – RÉALISER: Comme son nom l’indique, cette phase est dédiée au déploiement des solutions, selon les modalités décidées durant l’étape précédente. Une mise en oeuvre qui peut aussi bien être réalisée par les personnes concernées ou confiée à une personne tierce, à condition de bien cadrer la tâche à réaliser.
3E ÉTAPE : CHECK – VÉRIFIER: Passé un certain délai défini en amont, la mesure des KPIs permet de juger de l’efficacité de la démarche, de manière totalement objective. Si une action n’offre pas les résultats escomptés, il est possible de procéder à des réajustements, en revenant à l’étape de la planification.
4E ÉTAPE : ACT – RÉAGIR ET AMÉLIORER: Pour qu’une action puisse pleinement participer au processus d’amélioration continue engagé par une entreprise, il est essentiel qu’elle s’inscrive dans la durée. C’est là tout l’enjeu de cette ultime étape durant laquelle les procédures sont mises à jour et les nouvelles pratiques communiquées à l’ensemble des salariés.
Une fois cette étape terminée, on revient à l’étape 1 pour identifier un autre problème à régler et ainsi poursuivre le cycle !
Atouts du management de transition pour l’amélioration continue
Le management de transition n’est pas réservé à la seule gestion de crise. Missionner un manager externe, spécialise de la démarche d’amélioration continue, est un investissement ciblé qui s’avère très rentable.
Cette solution est pertinente à mettre en œuvre pour amorcer, structurer et assurer la pérennité d’un projet de Lean Management.
Le manager de transition est là pour :
- Diagnostiquer une situation
- Trouver des solutions
- Mettre en œuvre et exécuter un plan d’action
- Assurer la pérennité des actions mises en oeuvre
Dans le cas présent, ses qualités de leader vont servir un objectif indispensable à la réussite d’un tel projet : obtenir l’engagement collectif des équipes.
De plus, en faisant appel à un manager de transition, vous faites appel à un professionnel de haut vol, ultra-spécialisé. Les managers de transition spécialiste du lean management sont, parfois, certifiés Lean Six-Sigma. Il existe plusieurs niveaux de certifications :
- Yellow Belt (ceinture jaune)
- Green Belt (ceinture verte)
- Black Belt (ceinture noire)
- Master Black Belt
Un manager de transition Master Black Belt Lean Six Sigma va, par exemple, être capable de coordonner et gérer un programme d’amélioration de grande envergure au sein d’un périmètre large, comprenant souvent plusieurs sites. Certains secteurs sont très exigeants en la matière, comme l’aéronautique ou l’automobile.
Kaizen amélioration continue
Le mot japonais « KAIZEN » est formé de deux idéogrammes chinois, kai et zen qui signifient respectivement « changement’ et « meilleur’. Kaizen se traduit communément par »amélioration continue ».
Kaizen, c’est l’amélioration sans investissements ni gros moyens, en impliquant tous les acteurs des directeurs aux ouvriers et en utilisant essentiellement des astuces et le bon sens commun. Cette démarche d’origine japonaise repose sur des petites améliorations faites jour après jour, avec constance. C’est une démarche graduelle et douce, à petits pas, qui s’oppose au concept plus occidental de réforme brutale ou de rupture, par laquelle « on jette tout et on recommence avec du neuf’.
Le Kaizen n’est pas une méthode ni un outil, c’est un mode de pensée qui ne se satisfait pas d’une situation donnée mais cherche constamment à l’améliorer ou la remettre en cause pour un résultat meilleur.
Il n’existe donc pas de « recette » ou de « mode opératoire » du Kaizen. Tout au plus peut-on initier les personnels à l’esprit Kaizen, puis les mettre en situation et dans les conditions favorables pour qu’ils s’approprient ce mode de pensée et le mettent en oeuvre au quotidien.
Pourquoi améliorer ?
« Qui cesse de s’améliorer cesse d’être bon » (Oliver Cromwell)
L’amélioration continue est une nécessité dans un contexte de concurrence exacerbée. Le concurrent qui stagne est un concurrent qui va fatalement se faire dépasser par des concurrents plus actifs.
Les améliorations nécessaires peuvent être de différents types, relever de la maitrise des procédés/processus, de l’amélioration continue (Kaizen) ou de l’innovation de rupture (les percées).
Amélioration continue vs progrès permanent
L’amélioration continue est l’une des trois facettes du progrès permanent, comme l’explique la vidéo ci-contre.
Kaizen, se caractérise par une recherche constante d’améliorations simples, à la portée des individus qui perçoivent une opportunité ou un besoin d’amélioration.
Kaizen ne nécessite ni investissements ni gros moyens, sauf pour certains sujets qui sont alors traités en mode projet et avec le formalisme requis pour engager les dépenses correspondantes.
Ce qui est recherché au travers de Kaizen, c’est l’implication des acteurs qui s’approprient cette posture de recherche d’améliorations et œuvrent à leur niveau, avec les moyens dont ils disposent.
Amélioration incrémentale (Kaizen) vs innovation de rupture (Kaikaku)
Alors que le Kaizen avance à petits pas, utilise le savoir faire et beaucoup de bon sens commun, l’innovation avance à grands pas et cherche des sauts technologiques. Kaizen est basé sur l’effort, alors que l’innovation est basé sur l’investissement. Kaizen reconsidère constamment le processus pour en vérifier les résultats face aux objectifs, tandis que l’innovation recherche les résultats.


Pourquoi préférer l’amélioration incrémentale à l’amélioration de rupture ?
L’introduction d’un changement, nouvel équipement par exemple, est vu comme un risque important de trouble à l’harmonie (le « wa ») et de surcoûts potentiels (gaspillages) dans de nombreux domaines ; formation nécessaire, erreurs et gaspillages par méconnaissance, manque de fiabilité, performances réelles inférieures à celles annoncées, dépendance envers le fabriquant, les fournisseurs, etc.
On lui préférera donc l’amélioration incrémentale de solutions qui ont déjà fait leurs preuves. On introduit ainsi doucement de petits changements dont les risques sont mesurés. Cette approche d’amélioration continue ne concerne pas seulement les équipements, mais tous les aspects du travail ; les méthodes, l’ergonomie, les outils, les performances individuelles, etc.
Exemples de Kaizen issus de mon expérience opérationnelle
Mon initiation à ce qui ne s’appelait pas encore Lean mais plutôt « méthodes japonaises » remonte à ma période passée au sein de YAMAHA. C’est dans l’usine alsacienne qu’avec mes collègues nous avons été formés aux principes du Kaizen, entre autres.
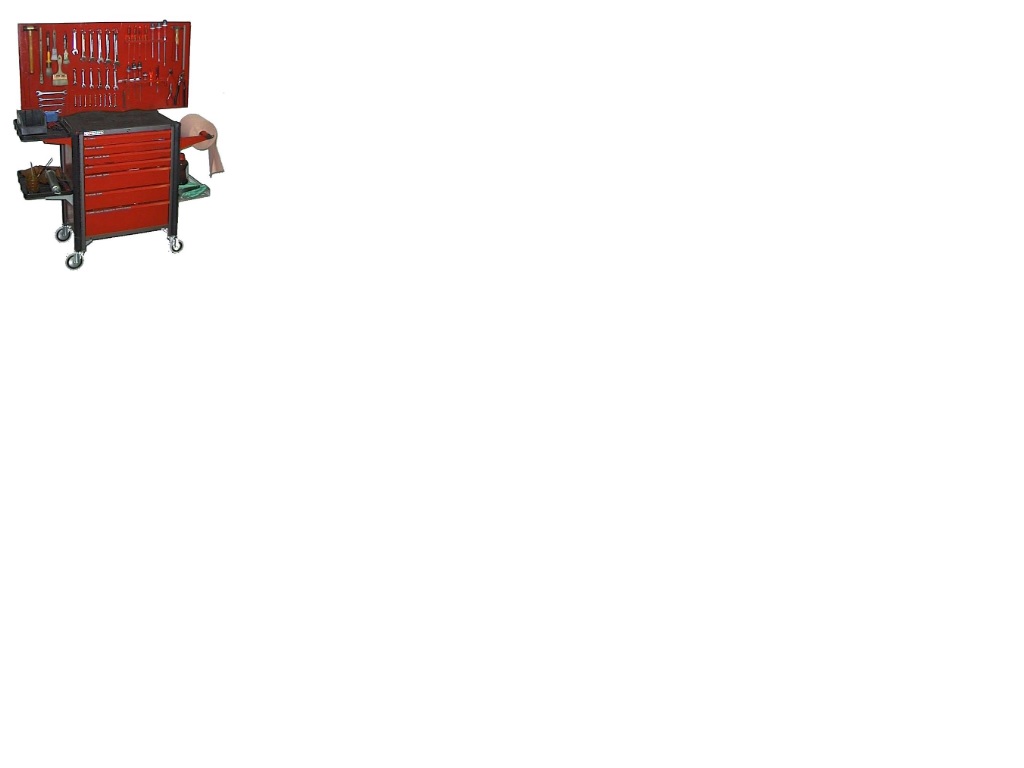
Nos différents chantiers d’amélioration ont fait émerger des idées simples telle que la servante d’atelier mobile, dédiée aux machines d’insertion automatique des composants électroniques. Cette servante permettait de disposer de tout le nécessaire au changement de séries (SMED), aux réglages et aux interventions de maintenance sans avoir à se déplacer à la recherche des différents outils ou fournitures. La base est une servante standard, sur laquelle a été rajouté le panneau d’outils. La dépense a été minimisée et le temps de réalisation court. Cette amélioration était entièrement à la portée des personnels de l’atelier, y compris le budget pour l’achat des éléments.
Dans le même atelier d’insertion automatique, la réimplantation en U des machines initialement toutes disposées en ligne a permis de passer d’un système 5 machines / 3 opérateurs à un système 5 machines / 2 opérateurs. L’opérateur ainsi « économisé » a été affecté à une équipe supplémentaire pour un fonctionnement posté en 3×8. Afin de limiter les arrêts de machines par manque de composants, les personnels ont mis au point un système de reconditionnement en temps masqué de composants livrés en bandes, par boites de 2.000 en nouvelles boites de 4.000. Dans l’atelier suivant, qui insérait manuellement les composants discrets non automatisables, l’amélioration a consisté à utiliser la gravité (énergie gratuite) pour évacuer des pièces ou déchets et ainsi économiser des gestes inutiles. Les plans de travail ont été percés afin que les pièces finies tombent dans un conduit qui les menaient vers une caisse en contrebas. Sur la ligne d’assemblage finale des lecteurs CD, l’ajout d’une table-guide sur une plieuse de tôles a permit de plier deux tôles à chaque passe, contre une seule à l’origine, doublant ainsi la capacité de pliage. Finalement, dans les derniers mois que je passais dans cette entreprise, le changement prenais une allure de rupture, on passait des longues lignes de production à de petites cellules autonomes.
Initier l’esprit KAIZEN
L’esprit Kaizen peut être initié de différentes manières. La plus commune est de mener des chantiers d’améliorations ciblées. Ceux-ci portent différents noms :
- Chantiers Kaizen
- Chantiers Hoshin
- Kaizen event
- Blitz Kaizen
- …
Les opérationnels sont invités à participer à une amélioration choisie par la hiérarchie et/ou l’animateur, le thème, l’objectif et le périmètre sont déterminés à l’avance. L’exercice est limité dans le temps et cours sur quelques heures (blitz) à quelques jours, généralement entre 3 et 5.
Les participants doivent comprendre la situation initiale au travers d’une rapide analyse, identifier les causes des limitations ou dysfonctionnements, proposer des solutions puis mettre en oeuvre celles retenues.
Limites de l’approche « travaux dirigés »
Les chantiers sont des travaux dirigés qui permettent d’initier les participants à l’analyse et la résolution de problèmes. L’amélioration consiste essentiellement à résoudre des dysfonctionnements ou à améliorer la performance – coût, qualité, délais – en réponse à un problème de manque de performance justement.
La participation de personnels de diverses fonctions et compétences permet de jouer les effets de synergie. Par ailleurs, le rythme de ces chantiers est soutenu dans un souci d’efficience : ne pas retenir les participants loin de leurs tâches habituelles trop longtemps et de ne pas laisser trop de temps à la réflexion, au risque de développer une résistance aux changements envisagés. Cependant, la durée, le rythme imposé et la forme de travaux dirigés limitent
l’apprentissage et l’appropriation individuels. Hors de ces chantiers encadrés, il y a peu ou pas d’opportunités pour les individus de développer leur esprit Kaizen. Ainsi la plupart des initiatives Kaizen que j’ai pu voir ne franchissent pas les limites de ces chantiers dirigés et encadrés.
Voir également à ce propose l’article critique raisonnée des kaizen events
Méthodes et outils de résolution de problèmes
En matière de résolution de problèmes il faut distinguer les méthodes structurées qui permettent de cerner et résoudre un problème et les outils spécifiques mis en œuvre au sein de la méthode.
- Les méthodes – PDCA – DMAIC – Rapport A3 – 8D – QRQC – CARRE D’AS;
- Les outils de résolution de problèmes – 5 pourquoi (video);
- Les Thinking Processes (pour problèmes complexes);
- S’assurer de la résolution du problème et de la durabilité de la solution avec QOS (Quality Operating System).
Méthodes de résolution de problèmes :quatre phases incontournables
Toutes les méthodes de résolution de problèmes s’articulent autour d’un nombre variable de phases ou d’étapes, parmi lesquelles comptent quatre incontournables qui peuvent se rapporter au rustique et très robuste PDCA.
PDCA
PDCA est formé des initiales des verbes d’action Planifier, Déployer, Contrôler, Ajuster ou Plan, Do, Check, Act en anglais. PDCA est une mnémonique rappelant la nécessité de prendre le temps de la structuration (Planifier) avant de se lancer dans la mise en œuvre (Déployer). En terme de résolution de problèmes, Planifier équivaut à poser des hypothèses dont la validité est vérifiée en phase de Contrôle. En fonction du résultat du contrôle, l’Ajustement est décidé : pérennisation de la solution, mise à l’épreuve d’une autre solution, etc.
La logique PDCA n’est pas réservée à la résolution de problèmes, on la retrouve en matière d’amélioration continue dans laquelle on enchaine des cycles PDCA pour améliorer en permanence.
DMAIC
DMAIC est lié à Six Sigma et reprend une logique analogue à PDCA en enchainant les cinq étapes de définition (Define), de mesure (Mesure), d’analyse des données (Analyze), d’amélioration ou de résolution (Improve) et finalement de validation de la solution au travers du contrôle (Control).
Rapport A3
Les rapports A3 ont été créés par Toyota et sont liés au Lean Management. Un rapport A3 est structuré selon la logique du PDCA et présente de manière synthétique toutes les phases. Le rapport synthétique doit tenir sur un papier de format A3, d’où son nom.
8D
La méthode 8D est issue et prisée dans l’industrie automobile et parfaitement générique et utilisable dans tout contexte. Les huit étapes fixent avec plus de précision encore comment aborder le problème :
- D – Initiation de la résolution de problèmes, constitution de l’équipe
- D – Décrire le problème
- D – Identifier et mettre en place des actions immédiates (Contention de la
non-qualité) - D – Déterminer les causes du problème
- D – Déterminer les actions correctives définitives et permanentes
- D – Mise en oeuvre des solutions
- D – Eviter la récurrence, la réapparition du problème ailleurs
- D – Féliciter l’équipe
QRQC
Formé des initiales de Quick Response Quality Control (parfois le dernier « C » est attribué à Check), QRQC est également originaire de l’industrie automobile QRQC est une approche en « réaction rapide » à des problèmes qualité et plus largement une posture managériale de vigilance et de réaction face aux problèmes en général. Par contraste avec d’autres méthodes de résolution de problèmes, le QRQC traite le problème sur le lieu même de sa survenue, car c’est là que se constatent les vraies anomalies, que l’on peut voir la vraie pièce ou machine incriminée. D’autre part le QRQC intègre la notion d’urgence, pour protéger le client contre toute conséquence et éradiquer rapidement le problème.
CARRE D’AS ou CARREDAS
Cet acronyme est formé des initiales des verbes d’action des 7 étapes :
- Choisir un problème
- Analyser le problème
- Rechercher les causes
- Rechercher les solutions
- Essayer / Tester les solutions
- Décider quelle solution mettre en oeuvre
- Appliquer la solution et Suivre les résultats
Ces sept étapes peuvent se résumer à quatre phases :
- i. choix d’un problème
- ii. recherche des causes
- iii. recherche des solutions
- iv. application / suivi
Les outils de résolution de problèmes
La boite à outils associée à la résolution de problèmes est richement garnie.
Chacun trouve rapidement le petit nombre d’outils favoris qui vont convenir dans la majorité des cas.
Hérités de l’age d’or du management par la qualité totale (TQM) on trouve les sept outils classiques de la qualité, dont la composition peut d’ailleurs varier selon les auteurs de sorte que produire une liste véritable devient délicat.
Dans mes modules de formation à la résolution de problèmes je retiens les six suivants :
- le brassage d’idées (brainstorming)
- le QQOQCP
- la représentation graphique (divers types de graphiques avec chacun leurs forces et faiblesses)
- le graphique de Pareto
- la matrice de décision ou vote pondéré
- le diagramme causes/effet
En outre et en préalable à toute tentative de résolution de problèmes, je recommande fortement une analyse Est/n’est pas afin de circonscrire le périmètre et la nature du problème à traiter.
5 pourquoi ?
Les cinq pourquoi sont une approche analytique consistant à poser de manière itérative la question « pourquoi » à chaque affirmation, dans le but de déterminer les causes racines du problème. Celles-ci deviennent apparentes au bout du 5è pourquoi, l’expérience montre qu’il est souvent difficile d’arriver au-delà du 3è.
Thinking Processes
Les Thinking Processes ou « manières de penser » sont liés à la Théorie des Contraintes et proposent des outils d’analyse de problèmes complexes par l’analyse des relations causales. L’enchaînement le plus naturel des différents outils, pour une analyse complète est schématisé ci-dessous.

Ces outils permettent notamment de mettre à jour des blocages dus à des politiques, des croyances, des mythes, des hypothèses erronées. Parmi eux, l’Evaporating Cloud, également appelé Conflict Resolution Diagram (CRD), peut être utilisé isolément. C’est un outil simple et puissant pour mettre en évidence puis régler les conflits qui sont des intérêts ou objectifs opposés. Les conflits sont le plus souvent basés sur des hypothèses ou croyances fausses. Il suffit de démontrer que ces hypothèses ne sont pas valides ou d’injecter une action qui en invalide une pour que le conflit « s’évapore ».
S’assurer de la résolution du problème et de la durabilité de la solution
Pour s’assurer de l’effet d’une solution dans le temps et constater la disparition des problèmes, un outil mixe le diagramme de Pareto et l’histogramme en un tableau de bord graphique, le Quality Operating System ou QOS. Le principe du QOS est expliqué dans la vidéo ci-dessous.
PDCA
PDCA est un acronyme formé par les quatre verbes d’action (anglais) « Plan, Do, Check, Act ». Derrière ces quatre lettres se cache le fondement de « l’approche scientifique » de l’amélioration continue et de la résolution des problèmes.
Les quatre phases du PDCA
Le PDCA rappelle la nécessité de respecter quatre phases dont ses initiales forment l’acronyme :
- Planifier ou Préparer : prendre le temps de la réflexion et de la construction de l’action que l’on s’apprête à mener.
- Déployer ou Déléguer les actions planifiées : c’est la phase action qui suit obligatoirement la préparation préliminaire.
- Contrôler les résultats au moyen d’indicateurs objectifs, de mesures, de données chiffrées dont la nature et les modalités de recueil ont été définies durant la phase de préparation.
- Adapter l’action si le résultat n’est pas conforme aux attentes, Anticiper la prochaine action pour corriger la trajectoire ou Aller plus loin si l’on enclenche une spirale d’amélioration continue.
Les quatre phases ou étapes forment un processus d’investigation et d’expérimentation. Si ce « protocole » est suivi scrupuleusement, avec une documentation soignée, c’est une démarche scientifique, formelle et rigoureuse.
Planifier
La planification ou préparation consiste à analyser les faits et données disponibles, puis de poser une ou plusieurs hypothèses quant à l’origine des écarts par rapport à une situation ou des résultats attendus, ainsi que des hypothèses quant à des solutions possibles.
Ces hypothèses doivent être documentées afin que l’ensemble du processus soit vérifiable, reproductible.
On planifie ensuite la mise à l’épreuve d’une solution pressentie en anticipant « comment » mener l’expérience, comment mesurer les effets, quels indicateurs ou grandeurs seront retenus pour servir de témoins.
Une fois l’expérience soigneusement préparée, on peut passer à la phase suivante.
Cette phase souvent sous-estimée est clé dans la qualité de la démarche. Elle évite la tentation de « sauter » à des solutions toutes faites ou à entretenir l’illusion que l’on a tout compris et qu’il n’y a plus qu’à…
Déployer ou Déléguer
Après la planification / préparation, on déploie la solution. Déployer est ici un choix personnel pour franciser le verbe anglais « Do ». Notons que la plupart des managers, encadrants ou responsables ne mènent pas eux-même l’expérimentation, d’où le verbe alternatif « déléguer », qui forme un autre bon substitut français à « Do ».
Contrôler
Une fois la solution déployée, il faut s’assurer des résultats qu’elle produit et les comparer par rapport à ceux attendus. Cette mesure des résultats est absolument indispensable. La délégation de la mise en oeuvre n’empêche nullement le contrôle par l’autorité qui délègue.
Adapter, aller plus loin
La quatrième phase exploite les résultats de l’expérimentation. Soit les résultats sont conformes à ceux attendus et on peut clore l’expérience, soit les résultats ne sont pas conformes et il faut adapter la solution, la changer et refaire une expérimentation. Dans le cas de l’amélioration continue, cette phase pousse à aller plus loin, ne pas se satisfaire des
résultats actuels.
En respectant ces phases, on obtient des résultats solides et durables, plus rapidement. Faute de respecter ces phases, les premières idées mises en oeuvre montrent rapidement leurs limites ou ne sont pas applicables car d’autres paramètres n’ont pas été pris en compte. Il faut alors essayer autre chose, le plus souvent dans l’urgence vu le temps déjà perdu.
Lorsqu’une solution semble convenir, on se rend compte que l’on n’a pas de moyen de prouver objectivement que la situation évolue durablement dans le bon sens. Si ce n’est pas le cas, ignorant quel paramètre influence le plus les résultats, on est quasiment retourné au point de départ.
Ainsi, pour éviter toutes ces déconvenues, la bonne approche consiste à prendre le temps de comprendre, d’élaborer un plan, de décider en groupe. Une fois ces conditions remplies, il n’y a plus qu’à appliquer les décisions sans perte de temps. Le paradoxe apparent, que bien des personnes ont du mal à comprendre, est qu’il faut d’abord accepter de prendre (et non pas perdre) du temps en préparation et réflexion pour gagner du temps ensuite.
C’est écrit !
La phase Planifier est à comprendre comme la formulation d’hypothèses pour résoudre le problème ou atteindre les résultats et objectifs souhaités. Ces hypothèses seront mises à l’épreuve lors du Déploiement, qui est la mise en oeuvre des solutions proposées. Cette mise en oeuvre doit se comprendre comme une phase de test, d’essai durant laquelle la solution mise en oeuvre est observée et mesurée.
Le Contrôle sert à piloter l’expérience et à mesurer les éventuels écarts par rapport aux objectifs. Au terme d’une période définie, les hypothèses ainsi mises à l’épreuve seront validées ou non lors de la phase d’Analyse et d’Ajustement en fonction des résultats du Contrôle.
Cette dernière phase est très importante pour verrouiller la boucle. Il est impensable qu’une modification puisse être introduite dans un système sans la certitude que la performance s’en trouve améliorée.
Cette séquence rigoureuse obéissant au cycle PDCA est décrite comme la méthode scientifique.
La métaphore de la roue
Les quatre phases du PDCA sont figurés par les quatre quadrants de la « roue du progrès », parfois appelée « roue de Deming ». La rotation horaire de la roue la fait gravir la pente du progrès, la pente figure l’écart entre la situation initiale et la situation finale améliorée.

Lorsque le tour de toue est complet, c’est à dire que les quatre étapes ont bien été suivie, mises en oeuvre, on place une cale afin d’éviter tout retour à la situation antérieur. On pérennise les résultats obtenus. Dans la réalité, la cale se matérialise par les standards, la nouvelle manière de faire ou les nouveaux paramètres que l’expérimentation réussie à permis de découvrir.
Variante SDCA
Dans la variante SDCA, le P de Planification/Préparation devient S de Standardisation. Dans cette phase, la définition et/ou mise en place d’un standard vise à se doter de conditions reproductibles, à stabiliser la situation, le procédé ou le processus pour pouvoir l’améliorer par la suite. La différence majeure avec le PDCA tient à ce que ce dernier vise plus à exploiter des améliorations potentielles ou à régler des problèmes, alors que le SDCA est centré sur la stabilisation.
Lean Entreprise
Intro
L’idée centrale du Lean est la recherche de la création de valeur maximale (la satisfaction du client) tout en consommant le minimum de ressources.
Une organisation Lean est capable d’identifier ce qui fait de la valeur aux yeux du client, concentre ses efforts à améliorer constamment ses processus afin de tendre vers la perfection : la création de valeur sans aucun gaspillage.
Lean raisonne selon les processus transversaux et non pas selon les organisations fonctionnelles en silos, car le flux de valeur se crée au travers des différents départements et services, le long de la chaîne des différents fournisseurs et contributeurs, jusqu’au client consommateur.
L’élimination des gaspillages le long des chaines de valeur plutôt que sur des points particuliers dans les processus permet de réduire les efforts de la main d’oeuvre, de réduire l’espace, le capital et le temps requis pour produire des biens ou des prestations.
Ainsi, les entreprises ou organisations Lean gaspillent nettement moins de ressources, génèrent moins de défauts et maitrisent bien mieux leurs coûts que les entreprises ou organisations gérées selon le mode traditionnel. Les entreprises Lean sont aptes à répondre à des demandes changeantes, gérer une large variété de produits ou services en maintenant en haut niveau de qualité, plus faibles coûts et plus rapidement.
Rubriques
L’idée centrale du Lean est la recherche de la création de valeur maximale (la satisfaction du client) tout en consommant le minimum de ressources.
Une organisation Lean est capable d’identifier ce qui fait de la valeur aux yeux du client, concentre ses efforts à améliorer constamment ses processus afin de tendre vers la perfection : la création de valeur sans aucun gaspillage. Lean raisonne selon les processus transversaux et non pas selon les organisations fonctionnelles en silos, car le flux de valeur se crée au travers des différents départements et services, le long de la chaine des différents fournisseurs et
contributeurs, jusqu’au client consommateur.
Retrouvez ici une initiation au Lean et aux concepts fondamentaux.
Lean, quelle définition ?
La question la plus basique à propos de Lean est probablement « quelle est sa définition ? »
Définir le Lean de manière synthétique et non ambiguë est un exercice difficile.
Trop synthétique, la définition est réductrice et potentiellement sujette à malentendus et/ou à interprétations
fallacieuses.
Trop explicite et elle risque de manquer de concision et donc être difficile à mémoriser et à restituer.
Jim Womack et Daniel Jones sont les « pères du Lean » en ce sens qu’ils ont popularisé le mot « Lean », synthétisé les principes et largement diffusé ces connaissances.
Pour Womack et Jones, le Lean est l’observation d’un système opérationnel au travers d’un prisme qui révèle la valeur, les flux, les potentiels pour tirer les flux et de tendre vers la perfection. Mais laissons les s’exprimer directement.
Définitions variables
La définition du Lean varie selon les différents auteurs et selon la période.
Après la grande période du management par la qualité totale (TQM) dans les années 1978-1985 (?) et la prise de conscience de la nécessité de raisonner en processus transversaux, Lean (on parlait plus de flux tendu) a été connoté « accélérateur de flux ». Le basculement de cette définition vers « l’élimination des gaspillages » s’est fait graduellement.
Propositions de définitions
Dans Lean Management, je propose la définition suivante :
Lean est un « système » visant à générer la Valeur Ajoutée maximale au moindre coût et au plus vite, ceci en employant les ressources juste nécessaires pour fournir aux clients ce qui fait de la valeur à leurs yeux.C’est une définition relativement concise et explicite, qui mérite d’être analysée et commentée en détail si nécessaire, pour bien faire comprendre la richesse qu’elle recèle.
Une définition alternative proposée dans le même ouvrage est :
Le Lean est une approche systémique pour concevoir et améliorer les processus en visant un état idéal centré sur la satisfaction du client, par l’implication de l’ensemble des personnels dont les initiatives sont alignées par des pratiques et principes communs.
Ces deux définitions se réfèrent à un système, qui est un ensemble d’éléments en interaction dynamique. Ce système poursuit une finalité : la satisfaction des clients (et plus largement des parties prenantes), afin d’assurer une prospérité durable à l’entreprise.
Si les clients sont systématiquement mis au cœur des préoccupations, c’est parce qu’ils injectent de l’argent frais. Cette injection ne fonctionne que si les autres parties prenantes contribuent, notamment les employés par la qualité de leur travail, leurs suggestions et capacités d’innovation.
Le système est coordonné, organisé selon un certain nombre de principes ou règles et soutenu par une riche boite à outils et méthodologies.
Proposition 3 :
Le Lean n’est pas simplement d’une collection d’outils ou de techniques mais une méthode globale de management et un cadre de référence qui permet de maintenir l’entreprise sous tension créative.
Par système ou systémique, il faut également comprendre « un tout ». Le Lean s’applique partout, par tous, intégralement.
S’il est possible de n’appliquer que certains préceptes et outils et que de manière localisée avec un certain succès, l’efficience maximale ne pourra toutefois n’être atteinte que si l’implémentation est globale, intégrale et complète.
Lean c’est la chasse aux gaspillages
Si l’éradication des gaspillages existants et l’évitement de gaspillages futurs sont une obsession en matière de Lean, résumer celui-ci à la seule chasse aux gaspillages est très réducteur. D’ailleurs « gaspillage » est un terme générique qui dans le contexte doit se comprendre comme un synonyme de dysfonctionnements ou encore de problèmes. (Lean Management, page 94)
Lean est trop souvent réduit à cette définition qui irrite les promoteurs du « vrai » Lean. En effet, la chasse aux gaspillages est perçue comme la réduction des coûts, une mesure destinée tantôt à améliorer (ponctuellement) des résultats tantôt à alléger les structures, sans pour autant remettre en question les causes qui sont à l’origine des résultats médiocres ou des structures trop riches.
La chasse aux gaspillages peut apparaître comme un « divertissement » utile et temporaire, une espèce de solution de secours tel un régime après un relâchement de la discipline diététique. Or dans l’un et l’autre cas on sait que le remède est illusoire car aucune cause profonde n’est remise en cause.
Ces mesures court-termistes contredisent en outre un fondement du Lean qui est de de viser l’atteinte d’un état idéal à long terme par des efforts constants et continus.
Le « vrai » Lean cherche à exploiter les leviers de croissance et non pas à réduire dépenses et ressources dans une recherche maladive de « maigreur », d’anorexie. Ainsi, le raisonnement par l’absurde montre qu’une organisation est infiniment Lean lorsqu’elle cesse toute activité, car alors elle ne consommera plus aucune ressource.
Les pièges de la concision
Les initiés entre eux peuvent se contenter de définitions très concises, car ils savent ce qui se cache derrière. C’est un peu comme pour un familier du métro parisien, voir la première page du plan replié évoque l’ensemble du réseau dont il a suffisamment de repères en tête pour que l’évocation « plan du métro » fasse du sens.
Evidemment il en est tout autre pour quelqu’un qui ne connait pas le métro et qui ne peut deviner la richesse du réseau sur la seule représentation de la première page. Pour lui, déplier le plan est nécessaire à sa compréhension.
Ainsi la définition « faire plus avec moins » est parlante pour les initiés, mais cette formulation minimaliste peut se révéler ambiguë et source de malentendu pour ceux qui reçoivent ce « message » la première fois.
On conçoit que sous la forme brute, pour celles et ceux qui seront exposés aux conséquences de la mise en oeuvre du Lean, le message n’est pas forcément compris, ne se présente pas de manière positive ni attractive. Retranscrit dans un langage plus opérationnel, « faire plus avec moins » se comprend bien souvent comme « travailler plus, plus vite avec moins de temps et moins de moyens ».
Si la formulation condensée est parfaitement exacte, elle mériterait d’être énoncée sous sa forme complète : « Produire davantage de valeur ajoutée en gaspillant moins de ressources ».
En voulant donner une définition synthétique ayant vocation à servir de mnémotechnique, ramener le Lean à cette expression dépouillée est extrêmement réducteur et terriblement ambiguë.
Il serait plus correct de dire « faire au plus juste », ce qui signifie :
- Produire bon du premier coup, sans pertes ni gaspillages,
- Supprimer l’inutile,
- Veiller au rendement des matières et des énergies, afin de ne pas en gaspiller,
- Veiller à la productivité main d’oeuvre et à la productivité des machines et des équipements, qui sont toutes des ressources précieuses, à capacité limité.
Que dit Jim Womack ?
Dans une interview lors de sa visite à l’entreprise Lantech, voilà comme Jim Womack répond à la question: « Comment pourriez-vous caractériser Lean thinking ? »
It is pretty simple. It’s all Lean is.
The question is how you do that?
Créer de plus en plus de valeur avec de moins en moins.
C’est-à dire moins de temps, moins d’espace moins d’erreurs C’est plutôt simple, c’est ce qu’est Lean.
La question est : comment faire cela ?
Que dit Daniel Jones ?
Lean is about a new business model that delivers far more superior performance for customers, employees, shareholders and society at large. Initially this superior performance delivers exactly what customer wants, without any problems, delays, hassles, errors and firefighting.
Very quickly it’s also freeing up the capacity to deliver a third or more value, from existing resources without additional costs.
Lean est un nouveau modèle d’organisation qui atteint des performances nettement supérieures pour les clients, les employés, les actionnaires et la société au sens large. Au départ, cette performance supérieure offre exactement ce que le client veut, sans aucun problème ni retards ni problèmes ou erreurs et sans « actions pompiers ».
Très vite, il permet également de libérer la capacité de créer un tiers de valeur ou plus, à partir des ressources existantes, sans coûts supplémentaires.
Une conclusion ?
Les quelques exemples ci-dessus illustrent la difficulté de s’accorder sur UNE définition du Lean, qui apparaitrait à la fois suffisamment concise ET explicite.
La rationalité de celui qui énonce la définition, son auditoire et les circonstances dans lesquelles la définition est énoncée conditionnent cette dernière.
Jim Womack donne une définition très courte, facile à mémoriser, de de façon quelque peu malicieuse ; quelqu’un de familier avec Lean la trouvera suffisante et pertinente, les autres seront très certainement interpellés par le paradoxe apparent ou la provocation qu’elle soustend.
Dan Jones répond de manière professorale et extensive, prenant le parti d’une approche quasi académique.
La difficulté d’énoncer une bonne définition est une chose, de se servir des raccourcis ou imperfections des définitions proposées pour alimenter son propre discours – anti Lean – en est une autre.
Les promoteurs auront à coeur de trouver la bonne formule qui énonce clairement ce qui est visé sans affoler les parties prenantes, les détracteurs sont laissés à leurs propres valeurs éthiques.
Les basiques du Lean
Les basiques du Lean en vidéo
Pour appréhender les basiques du Lean, je vous invite à visionner la vidéo ci-dessous, qui en moins de 30 minutes vous donne un panorama sur :
- La signification du Lean
- Ses origines
- La notion de gaspillages, les trois familles et les sept types
- Comment les mettre en évidence, au travers de quels outils ?
- Le Lean en conception ou l’intégration des leçons du Lean Manufacturing
- La confusion fréquente entre productivité et productivisme
- Lean n’est pas que faire des économies !
- Les racines japonaises du Lean, pourquoi ?
- L’arrivée du Lean en occident
- De l’âge des outils du Lean à l’âge du Lean Management
Toyota Production System
Le système de production TOYOTA est emblématique du Lean Manufacturing et le berceau de la plupart des meilleures pratiques et méthodes appelées un temps « japonaises ». Le « système TOYOTA » s’est fait connaître hors Japon lors de la crise du pétrole pétrolière de 1973.
Alors que ses concurrents se faisaient sévèrement malmener, Toyota tirait durablement son épingle du jeu. Cette bonne résistance focalisa l’attention des industriels de l’automobile sur le « cas Toyota ».
En Occident, c’est une étude du Massachusetts Institut of Technology (MIT) sur l’industrie automobile, publiée dans le livre « Le système qui va changer le monde » [WOM92] en 1980 qui fit connaître le nouveau système de pensée et impulsa un grand intérêt pour ces nouvelles méthodes.
Cet article est une analyse personnelle qui n’engage que l’auteur.
Il succède au modèle de FORD, et on parle de toyotisme après le fordisme et le taylorisme.
Aux débuts étaient les contraintes
[OHN78] OHNO ; Le Toyota Production System est né d’un besoin. A la fin de la seconde guerre mondiale, Toyoda Kiichiro, président de Toyoda Motor Company, déclara « Il faut rattraper l’Amérique en trois ans sinon, l’industrie automobile japonaise ne survivra pas. »
[OHN78] OHNO ; The Toyota Production System was born out of need. At the end of W.W.II, Toyoda Kiichiro, president of Toyoda Motor Company, said « Catch up with America in three years. Otherwise, the automobile industry of Japan will not survive
Au sortir de la seconde guerre mondiale, dans un pays en ruine, Toyota Motor Company doit faire face à toutes les pénuries, un marché national très fragmenté n’autorisant pas de grandes séries et une multitude de concurrents. Ces conditions « initiales » ont toute leur importance pour comprendre la voie suivie par les architectes du Toyota Production System (TPS). On trouve dans ces conditions initiales les prémisses de la Théorie des Contraintes, bien avant que Goldratt ne la formalise ;
- Un marché avec une capacité d’absorption limitée,
- Des approvisionnements incertains,
- Des moyens financiers et productifs très limités
OHNO : « Ce système de production est né dans un environnement japonais, parce qu’il ne pouvait probablement pas naître ailleurs. » (../..) « Aujourd’hui, les conditions d’une croissance économique lente sont partagées par tous les pays et toutes les entreprises. C’est la raison pour laquelle je pense que le système de production Toyota peut être considéré comme un système de conduite des entreprises industrielles susceptible de s’appliquer à toute espèce d’entreprise. »[OHN90]
Dans le contexte d’origine, toute ressource étant rare et précieuse, cela conduisit logiquement à en chercher son exploitation optimale, en éliminant tout gaspillage.
Les deux piliers du système de production Toyota
Taiichi OHNO : « L’idée de base du système Toyota est « l’élimination totale des gaspillages ». Les deux piliers sur lesquels repose cette idée, et qui permettent de la concrétiser, sont :
- la production « juste à temps »
- l »autoactivation » de la production
L’assemblage juste à temps d’une automobile signifie que chaque composant parvient à la ligne d’assemblage au moment voulu, et seulement dans les quantités voulues. Si cela peut se faire de proche en proche, à travers toute l’entreprise, celle-ci peut du même coup réaliser les conditions du « stock-zéro ». (…) Conformément à l’idée du « juste à temps », chaque poste de travail doit pouvoir prélever sur celui qui le précède dans le processus de production, les pièces dont il a strictement besoin. Dès lors, pourquoi le poste de travail amont ne se bornerait-il pas à produire les pièces qui lui ont été prélevées ?
L’autre pilier du système de production Toyota est l »autonomation ». Ce n’est pas l’automation ; c’est l « auto-nomation »; nous disons aussi « auto-activation ».
Il existe de nombreuses machines qui fonctionnent d’elles-mêmes à partir du moment où elles sont branchées sur une source d’énergie (ou activées). Leur inconvénient est qu’elles ne s’arrêtent pas nécessairement lorsqu’une situation anormale survient. (…) Avec les machines automatiques conçues pour la production de masse, on ne peut donc pas éviter non plus la production de masse de produits défectueux. (…) On entend, chez Toyota, par machine « auto activée », une machine équipée d’un dispositif d’arrêt automatique en cas d’anomalie. (…) Elles sont dotées de divers systèmes de prévention des productions défectueuses, dits aussi poka-yoke, ce qui leur confère des facultés d’intelligence. (…) C’est ainsi qu’il n’est pas nécessaire de maintenir un opérateur auprès de la machine tant que celle ci fonctionne normalement. C’est seulement lorsqu’elle s’arrête à la suite d’une anomalie que la machine nécessite qu’on s’occupe d’elle. Aussi un opérateur peut-il s’occuper de plusieurs machines, ce qui permet d’accroître considérablement l’efficacité de la production.
« L’esprit TOYOTA », Taiichi OHNO, Masson, Paris, 1990
Toyota Production System par Toyota
Les gaspillages
Les gaspillages sont indissociables du Lean. On fait très vite connaissance avec les sept « muda » et si ceux-ci représentent des potentiels de gains appréciables, ils ne forment qu’une des trois familles de gaspillages. Les deux autres sont les « muri » (surcharges ou déraisonnable) et les « mura » (la variabilité).
MUDA (Gâchis)
Probablement les plus populaires parce que les plus connus et les plus facilement appréhendables, les muda sont au nombre de sept :
- Gaspillages provenant de la surproduction
- Gaspillages provenant des temps d’attente
- Gaspillages occasionnés par les transports
- Gaspillages dus aux stocks inutiles
- Gaspillages dans les processus de fabrication
- Mouvements inutiles
- Gaspillages dus aux pièces défectueuses
Les sept types de gaspillages sont couramment appelés de leur nom japonais « muda », ce terme étant passé dans le langage commun des industriels. Les muda sont faciles à comprendre et relativement faciles à identifier par l’observation. La chasse aux muda est devenue une activité régulière, parfois même populaire dans les entreprises.
MURI
L’expression populaire « écraser une mouche avec un marteau pilon » traduit bien la notion de muri ; l’emploi de moyens surdimensionnés ou excessifs par rapport au besoin ou au résultat escompté. (…/…) Ainsi, immobiliser des caisses palettes de grande contenance pour stocker quelques petites pièces légères est un muri, le besoin de stockage pouvant être résolu avec des moyens moins coûteux unitairement et qui nécessitent de moindres moyens pour être déplacés ; portage manuel ou petit chariot au lieu de tirepalettes, voire recours au chariot élévateur. (…/…)
Muri c’est également la surcharge physique, la pénibilité, l’exposition au stress mental, qui conduisent à gaspiller l’énergie, la santé, le capital humain.
Quelques indices permettent de détecter ces muri :
- Les postures au travail, notamment en extension ou le buste penché,
- le dos courbé, la tête penchée, les rotations du buste, s’accroupir, etc.
- Pousser ou tirer fortement,
- Soulever des masses importantes,
- Répéter des postures et gestes fatigants,
- Déplacements latéraux, piétinements, marche inutile.
MURA, l’irrégularité, la variabilité.
La variabilité peut prendre des aspects multiples ; niveaux de remplissage de bouteilles différents, longueur de coupe qui varie, nuances de couleur entre peintures successives, etc.
Les caractéristiques physiques d’une matière première peuvent varier dans le temps ou en fonction des différents lots approvisionnés ; quantité, poids, longueur, texture, dureté, élasticité, etc.
Les réglages d’une machine peuvent varier dans le temps, les pratiques et gestes humains peuvent varier d’une personne à une autre et au fil d’une journée.
Les sources de variabilité sont innombrables et ces variabilités engendrent des gaspillages.
L’industrie cherche depuis toujours à réduire la variabilité au travers de standards, de la répétabilité et de la reproductivité des moyens de mesure, de la capabilité des moyens de production. Les variations et instabilités sont nuisibles parce qu’elles écartent les caractéristiques des standards définis ; ce que l’on obtient n’est pas tout à fait ce qui était prévu ni dans les temps ou les coûts définis.
MURA
Les à-coups, les ruptures de rythme, conduisent souvent à installer des « buffers », des stocks tampons afin de lisser les flux irréguliers.
Cette acceptation revient à créer des MURI et des MUDA.
L’approche japonaise cherche à éliminer les causes des irrégularités et non à les masquer.
En diminuant graduellement la taille des stocks tampon, on révèle les causes des irrégularités et on s’attache alors à les éliminer. L’idée de base et que tout flux de production doit s’écouler harmonieusement comme une rivière. Si des obstacles encombrent son cours, il faut retirer les obstacles et non pas rajouter de l’eau.
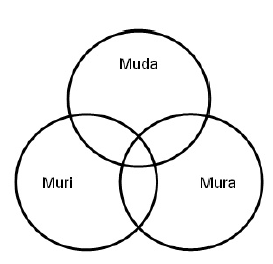
L’interpénétration, la simultanéité ou l’enchaînenement Mura, Muri, Muda
Les gaspillages se présentent sous trois formes ; Mura, Muri et Muda, qui sont parfois difficiles à discerner les unes des autres. En effet, certains gaspillages semblent à la fois relever des sept types de Muda mais pourraient être considérés comme une forme de Mura (variabilité), d’autres entraînent des discussions sur leur essence plutôt Muri (excès) ou Muda, et ainsi de suite, dans toutes les combinaisons qu’autorisent les trois types de gaspillages, comme le
montre le schéma ci-contre.
On peut également expérimenter un enchainement ou chaine de conséquences débutant par la variabilité de la demande en aval – généralement de la part du client (processus en aval ou client consommateur) – Mura qui se répercute par une forte demande ponctuelle que le fournisseur tente de satisfaire, acceptant ainsi une surcharge Muri, qui elle même génère une série de Muda. Ce phénomène est connu comme effet Forrester.
La notion de gaspillages en vidéo
En guise de conclusion
L’identification des gaspillages n’est pas évidente avant d’avoir été sensibilisé à leur existence et à leurs différentes natures.
L’important n’est pas la classification canonique des gaspillages, mais leur détection, leur traitement et idéalement leur éradication !
Muri, mura et muda, les familles de gaspillages selon Lean
Pour expliquer les familles de gaspillages selon Lean que sont muri, mura et muda, je reprends une illustration de mon livre « Lean Management » et la transforme en animation pédagogique.
Lean : pourquoi cette obsession des gaspillages ?
Le père fondateur du Toyota Production System, Taiichi Ohno expliqua le but poursuivi : « réduire la durée entre le moment où le client passe commande et le moment ou nous collectons le paiement. Nous réduisons cette durée en supprimant les gaspillages ».
Les gaspillages
Les gaspillages cités sont les activités sans valeur ajoutée, qui consomment des ressources sans ajouter aucune valeur au produit. Une analyse scrupuleuse a révélé trois familles de gaspillages (Muda, Mura, Muri), dont la plus connue est celle des muda, qui compte originellement 7 types :
- Gaspillages provenant de la surproduction
- Gaspillages provenant des temps d’attente
- Gaspillages occasionnés par les transports
- Gaspillages dus aux stocks inutiles
- Gaspillages dans les processus de fabrication
- Mouvements inutiles
- Gaspillages dus aux pièces défectueuses
Auxquels il est systématiquement ajouté un 8è : le gaspillage du capital humain, c’est à
dire le cantonnement des personnels dans des rôles d’exécution, sans les solliciter pour
améliorer, innover, etc.
Pourquoi se focaliser sur les gaspillages ?
La question n’est pas insensée : pourquoi chasser des gaspillages plutôt que d’ajouter de la valeur aux produits/services ?
Les ajouts de valeur requièrent des analyses et approches préalables — comme la conception à l’écoute du marché (CEM) — afin de développer des services ou des fonctionnalités que le client sera effectivement prêt à payer. De multiples échecs commerciaux sont dus à l’inadéquation de l’offre à la demande ou à l’indifférence des clients vis-à-vis d’un produit ou d’un service que ses promoteurs trouvaient particulièrement innovant ou performant. Même en prenant des précautions au travers d’enquêtes et de tests, des risques subsistent quant à l’acceptation effective des nouveaux services ou nouvelles fonctionnalités par la clientèle.
En outre, le levier de l’innovation et de l’enrichissement de l’offre reste réservé à un petit nombre de spécialistes, alors que les gaspillages dans les processus se trouvent partout et sont attaquables par virtuellement n’importe qui.
Dans le domaine de la production, les opérations à valeur ajoutée sont souvent déjà optimisées, sinon améliorées :
- temps de cycle
- rendement matière
- temps de main d’oeuvre
- taux de rebuts
- etc.
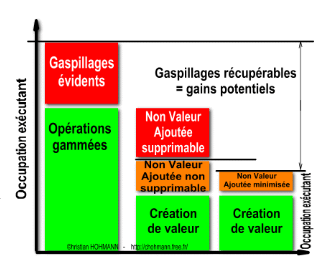
Les tâches à non-valeur ajoutée restent la plupart du temps ignorées alors qu’elles en représentent la plus grande proportion. La proportion de 1 à 2 % du temps à valeur ajoutée sur le temps de séjour total en atelier parait extrêmement faible, mais c’est bien une réalité.
Ci-dessous les résultats du suivi d’une pièce dans un atelier de pièces mécaniques.

Le temps de séjour total dans l’atelier est de 25 jours.
Durant ce temps, la pièce subit 14 transformations à valeur ajoutée durant un temps cumulé de 0,2 jours, ce qui donne un rapport temps à valeur ajoutée/temps total de l’ordre de 1%. Le complément du temps est passé en attente et 84 manipulations, prises, déposes, déplacements. Cette pièce, avec ses soeurs du même lot parcoure 1,82 km au sein de l’atelier, avant de le quitter.
La question initiale se résume dans ce cas à trouver à ajouter du temps à valeur ajouté :
- usiner davantage ?
- polir la pièce, alors que cela n’a aucun intérêt technique ?
- usiner plus rapidement ?
Le champs des gaspillages exprimé en temps représente près de 99% du total, un gisement plus facile à exploiter. D’autant que ceci n’est qu’un échantillon des gaspillages constatés en suivant la pièce dans son périple.
L’élimination des gaspillages conduit mécaniquement à l’amélioration des performances, à plus de satisfaction des clients en termes de qualité, de délais plus courts, d’une meilleure réactivité et d’un prix compétitif, ce qui renforce l’attractivité de l’offre existante. Ces caractéristiques doivent naturellement doper les ventes et par conséquent les revenus de l’entreprise.
La chasse aux gaspillages n’est donc pas une activité marginale que l’on réserve aux périodes de sous-charge mais bien un moyen offensif pour améliorer la position concurrentielle et, in fine, la croissance de l’entreprise.
Ne pas se tromper de cible
La vidéo ci-dessous rappelle qu’il faut bien cibler le périmètre des améliorations et ne pas se tromper de cible.
Stocks et métaphore de la rivière
La métaphore de la rivière est un classique du lean pour expliquer l’approche raisonnée qu’il faut avoir en matière de réduction des stocks.
Lors de la formation Lean Management que j’ai animée le 20 novembre 2015, les participants ne connaissaient pas ou souhaitaient un rappel sur cette métaphore.
Une version alternative est présentée ici:
Lean Thinking
Lean Thinking est le titre du livre de James P. WOMACK et Daniel T. JONES
Le lien « philosophique » fait avec les techniques opérationnelles du Lean, qui prévalaient jusque là, marque la transition entre l’âge des outils et l’âge du management.
Les auteurs y développent les cinq étapes fondamentales d’une démarche lean :
- Spécifier ce qui fait ou crée de la valeur pour le client
- Identifier le flux de valeur
- Favoriser l’écoulement du flux
- Tirer les flux
- Viser la perfection
Définir la valeur
Pour définir ce qu’est la valeur, il faut adopter le point de vue du client et se poser la question : Pour quoi (pourquoi ?) est-il prêt à payer ?
Réponse : Pour satisfaire un besoin. Rien que ce besoin.
Aucun client (s’il savait) n’accepterait de payer le surcoût des produits et/ou services qu’il achète pour compenser l’inefficience, les gaspillages et ratés de son fournisseur.
Il n’est pas forcément à payer pour une option ou un service additionnel qu’il n’a pas sollicité ou dont il n’a aucun besoin. Développer ces suppléments est une forme de gaspillage, car ils peuvent faire détourner les clients potentiels vers des offres concurrentes mieux en ligne avec leurs désirs.
Identifier le flux de valeur
Identifier la chaîne de la valeur dans l’entreprise, c’est identifier les processus mis en oeuvre, les enchaînements des diverses tâches et opérations servant à l’élaboration du produit ou du service, tel qu’attendu par le client en vertu de sa définition de la valeur.
Or toute activité subit des aléas, des dysfonctionnements et des problèmes. Elle est fatalement entâchée de gaspillages, qui ne créent pas de la valeur ajoutée mais sont consommateurs de ressources qui ralentissent les
flux et génèrent des coûts supplémentaires.
L’outil-roi pour cette analyse est le VSM (Value Stream Mapping), encore appelé MIFA (Material and Information Flow Analysis).
Identifier les opérations à valeur ajoutée c’est également identifier les opérations à non-valeur ajoutée, qui au sens du lean thinking ne sont que des gaspillages. Ces gaspillages vont focaliser toutes les attentions car les gaspillages sont des gains potentiels que l’on réalise si on les supprime !
Favoriser l’écoulement du flux
Une rivière au cours rectiligne s’écoule plus vite qu’une rivière avec de nombreuses méandres. L’eau de la rivière s’écoule plus vite dans un lit sans obstacles que dans un lit encombré de rochers, de troncs et autres débris. De la même manière, un flux de production ou un flux administratif s’écoulera plus facilement dans un processus rectiligne, sans boucles et sans obstacles.
Favoriser l’écoulement du flux c’est s’assurer que les opérations créatrices de valeur s’enchainent sans interruption le long du processus, que les produits porteurs de cette valeur ne subissent pas d’attentes ni de retours en arrière, ni circulation erratique.
Tirer les flux
Dans l’économie de pénurie, les producteurs poussaient leur production vers le marché, indépendamment des désirs et attentes des clients. Les besoins à couvrir étaient tels que les clients prêts à se contenter des produits offerts représentaient un marché insatiable. Depuis le basculement dans l’économie de l’offre, le marché très concurrentiel est saturé, les clients choisissent avec soin et « tirent » la demande. Désormais on ne peut plus économiquement pousser la production vers le marché et attendre le chaland, mais il faut attendre une sollicitation de la part du client et produire exactement selon ses voeux, afin d’être sûr de vendre.
Tirer les flux signifie produire des biens ou des services que si le client l’a explicitement demandé.
Viser la perfection
Une fois la dynamique de la transformation lancée, les opportunités d’éliminer de nouveaux gaspillages se dégagent chemin faisant, de nouvelles idées d’amélioration émergent. On rentre ainsi dans les cycles vertueux du progrès permanent, qu’il faut néanmoins s’employer à pérenniser.
Lean Management
Lean Management, la « suite » du Lean Manufacturing
Les nombreux retours d’expérience ont montré que le succès dans un déploiement Lean ne tient pas qu’à une boite à outils bien pourvue mais également et avant tout au système qui met ces outils en oeuvre. Le management constitue une des composantes fondamentales de ce système.
En effet, la masse de connaissances, d’informations, de publications et les accompagnements disponibles
n’ont pas suffit à dupliquer les succès des entreprises pionnières, preuve que le simple copier-coller et la mise en
oeuvre mécaniste des outils et méthodes ne peuvent produire les résultats attendus.
La compréhension de cette « autre dimension » permet de sortir de l’âge des outils pour entrer dans l’âge du
management, dans lequel la compréhension, l’acceptation, puis l’attitude des individus représentent les clés du succès.
Il ne s’agit plus de mettre en oeuvre des techniques dans le contexte habituel de l’entreprise, mais de transformer – au sens littéral – l’entreprise et ses employés.
Flux tirés pour les nul(le)s
Le principe des Flux tirés expliqués à l’aide de mouchoirs jetables.
Si j’ai besoin d’un mouchoir, je vais vers la boite et tire un mouchoir, l’utilise puis le jette.
Si la boite est vide ou presque vide, je me rends à l’hypermarché et achète une nouvelle boite, qui recomplète mon stock domestique.
Lorsque de nombreux clients auront pris des boites dans le rayon de l’hypermarché, le chef de rayon le remplira à nouveau à partir de son stock dans les réserves.
S’il commence à manquer de stock, il commandera des boites de mouchoirs à sa centrale d’achat, qui selon ses propres stocks en commandera ou non au fabricant.
C’est un flux tiré, car c’est la demande ou l’utilisation qui conditionne le transfert des mouchoirs et boites de mouchoirs, autrement dit le flux, le long de la chaîne d’approvisionnement (la Supply Chain pour les plus avancés des lecteurs).
Voici maintenant ce qui arriverait si ce flux était poussé : Les mouchoirs quitteraient leur boite pour venir vers moi, indépendamment de mes besoins (Si l’idée que les mouchoirs vivent leurs propre vie et se déplacent librement vous
gène, imaginons que ce soit mon épouse qui prise d’une crise de démence me poursuit pour me moucher de force).
Indépendamment du nombre de mouchoirs ou de boites de mouchoirs à ma disposition, l’hypermarché livrerait devant ma porte des palettes entières de mouchoirs.
Le livreur pose des palettes complètes, car c’est plus rationnel pour lui. Il le ferait le jour et à l’heure qui l’arrange lui. Il se fiche du client, il n’est qu’un maillon du flux poussé.
Le fabricant de mouchoirs ferait de même avec l’hypermarché. Pour que ce soit rationnel et économiquement le plus rentable pour lui, il livrerait la quantité annuelle en une seule fois, ce qui accessoirement générerait un bouchon de quelques kilomètres à cause des camions en attente de déchargement.
L’hypermarché n’aurait d’autre choix que de condamner une bonne partie de son parking pour stocker les mouchoirs.
Comme le gestionnaire des stocks ne tient pas à ce que les mouchoirs prennent la pluie sur le parking, ni priver les clients de place, il charge ses livreurs de poser rapidement des palettes complètes chez les particuliers et les hôtesses de caisse à mettre d’office une boite dans le chariot de leurs clients.
On a toujours besoin de mouchoirs chez soi.
Si.
Voilà pourquoi généralement les clients préfèrent les flux tirés.
Le tuyau de Gramdi
Le tuyau de Gramdi est une métaphore d’un processus défaillant qui nécessite l’application en synergie des principes de la Théorie des Contraintes, de Lean et de Six Sigma. Ce tuyau est l’invention de José Gramdi, enseignant chercheur à l’Université Technologique de Troyes (UTT). Je l’ai intégré dans mon livre Lean Management et utilise opportunément cette métaphore dans mes formations ou missions de conseil.
Lead time, cycle time, value added time
Le jargon Lean est riche d’expression anglaises et japonaises que l’on a intérêt à connaitre et utiliser pour comprendre et se faire comprendre. Dans cet article, j’explique la signification des différentes durées ; Lead time, cycle time et value added time.
Lead time
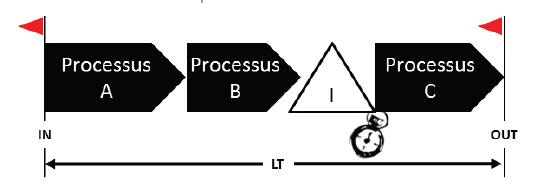
Lead Time désigne le temps de traversée d’un processus ou d’une chaîne de valeur.
Ce temps de traversée est mesuré depuis l’entrée dans le processus jusqu’à sa sortie.
En fabrication, on mesure à partir de la saisie de matière ou la pièce à l’entrée jusqu’à la sortie de la matière ou pièce transformée ou assemblée en sortie.
Dans un contexte de travail administratif ou tertiaire, cela peut-être le temps de traitement d’un dossier, depuis le début de ce traitement (instruction du dossier par exemple) jusqu’à sa clôture ou sa transmission.
Le Lead Time (LT) est généralement une estimation moyenne du temps de traversée, pour un produit conforme ne subissant pas d’aléa spécifique.
Dans la pratique, ce qui sort du processus doit être complet-conforme, on intègre ainsi dans la mesure du temps réel de traversée les éventuels retouches, attentes, refaisages, etc.
Le Lead Time peut être estimé par les données gammes, les temps théoriques successifs ou mesuré. La mesure peut se faire en suivant un produit, une pièce, un dossier ou une commande témoin.
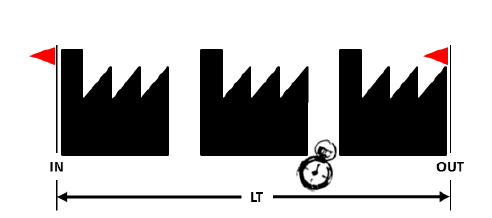
Une chaîne de valeur (Value Stream) est généralement composée d’une succession de processus. Le Lead Time dans ce cas désigne le temps de traversée de toute la chaîne. Si cette chaîne est composée de différentes sociétés, le LT de la même manière sera mesuré de l’entrée à la sortie.

Un processus peut comporter un ou plusieurs points de stockage dans lesquels les pièces/dossiers/commandes attendent. Comment mesure-t-on le temps de traversée d’un stock?
LT = Quantité moyenne en stock / demande moyenne par unité de temps.
E x e m p l e : Stock moyen = 100, consommation moyenne = 10/heure,
LT = 100/10 = 10 heures. Une unité se trouvant dans le stock y séjournera en moyenne 10 heures.
Rappel : un stock est symbolisé par un triangle (un tas…) marqué d’un I qui signifie « inventory » (stock).
Doot to Door (porte à porte)
L’expression door-to-door signifie porte à porte et figure le temps de traversée depuis l’arrivée à la porte d’entrée d’une usine (ou entreprise, organisme, hôpital..) jusqu’au quai d’expédition ou la sortie (livraison).

Profondeur apparente de processus
Lorsque l’on évoque la notion de Lead Time, il faut s’assurer que tous les interlocuteurs partagent la même compréhension, qu’ils considèrent les mêmes bornes les uns les autres. En effet, un responsable de production peut considérer le LT de son périmètre depuis la libération de la matière première jusqu’à la mise à disposition de la logistique (entrepôt) du produit fini. Un client peut lui considérer le LT comme le délai entre sa passation de commande et la réception en ses locaux. C’est ce que l’on désigne souvent sous le terme « profondeur apparente de processus », mais qui n’est pas nécessairement représentatif de la durée réelle de traversée.

Dans l’exemple ci-dessus, la fabrication de sous-ensembles est déclenchée sur prévisions (flux poussé) car sans cela les délais globaux seraient incompatibles avec les attentes du marché.
Les produits finis sont assemblés à la demande, à partir de sous-ensembles stockés (flux tiré).
Le client est servi au terme d’une durée plus courte que le Lead Time total. Pour lui la profondeur apparente est bornée entre sa passation de commande et sa réception de marchandise.
A quoi sert le Lead Time ?
Le temps de traversée est un indicateur usuel du Lean. La vitesse à laquelle on génère de la Valeur Ajoutée, des ventes, ou la vitesse à laquelle on récupère l’argent des ventes détermine la performance de l’organisation. Plus le temps de traversée est court, plus vite on va pouvoir mettre produits ou services à la disposition des clients, c’est le time-to-market. De la même manière, plus le temps de traversée est court, plus vite on va couvrir les frais engagés pour produire des biens ou services vendus, c’est le time-to-cash.
Pour réduire le temps de traversée, il n’est pas forcément nécessaire d’accélérer les opérations car une source de réduction de ce temps est l’éradication des gaspillages qui rallongent inutilement le processus.
Le Lead Time peut servir de révélateur de potentiels d’amélioration, au travers d’une cartographie VSM par exemple, et d’indicateur de pilotage des actions d’amélioration.
Cycle time (temps de cycle)
Le temps de cycle est l’intervalle de temps séparant deux entités ou événements successifs identiques dans un même processus. Le temps de cycle est par exemple le temps qui sépare deux boules de MIAM successives en sortie de mélangeur dans le schéma ci-dessous.

Le temps de cycle peut également être la durée séparant deux dossiers successifs instruits par des personnels administratifs. Cela peut-être le temps mis par un ouvrier pour achever un cycle de tâches et revenir à une opération clé qui est prise en repère, par exemple fixer une pièce à usiner sur la machine.
Il faut distinguer le temps de cycle machine ou « technique », généralement stable, du temps de cycle intégrant une interaction humaine. Cette dernière est généralement source de variabilité
A quoi sert le temps de cycle ?
Connaitre le temps de cycle, c’est connaitre la cadence et donc savoir dimensionner les ressources nécessaires pour faire face à un besoin ou connaitre la capacité de traitement d’un processus.
- Une machine qui « frappe » à 60 coups par minute produit une unité par seconde. Pour produire 1.000 pièces il nous faudra un peu plus de 16 minutes.
- Une assistante qui traite 30 dossiers par heures a une capacité journalière de 210 dossiers (sur la base de 7 heures utiles). S’il faut en traiter 600 par jour, il faudra donc au moins 3 assistantes.
Value Added time (Temps à Valeur Ajoutée)
La valeur ajoutée (VA) est une opération ou une transformation qui confère à une matière, un produit, un service, une valeur supérieure que le client est enclin à payer. Dans un cycle de transformation, toutes les opérations n’ajoutent pas de la valeur. Dans l’exemple de production de MIAM ci-dessous, le mélange d’ingrédients leur confère une valeur supérieure, mais le transport des boules depuis le mélangeur jusqu’à la formeuse n’ajoute aucune valeur (elle ne transforme pas la boule), bien qu’elle soit indispensable. Le formage qui donne une forme appropriée à la boule est une opération à valeur ajoutée, tout comme la cuisson dans le four. Le refroidissement n’est pas une génération de valeur, mais une opération techniquement nécessaire.
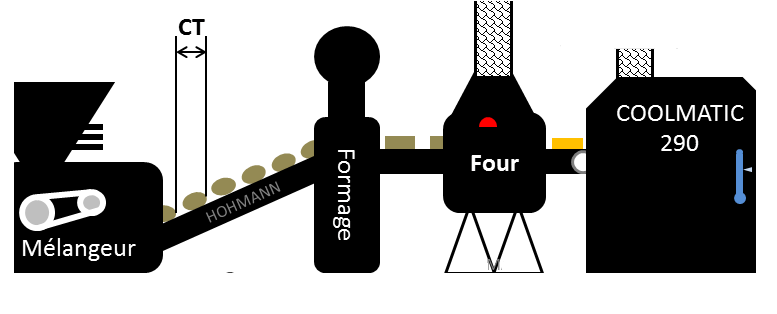
On voit ainsi que sur l’ensemble du temps passé par la matière à se faire transformer en délicieux goûter, seule une partie de ce temps peut être qualifié à Valeur Ajoutée.
A quoi ça sert ?
Le temps à Valeur Ajoutée ou le ratio VA/non-VA est un indicateur d’efficience. Il est particulièrement suivi dans les cartographies VSM pour déterminer la performance d’un processus et ses marges de progrès.
Takt time
Le takt time est la maille de temps unitaire disponible pour accomplir une tâche selon la demande client. Le takt est le rythme sur lequel il faut se caler pour se mettre en phase avec la demande. il se définit par le rapport :
Takt = temps disponible / nombre d’unités consommées ou vendues.
Les unités de temps doivent être cohérentes, en général on opte pour la maille de la journée et l’on exprime le temps disponible par jour, le nombre d’unités consommées ou vendues par jour.
Takt est un mot allemand emprunté au langage musical et désignant le rythme, la cadence, le tempo.
Exemples
A) Atelier
Soit un atelier travaillant en une seule équipe de 420 minutes par jour et un volume moyen de vente mensuelle de 16.800 unités, quelle est la cadence à laquelle il faudrait assembler une unité pour répondre à la demande (quel est le takt) ?
Temps disponible quotidien = 420 minutes,
Demande moyenne quotidienne = 16.800 / 20 jours ouvrés = 840 unités
Takt = 420 / 840 = 0,5 minutes ou 30 secondes par unité
B) Bureau
Temps de travail hebdomadaire = 35 heures
215 jours ouvrables par an
50 000 dossiers par an
Temps de travail quotidien = 35/5 = 7 heures.
Temps de travail annuel = 7 x 215 jours = 1505 heures
Takt = 1505 / 50 000 = 0,03 heure soit environ 2 minutes
Origine du takt time
Le principe du flux tendu suppose la synchronisation entre la demande des clients et la production des biens (ou l’accomplissement d’une prestation). Pour cela on considère le temps disponible pour produire et la demande moyenne sur un horizon temporel cohérent.
Intérêt et utilisation du takt time
Le takt time est une composante du flux tendu par lequel on évite lesm uda de surproduction entre autres. Il sert de cadence de référence pour le dimensionnement des ressources et les actions d’amélioration.
Le takt time représente la cadence idéale théorique pour se synchroniser sur la demande moyenne. L’idée est de produire une unité chaque fois qu’une unité est commandée.
Dimensionnement des ressources
A) En reprenant l’exemple de production précédent, sachant que le temps de cycle pour assembler une unité est de 180 secondes et que le takt est de 30 secondes, sur combien de postes faut-il répartir le travail ?
Postes = 180 / 30 = 6. Or la répartition du travail ne permet pas toujours une distribution égale des opérations sur les postes. Par ailleurs il faut intégrer les aléas et variations qui ne permettrons pas de maintenir constamment 30 secondes par poste qui est la limite. On rajoute donc un poste pour absorber tous ces phénomènes.
B) En reprenant l’exemple du travail administratif précédent, Les 50.000 dossiers / an nécessitent de traiter un dossier en un peu moins de 2 minutes. O si le temps moyen à consacrer à un dossier est de 10 minutes, il faudra multiplier les ressources pour absorber la charge. Cinq postes seront nécessaires.Vérification : Temps de travail annuel = 7 x 215 jours x 5 postes = 7.525 heures.
7.525 / 50.000 = 0,15 heure, soit 9 minutes.
Identifier les goulots et cibler les améliorations
Nous mettons en oeuvre la fabrication du cas A en répartissant les 180 secondes de travail sur 7 postes. Chaque poste dispose de 25,7 secondes pour achever son cycle pour un takt time de 30 secondes. Nous devrions donc pouvoir produire sans problème.
L’histogramme ci-dessous montre l’état d’équilibrage de la ligne et révèle que le poste nº4 nécessite 35 secondes pour achever son cycle. C’est le poste goulot.

Il faut trouver à améliorer les opérations pour que le poste n°4 soit ramené à 30 secondes au plus.
Équilibrer les lignes et ajuster le nombre de postes
Soit une ligne d’assemblage pourvue de sept postes, cadencée à 42 secondes et présentant le profil d’équilibrage suivant :
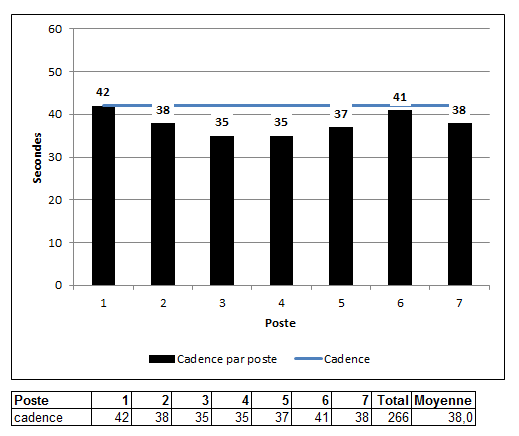
La cadence a été fixée en se calant sur le poste menant (le temps de cycle le plus long).
Une initiative Lean fait prendre conscience de la notion de gaspillages et de takt time, qui est de 50 secondes. Un nouvel équilibrage de ligne vise à garantir une production compatible avec le takt time et en engageant les ressources juste nécessaires.
Il est possible d’économiser un poste en enrichissant les six autres de ses tâches, tout en restant sous 50 secondes.

La nouvelle cadence de la ligne est fixée à 45 secondes, le poste nº7 est supprimé (dans cette configuration) et son titulaire affecté ailleurs.
Le takt time est ajusté en fonction des variations de la demande, par exemple des phénomènes de demande saisonnière ou lors de modifications de la demande en fonction du cycle de vie du produit ou de l’offre. Le takt time est néanmoins figé sur une période pour assurer une certaine stabilité (éviter les mura), on découple les variations à court terme par la technique du fractionnement-lissage (Heijunka).
Système Kanban et principe du supermarché
Un kanban (mot japonais) est une étiquette ou une carte portant des informations relatives au conditionnement (produit(s)) auquel elle est associée. Pour faire simple, nous prendrons l’exemple où le conditionnement
contient un seul produit, ce qui nous permet d’associer l’information du kanban directement avec le produit.
Règles de base :
Tout produit issu de la fabrication est forcément associé à un kanban et inversement
On ne fabrique un produit que pour l’associer à un kanban, autrement dit s’il n’y a pas de kanban en attente de produit, on ne fabrique pas !
Un kanban est soit physiquement avec le produit, soit à la fabrication. Corolaire : si un kanban n’est pas devant la machine pour indiquer qu’il faut produire, il est sur un produit.
Le consommateur qui prélève un produit laisse le kanban. Ce kanban isolé devient un bon de commande pour un nouveau produit destiné à remplacer celui qui vient d’être prélevé.
Fonctionnement du système kanban
- Pas de kanban à la machine signifie qu’il n’y a pas de commande, donc on ne fabrique pas.
- Kanban(s) à la machine signifie qu’il n’y a autant de commandes que de kanbans, donc on fabrique la quantité équivalente.
- Dès qu’un produit est fabriqué, on lui adjoint un kanban.

Si de nombreux kanbans se trouvent près de la machine, cela signifie qu’un nombre équivalent de produits a été prélevé par le consommateur.
Il est temps de refabriquer autant de produits.
Le supermarché
Le consommateur ou le personnel chargé du réapprovisionnement vient se servir dans le stock appelé « supermarché ». Celui-ci est figuré par des « étagères » dans les illustrations et dans les pictogrammes VSM.
Selon le cas, le personnel n’emporte que les produits, les kanbans restent sur place ou les kanbans des produits consommés sont renvoyés au processus fournisseur pour lancer le recomplément.
Dans la pratique, un supermarché contient plusieurs références différentes. Le gestionnaire va périodiquement inspecter l’état des rayons de son supermarché. Il récupère tous les kanbans isolés et les transmet à la fabrication. La fabrication voit ainsi l’état des commandes par référence et fabrique en fonction des kanbans transmis.
Comme dans un supermarché, la place dans les rayons est limitée. On ne peut y remettre de la nouvelle marchandise que si les consommateurs en ont emporté. Ce point est fondamental dans le concept de supermarché, car :
- on ne peut mettre en stock qu’une quantité limitée, destinée à couvrir les besoins réels des consommateurs,
- puis on recomplète le stock que des unités vendues / consommées
Flux tiré et système supermarché
Lorsqu’au sein d’un processus le flux ne peut être continu, il faut éviter de planifier individuellement l’activité de chaque section, mais déclencher les opérations par la consommation (le flux). En effet, le pilotage individuel des différentes sections mène le plus souvent à faire des prévisions locales, qui basées sur une vision partielle, conduit à des « mauvaises » décisions et des stocks en excès. La situation paradoxale souvent rencontrée est la rupture d’approvisionnement malgré l’excès de stocks ; « on a trop de tout, mais jamais ce qu’il faut ! ».
Pour lier en flux tiré les différentes sections, on installe des points de découplage à l’aide de supermarchés.
Introduction avec une analogie
Un bon exemple de système supermarché est le distributeur automatique, comme par exemple le distributeur de friandises.
Le principe est connu : une variété des produits est stockée en attente de consommation. Périodiquement, le personnel préposé au réapprovisionnement recomplète les stocks des quantités manquantes.
Dans un supermarché, la place est limitée et on ne peut stocker plus que ne l’autorise la capacité, d’où un effet de régulation. On ne peut surproduire et stocker.
Les emplacements du supermarché, le nombre de rangées en frontal et d’emplacements en profondeur, sont attribués en fonction des consommations.
Pour le distributeur automatique, les produits les plus vendus, à rotation les plus rapides se verront attribuer plus d’emplacements que les produits moins vendus, de manière à minimiser les pertes de ventes dues aux ruptures de stock entre deux tournées de réapprovisionnement.
Les supermarchés servant des points de consommation dans un atelier sont dimensionnés de la même manière.
Introduction avec une analogie
Un bon exemple de système supermarché est le distributeur automatique, comme par exemple le distributeur de friandises.
Le principe est connu : une variété des produits est stockée en attente de consommation. Périodiquement, le personnel préposé au réapprovisionnement recomplète les stocks des quantités manquantes.
Dans un supermarché, la place est limitée et on ne peut stocker plus que ne l’autorise la capacité, d’où un effet de régulation. On ne peut surproduire et stocker.
Les emplacements du supermarché, le nombre de rangées en frontal et d’emplacements en profondeur, sont attribués en fonction des consommations.
Pour le distributeur automatique, les produits les plus vendus, à rotation les plus rapides se verront attribuer plus d’emplacements que les produits moins vendus, de manière à minimiser les pertes de ventes dues aux ruptures de stock entre deux tournées de réapprovisionnement.
Les supermarchés servant des points de consommation dans un atelier sont dimensionnés de la même manière.

Découplage
Dans un contexte de flux tiré il peut paraitre étonnant d’installer un stock, cependant le flux continu n’est pas toujours possible :
- Deux étapes avec des vitesses très différentes nécessitent d’être découplée avec un stock tampon qui régule le flux malgré la différence de vitesses.
- Une ressource unique servant différents processus ou à de multiples produits traitera des lots et nécessitera des temps de changement entre chaque lot, d’où la nécessité d’installer un stock tampon devant une telle ressource.
- Il est insensé d’opérer pièce à pièce pour certaines opérations, comme par exemple l’expédition à un point distant. Dans un tel cas, on regroupe des quantités suffisantes / convenues pour que l’opération soit déclenchée lorsque le seuil est atteint (camion complet par exemple).
Dans l’exemple, la machine HOHMATRON V400 traite le lot rouge et dispose des autres lots en attente dans le supermarché. Le processus amont peut voir l’emplacement réservé à la référence Rouge vide, ce qui est un signal visuel pour lancer un recomplément.
Pilotage par la demande
Le supermarché « appartient » au processus qui livre. Celui-ci ajuste ses livraisons en fonction de la consommation, d’où la fonction de pilotage du supermarché. Il est recommandé d’installer le supermarché à proximité du fournisseur afin que celui-ci conserve une perception visuelle de la consommation. Il est cependant parfois plus judicieux de placer le supermarché auprès du point de consommation.
Pour réapprovisionner le supermarché deux approches génériques sont possibles : le recomplément périodique et le système kanban.
Le recomplément périodique consiste à remplir les emplacements du supermarché jusqu’au maximum, remplaçant ainsi ce qui a été consommé.
Si le supermarché n’est pas en vue directe du fournisseur, cela suppose que l’approvisionneur parte en tournée avec l’équivalent du stock maximum pour chaque référence. Rappelons que le système supermarché est fait pour éviter de faire des prévisions.
En industrie, cette solution est particulièrement utilisée pour des fournitures et consommables de petits volumes et faibles valeur : visserie, quincaillerie, accessoires, lubrifiants, colles, etc.
Le système kanban recoure à des cartes qui portent les informations utiles. Les étiquettes correspondant aux pièces ou matières utilisées sont collectées lors de la tournée, rapportées au fournisseur, qui prépare le recomplément en fonction des indications sur les cartes kanban. La tournée suivante servira à la livraison et à la récupération des cartes kanban des consommations intervenues durant l’intervalle.
Ces tournées de livraison-collecte de données sont souvent appelées tournée du laitier (milk run en anglais).
Les cartes kanban peuvent être dématérialisées et transmises électroniquement, ce qui rend le système plus réactif qu’avec la tournée du laitier.
En complément, la vidéo ci-dessous explique le principe de base des systèmes kanban.
Obeya ; la grande salle, war room ou show room
Obeya fait partie du vocabulaire japonais popularisé par le Lean. C’est un espace vers lequel convergent toute une série d’informations que les parties prenantes d’un projet peuvent partager, analyser, discuter, se servir pour décider, résoudre des problèmes, manager le projet, en tirer des leçons, etc.
On présente fréquemment cette “salle des opérations” comme son équivalent militaire (fréquemment évoquée comme une war room), un centre de commandement dédié à un projet.
Littéralement “grande salle” (“Heya”, la salle précédé du préfixe “O” pour “grand” devient “beya” lorsqu’employé en mot composé, d’où O-beya).
De la nécessité d’une Obeya
Lorsque l’on mène un chantier sur un périmètre restreint, telle qu’une ligne de production ou un atelier, un espace de communication est souvent suffisant pour que les parties prenantes puissent consulter des documents, des graphes, des fiches et échanger au plus proche du terrain.
Lorsque le périmètre est plus vaste, voire concerne toute une chaîne de valeur au-delà des limites de l’entreprise, une salle projet dédiée fait sens. La naissance du principe de l’Obeya remonte au projet de développement de la Prius de Toyota, tel que rappelé dans cet excellent article de Régis Medina et Sandrine Olivencia et repris sur le blog d’operaepartners : https://blog.operaepartners.fr/2019/01/08/la-vraie-force-dune-obeya/
La fonction première de l’Obeya, selon les auteurs, n’est pas le pilotage du projet mais l’alignement des parties prenantes, la compréhension commune, la levée des ambiguïtés, etc. résumée par une finalité prioritairement orientée vers le “discovery” et ensuite sur le “delivery”.
Quiconque a œuvré dans le management de projets et/ou le développement produit processus a pu voir à quel point les informations incomplètes, fragmentaires ou mal formulées nuisent à la fluidité des tâches et nécessitent de fréquents allers-retours et questionnements des pourvoyeurs d’informations.
En cours de projet, les demandes d’évolutions, de changements ou l’introduction d’options peuvent en perturber sérieusement l’avancement. Le partage entre tous les acteurs clés permet de réguler les demandes intempestives et faire comprendre à tous les implications des changements demandés.
En rassemblant les parties prenantes dans un même espace, la nécessité de veiller à la qualité et la complétude des livrables à chaque étape et par tous devient évidente.
L’Obeya se base en outre sur le management visuel.
Le partage d’information et la mise en commun se fait par des réunions périodiques et en présentiel dans l’Obeya, ou depuis la popularisation des outils de communication tels que Skype, Teams, Zoom et autres outils de management de projets tels que Trello et équivalents, par des réunions mixant présentiel et distanciel.
Les versions modernes et “riches” des obeya concentrent des imprimantes (éventuellement 3D), des écrans grand format, des équipements de vidéoconférence, des tableaux blancs interactifs, etc.
Une fois les phases exploratoires initiales passées, l’Obeya sert également de centre névralgique pour le pilotage et les revues de projet. C’est dans cette phase que la résolution de problèmes prend une part relativement plus importante.
Comment mettre en place une Obeya ?
La mise en place d’une Obeya devrait répondre à un besoin et non pas être considéré comme une figure imposée du Lean Management. En effet, dans certaines petites unités un espace de communication plus modeste est suffisant pour remplir la fonction d’Obeya.
Une analyse rationnelle basée sur la déclinaison des besoins pour atteindre l’objectif peut être un bon début. Voir à ce propos le Goal Tree.
La périodicité des revues est elle également fonction des besoins ou des habitudes. S’il existe déjà des rituels, dont le rythme donne satisfaction et auxquels on souhaite donner un nouveau format, autant conserver la périodicité habituelle. Si ce n’est pas le cas, il faut adapter le rythme pour qu’il fasse sens avec la finalité visée.
L’Obeya peut servir de lieu d’échange pour des brefs points quotidiens tout comme pour des échanges hebdomadaires plus formels et un peu plus longs. Enfin, pour les organisations qui suivent une charte projet avec des jalons, les revues de projets sont déclenchées de manière événementielle, à l’atteinte du jalon.
Comme pour la majorité des outils et méthodes du Lean, l’Obeya se prête à l’expérimentation, à l’apprentissage par essais successifs, au raffinement au fil du temps et des expériences.
La mise en place par copier-coller d’une autre organisation n’est pas nécessairement une bonne option, car celle-ci répond à ses propres besoins, qui peuvent être très différents.
Du juste nécessaire au trop plein d’inutile
En partie par souci de bien faire, en partie par manque d’expérience et peut-être pour en mettre plein la vue aux visiteurs, de nombreuses Obeya sont transformées en véritables showroom, manquant de surfaces verticales pour tout afficher.
La tentation est fréquemment grande de couvrir les murs avec un maximum de graphiques, tableaux de bord, dessins, plans et autres documents. Le paradoxe étant que dans un contexte qui se veut Lean, on s’éloigne du juste nécessaire pour favoriser le trop plein d’inutile.
Pire, à la lecture un tant soit peu attentive des affichages, on voit que nombre de documents sont obsolètes, les tableaux de bord ne sont pas à jours, que les points problématiques n’ont pas été formellement adressés et perdurent, que les réunions périodiques n’ont pas toutes eu lieu, etc.
Ces exemples ridiculisent leurs créateurs et les personnes en charge, ils devraient être des rappels ou avertissements que tout ce qui est mis à l’affichage est destiné à être.. vu ! et par conséquent se doit d’être à jour, cohérent, représentatif, pertinent, etc.
Lean Office, Lean dans les bureaux et activités tertiaires
Les principes Lean sont très connotés industrie manufacturière et si leur origine se situe dans les ateliers de production industrielle, ces principes sont parfaitement transposables aux activités administratives et tertiaires.
Celles-ci mettent en oeuvre des processus, produisent et/ou traitent des données, effectuent de nombreuses tâches qui elles-mêmes ne sont pas toutes à valeur ajoutée.
Les activités administratives et tertiaires
Parce que pendant longtemps le travail « de bureau » était considéré lié à la compétence personnelle, y compris celle d’organiser son propre travail, et que l’univers dans lequel il s’exécute (le bureau, les meubles, les classeurs, l’ordinateur…) est traditionnellement considéré comme un espace quasi-privatif, peu de procédures et modes opératoires l’ont régi.
Désormais soumis, comme les activités industrielles et commerciales, à la pression de la concurrence, le travail administratif cherche à mesurer sa productivité puis à l’améliorer.
Les flux administratifs sont essentiellement des flux d’informations et quelques flux physiques résiduels tels que les transferts de dossiers, formulaires, l’archivage papier, etc.
Le déploiement du Lean dans les bureaux, qui prend souvent l’appellation de Lean Office ou Lean Administration, produit les mêmes effets que dans les ateliers :
- temps de traversée du processus raccourcis, meilleure réactivité, temps de réponse plus courts;
- meilleure réactivité, meilleure efficience;
- moins d’erreurs, processus plus fluides, moindre stress : réduction des encours (dossiers en retard) et des tâches à faible valeur ajoutée;
- accroissement de la satisfaction des clients / bénéficiaires
- ajustement des effectifs et des compétences et la réaffectation possible à des ressources libérées à des travaux de plus forte valeur ajoutée
- externaliser ou faire sous-traiter les tâches à faible valeur ajoutée
- redéfinir les profils requis pour les futurs recrutements
Gaspillages dans les bureaux
Les sept types de gaspillages (muda) se retrouvent également dans ce type d’activité et leur transposition est relativement aisée.
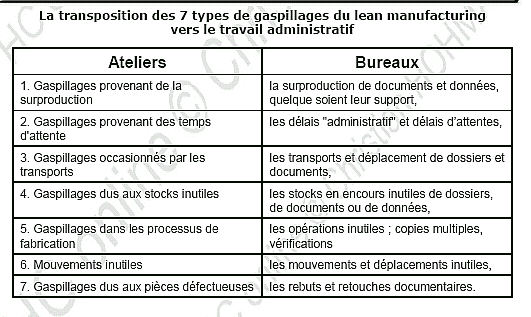
Les activités de développement (conception de produits, procédés ou logiciels) étant largement dématérialisées, ces activités peuvent s’assimiler à un travail « de bureau » et inversement. Pour cela, je vous recommande de voir également les gaspillages en développement.
Commencer par les 5S
Le déploiement des principes du Lean dans les bureaux gagne à commencer par les 5S qui permettent de rendre l’environnement et les postes aptes à l’exécution efficiente des tâches, à un travail de qualité dans de bonnes conditions. Il s’agit notamment d’épurer cet environnement et de ne conserver à proximité que ce qui est nécessaire à l’exécution du travail. Ce qui est conservé est ensuite rangé et arrangé afin que l’on puisse le (re)trouver plus facilement, distinguer si ce que l’on cherche est bien là et dans quel état. On définit ensuite des règles (« de vie ») communes et on les adaptera aux besoins et en fonction des progrès.
Standardiser
Quand bien même ce verbe n’est pas populaire dans les activités administratives et tertiaires, il est nécessaire de standardiser un certain nombre de tâches, de documents, de formats, etc.
Dans les faits, c’est souvent déjà le cas avant le déploiement des principes du Lean. Cependant il est nécessaire d’aller plus loin dans la standardisation de l’exécution, la manière de faire, comme par exemple pour l’émission de factures ou la vérification de dossiers. Cette unification est bénéfique pour réduire les erreurs, les temps de recherche, favoriser le partage entre collègues, etc.
L’analyse des processus et tâches est un excellent révélateur des améliorations potentielles et des dysfonctionnements. L’outil-roi pour tracer la cartographie des opérations est le Value Stream Mapping (VSM).
La boite à outils lean
La matrice gain-effort
La matrice gain-effort n’est pas à proprement parler un outil Lean, mais on s’en sert fréquemment durant les chantiers d’amélioration pour sélectionner les actions selon leur impact en termes de gain comparativement à l’effort requis pour les mettre en oeuvre.
S’entraîner à observer les gaspillages Lean au restaurant
Si contrairement à moi vous n’avez pas une profession qui vous amène fréquemment à visiter différentes entreprises, vous pouvez profiter des vacances pour vous entraîner à observer avec un regard lean comment se passe le service dans les restaurants que vous fréquentez.
Observer le service dans un restaurant est un excellent substitut pour celles et ceux qui n’ont pas, dans leur contexte professionnel, suffisamment d’opportunités pour observer et exercer leur capacité d’analyse critique. Profitez de votre position de client pour observer le nombre de déplacements inutiles, le manque d’attention aux détails, la qualité de service, la politesse, la rapidité du personnel dans les restaurants que vous fréquentez.
Lean : et si l’age des outils n’avait pas précédé l’age du management ?
L’âge des outils correspond, selon Jim Womack, à la période de 1990 à 2006 durant laquelle les entreprises occidentales découvrant le Lean ont cherché à copier le modèle Toyota en déployant des outils et méthodes.
Certes, la mise en œuvre de ces outils permettait d’obtenir des résultats intéressants, mais néanmoins inférieurs à ceux de leur modèle et généralement peu durables.
Jim Womack a été l’un des analystes qui ont découvert que la clef du succès par le Lean ne tient pas uniquement à une boite à outils bien garnie, mais également à une manière de voir et de penser [1], q, qui permet d’utiliser les outils correctement et surtout à bon escient.
La reconnaissance de l’importance du facteur humain, sous-estimé jusqu’à récemment, fait émerger l’âge du management Lean.
Celui-ci correspond à une compréhension plus profonde des principes, qui, correctement appliqués, amènent des résultats à la fois concrets et durables.
Avec le recul, on peut se dire « quel aveuglement ! » lorsque l’on pensait que les succès japonais et principalement ceux de Toyota n’étaient dus qu’à des outils et des méthodes.
Comme d’habitude, il est facile de refaire l’histoire après coup.
L’expérience, le rôle et les apports de Jim à la communauté l’autorisent à se moquer (gentiment) des entreprises qui sont toujours coincées dans l’âge des outils, dans le but de leur faire franchir le pas vers l’âge du management Lean.
Mais à bien y réfléchir, le passage par l’âge des outils n’est-il pas indispensable ?
En effet, comment auraient réagi les entreprises pionnières occidentales si on leur avait expliqué que la clef de leurs succès futurs est une nouvelle manière de penser, qu’elle tient dans la rigueur de l’application de cinq ou douze principes en rupture avec la culture industrielle dominante ?
Qu’auraient pensé les top décideurs si on leur avait enjoint déformer des individus et des équipes exceptionnels qui appliquent la philosophie de l’entreprise ? ou de respecter le réseau de partenaires et de fournisseurs en les encourageant et en les aidant à progresser ?
Aujourd’hui ces deux principes, tirés de la liste de G.Liker font du sens (même s’ils ne sont pas toujours suivis), mais en 1980 ?
Qu’auraient-ils répondus si on leur avait prédit que leurs succès futurs dépendaient d’une quête quasi spirituelle du dépouillement, de l’ascèse et de l’éradication des problèmes ?
Ils auraient crié à la menace sectaire ou au prosélytisme sournois des envahisseurs nippons.
Le passage par l’âge des outils a délivré les preuves que d’aborder l’organisation de la production de manière différente apporte des résultats très intéressants. Ce n’est que devant les limites de cette approche que les managers, mis en appétit puis rassurés par des résultats tangibles, se sont intéressés à les pérenniser et à aller plus loin encore. Ils étaient mûrs alors pour entrer dans l’âge du management.
Si aujourd’hui les suiveurs passent eux aussi par leur âge des outils sans brûler cette étape, il me semble que leur démarche est compréhensible et respectable. En effet, elle leur permet d’expérimenter par eux-mêmes, de se rassurer, puis d’accepter d’entrer dans une « dimension supérieure ».
Bien sûr, il ne s’agit pas de rester « coincé » dans le confort illusoire de l’âge des outils. Pas avec des hyperconcurrents sur les talons, ni si l’on vise l’atteinte d’objectifs ambitieux.
Néanmoins, si l’age des outils n’avait pas précédé l’age du management le Lean n’aurait peut-être jamais pris pied en occident, n’aurait pas suscité autant d’intérêt ni connu le succès qui est le sien.
[1] James P. WOMACK et Daniel T. JONES, « LEAN THINKING : Banish Waste and Create Wealth in Your Corporation », , Simon & Schuster 2003 (deuxième édition).
Techniques de productivité
Les techniques de productivité empruntent des principes et outils du Lean ou Six Sigma entre autres, afin de résoudre des problèmes ponctuels de productivité.
Il existe près d’une centaine d’outils et méthodes disponibles pour améliorer les opérations et la productivité. La distinction entre outil, méthode, philosophie ou encore « approche » est parfois délicate et alimente des débats passionnés. Certains sont très spécifiques, d’autres plus versatiles et multi-usage.
Au quotidien, un responsable opérationnel va en utiliser une petite dizaine environ et en activera d’autres opportunément.
La sélection ci-dessous est celle présentée dans mon livre.


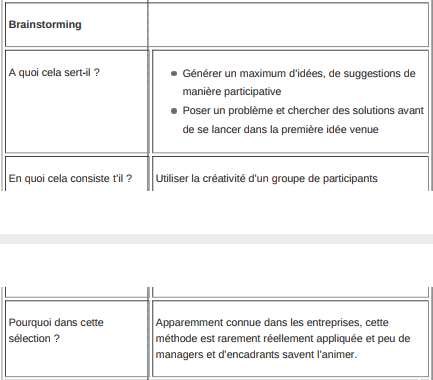


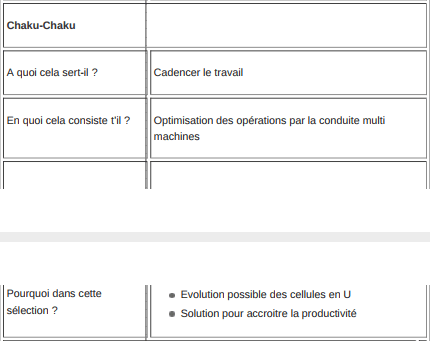

VSM, la cartographie des flux
La cartographie des flux est devenue un outil d’analyse incontournable pour révéler les dysfonctionnements ou les gisements d’amélioration.
La cartographie VSM (Value Stream Mapping) décrit le flux physique et le flux d’informations associé. elle obéit à des conventions de représentation qui rendent la lecture aisée et rapide pour tout initié.
Les cartographies
Les cartographies doivent documenter les opérations telles qu’elles sont effectivement exécutées et non pas comme les procédures les prévoient. En effet, les déviations ou différences de pratiques introduisent de la variabilité, dérogent au standard et entraînent le plus souvent des gaspillages.
Les cartographies doivent être établies avec les acteurs du terrain, afin de capter la réalité des opérations, mais aussi de les associer à cette visite critique avant de les inviter à améliorer le processus.
L’élaboration d’une cartographie est un travail d’investigation, d’analyse de détails, de synthèse et de reformulation. Le praticien procède par interviews, par animation de groupe et par l’observation directe des opérations.
Il faut régulièrement inviter les acteurs du terrain à visiter la cartographie, à la compléter, la corriger et finalement à la valider.
VSM, outil roi du Lean
La Cartographie Value Stream Mapping a été popularisée par Mike Rother au travers de son livre didactique « Learning to see ». C’est un outil Lean « relativement » récent, dérivé du MIFA (Material and Information Flow Analysis) de Toyota.
Un (une ?) VSM consiste à retracer le flux physique des matières, pièces ou produits le long du processus, tel qu’il est, avec toutes les péripéties, aléas et déviations tels qu’ils apparaissent dans la réalité. Sur la même cartographie sera tracé le flux d’informations correspondant, qui peut se matérialiser par :
- ordres informatiques
- passation de commandes
- échanges d’e-mails
- échanges téléphoniques,
- etc.
Les étapes, transferts, déplacements et échanges sont figurés par des pictogrammes qui les symbolisent, ce qui rend la lecture – une fois les clés de lecture comprises – simple synthétique, rapide et offre une vision transversale et étendue de l’état actuel du processus.
Les pictogrammes sont complétés par quelques informations concises telles que capacité de chaque ressource, niveau de performance maitrisé, niveau des stocks, demande moyenne, temps de changement de séries, etc.
En outre, on reporte sur la cartographie les dysfonctionnements, les améliorations potentielles, l’identification de gaspillages.
Une ligne du temps indique le temps de traversée (Lead Time, LT) du processus, ainsi que le rapport temps de valeur ajoutée sur temps total.
Notons que la déclinaison VSM administratif existe pour cartographier le travail dans les secteurs de services, les tâches administratives, etc.
On comprend qu’un tel outil soit rapidement devenu un outil-roi au service du Lean.
Les étapes, transferts, déplacements et échanges sont figurés par des pictogrammes qui les symbolisent, ce qui rend la lecture – une fois les clés de lecture comprises – simple synthétique, rapide et offre une vision transversale et étendue de l’état actuel du processus.
Les pictogrammes sont complétés par quelques informations concises telles que capacité de chaque ressource, niveau de performance maitrisé, niveau des stocks, demande moyenne, temps de changement de séries, etc.
En outre, on reporte sur la cartographie les dysfonctionnements, les améliorations potentielles, l’identification de gaspillages.
Une ligne du temps indique le temps de traversée (Lead Time, LT) du processus, ainsi que le rapport temps de valeur ajoutée sur temps total.
Notons que la déclinaison VSM administratif existe pour cartographier le travail dans les secteurs de services, les tâches administratives, etc.
On comprend qu’un tel outil soit rapidement devenu un outil-roi au service du Lean.
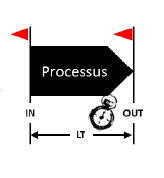
Cartographier
Le principe du VSM est de suivre un produit ou une prestation tout au long du processus et de le documenter, en récupérant des informations fiables, telles que :
- quelles sont les tâches exécutées,
- la nature et les quantités d’informations échangées,
- quels sont les temps de cycles, les durées de changement de série, les lead times, les temps d’attentes,
- les tailles de lot, les stocks et en-cours,
- la performance vs sous-performance des processus,
- taux de qualité vs non-qualité
- la ressource humaine affectée, sa productivité, l’absentéisme
- …
Les stocks (y compris les tampons ou buffers) sont particulièrement intéressants à identifier dans une approche lean. Ils sont valorisés en nombre de pièces ou en temps de couverture.
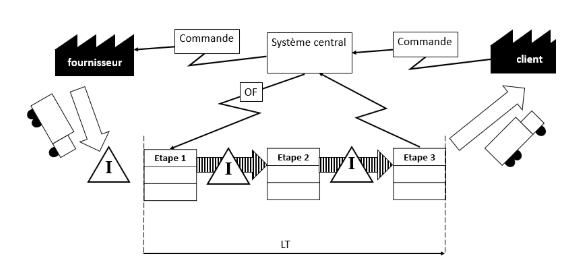
Une cartographie bien faite s’attache à décrire le processus tel qu’il est en réalité, et non comme les procédures disent qu’il devrait être ! Pour cette raison, il est recommandé de travailler sur le terrain, au plus près de l’exécution, avec les acteurs concernés.
Participer, comprendre et partager.
Les cartographies sont des supports très utiles qui permettent:
- de partager la vision et/ou la connaissance d’un processus entre toutes les parties prenantes,
- de travailler sur les dysfonctionnements, gaspillages et potentiels d’amélioration, parmi lesquels les goulots d’étranglements, les ressources insuffisamment flexibles, les changements de série longs, etc.
- de communiquer vers les collègues, la hiérarchie…
Il est fréquent que les différents acteurs du système ne connaissent qu’une partie du processus sur lequel ils interviennent. Le fait de découvrir et partager la vision du processus, de comprendre la nature, les contraintes et les nécessités des opérations en amont et en aval permet souvent de lever des blocages dus à l’ignorance ou à la méconnaissance, de restaurer les règles et standards et améliorer l’anticipation des dysfonctionnements.
Le diagramme spaghetti
Le diagramme spaghetti est la représentation des déplacements des personnels ou le cheminement d’objets physiques tels que des pièces, des équipements ou des dossiers dans un environnement de travail. Le diagramme spaghetti peut également retracer le parcours d’un patient dans un centre de soin ou celui des visiteurs dans un musée, un parc, etc. Ce tracé, souvent complexes et fait de cheminements entremêlés finit par ressembler à un plat de spaghetti, d’où son nom. Les diagrammes spaghettis sont d’excellents révélateurs de la complexité des flux et du nombre de déplacements qui sont, rappelons-le de purs gaspillages (muda).
Ces diagrammes accompagnent et enrichissent les cartographies VSM, car ils apportent une dimension physique à la représentation symbolique que sont les VSM.
Ces diagrammes sont de bons supports pour étudier l’état actuel d’une implantation et une implantation améliorée, ils permettent de « vendre » les améliorations aux parties concernées et notamment aux décideurs.
Le Diagramme de Kano
La méthode Kano, créée par le japonais Noriaki Kano en 1984 se fonde sur le constat que la satisfaction et l’insatisfaction ne sont pas deux expressions symétriquement opposées d’une même perception. En effet, une caractéristique particulière d’un produit ou d’un service peut générer beaucoup de satisfaction auprès du client qui la découvre, sans pour autant que son absence aurait symétriquement causé de l’insatisfaction.
Attentes et caractéristiques
Le modèle de Kano classe les attentes des clients en 3 catégories :
- Les attentes « de base », quasiment toujours implicites et dont le contentement n’apporte pas de satisfaction particulière. A l’inverse, ne pas répondre à ces attentes génère immédiatement une forte insatisfaction. Les fonctions ou caractéristiques qui y répondent sont donc obligatoires.
- Les attentes dont la réponse apporte une satisfaction proportionnelle à la réponse. Ces attentes sont en général explicitement exprimées.
- Les attentes qui amènent une satisfaction du type « heureuse surprise », correspondant à des besoins émergents ou latents, pas vraiment exprimés voire même inconscients.
Le diagramme de Kano
Le diagramme de Kano est une représentation simple et didactique de ces types d’attentes et des conséquences de leur satisfaction ou non. Le diagramme de Kano a une forme caractéristique.
On distingue deux axes :
- verticalement le degré de satisfaction du client.
- horizontalement le degré de réalisation ou la présence/absence d’une fonction, d’une caractéristique ou d’une prestation.
Une droite passant par le centre représente la satisfaction proportionnelle à la solution.

Exemples :
- La distance parcourue par un véhicule avec la même quantité de carburant; la satisfaction sera d’autant plus grande que le véhicule est économe.
- Le rendement d’un placement financier; la satisfaction sera proportionnelle aux intérêts servis pour un même capital investi.
- La courbe « basse » représente les attentes implicites, des fonctions ou caractéristiques « obligatoires », qui n’apportent aucune satisfaction particulière lorsqu’elles sont présentes et accomplies, mais entraînent une insatisfaction dès lors qu’elles sont absentes ou défaillantes. Exemple: la fonction freinage d’une voiture.
La courbe haute correspond aux fonctions ou prestations « attractives » car elles ne sont pas attendues par le client et génèrent une forte de satisfaction si elles sont proposées (« heureuse surprise »). A l’inverse, l’absence de ces fonctions ou prestations n’entraînent pas d’insatisfaction dans la mesure où le client ne les attendait pas.
Illustrations
Pour illustrer le modèle de Kano, imaginons que vous alliez au café pour siroter un expresso. En entrant dans l’établissement, vous commandez un expresso, sans toutefois préciser que vous le souhaitez :
- chaud et mousseux
- servi promptement
- dans une tasse propre, avec une soucoupe
- avec un sucre et une cuillère, même si vous ne l’utiliserez pas
Ce sont là les attentes implicites que le cafetier est sensé connaître et satisfaire.
S’il vous sert un expresso chaud et mousseux, promptement dans une tasse propre, avec une soucoupe avec un sucre et une cuillère, vous ne sauterez pas pour autant par-dessus le comptoir pour le prendre dans vos bras et le remercier chaleureusement pour toutes ses attentions. C’est simplement ainsi que cela doit être.
A l’inverse, si le café vous arrive froid ou sans mousse ou encore avec le rouge à lèvre de la consommatrice précédente sur la tasse, sans sucre (même si vous n’en prenez pas) et après une longue attente, votre perception de la qualité de service aura chuté dans un gouffre d’insatisfaction !
Mais restons dans le même bistrot et imaginons que pour tout café commandé on vous offre une petite pâtisserie et un verre d’eau. C’est là une heureuse surprise, totalement inattendue et la satisfaction sera intense. Inversement si pour tout café commandé on ne vous offre pas de petite pâtisserie ni de verre d’eau, votre satisfaction n’en sera pas forcément affectée, car vous n’attendiez rien d’autre qu’un café.
Imaginons ensuite que vous reveniez régulièrement au même bistrot pour profiter de cette formule que l’on ne trouve que là. Le jour où le cafetier oubliera la pâtisserie, vous lui ferez remarquer. L’heureuse surprise s’est transformée en un du que l’on se sent en droit de réclamer.
Pire, l’habitude venant, vous trouvez cette pâtisserie bien fade, un peu desséchée. Les autres bistrots alentour se sont alignés sur la même formule. Il n’y a plus d’intérêt particulier à venir là, la formule est devenue standard…
Moralité (et autre leçon du modèle de Kano) : les heureuses surprises sont le plus souvent copiées par les concurrents et tendent à se banaliser, au point de rentrer dans la catégorie des « c’est comme cela que cela doit être ».
Laissons là le bistrot pour nous rendre chez votre banquiez pour faire le point sur vos placements financiers. Votre satisfaction croit proportionnellement au rendement de vos formules : en effet, plus on vous servira d’intérêts pour un même capital investi, plus vous serez content(e). Que le rendement chute, votre degré de satisfaction chutera de même.
Voilà en deux exemples l’illustration de la satisfaction selon Kano.
Enquêtes de Kano
La catégorisation des attentes selon le modèle de Kano s’obtient grâce à un questionnaire en deux parties :
- La première partie traite des perceptions du client face à des caractéristiques parfaitement opérationnelles
- La seconde partie traite des perceptions du client face à l’absence des mêmes caractéristiques.
Ce double questionnement est la clé de la méthode, partant du postulat que satisfaction et insatisfaction ne sont pas symétriquement opposées.
Les réponses doivent ensuite être décodées à l’aide d’une table de vérité afin de pouvoir qualifier chaque item.
Conception à l’Ecoute du Marché (CEM)
La méthodologie de Kano fait partie des outils de laC onception à l’Ecoute du Marché (CEM), démarche de conception de nouveaux produits et/ou services. La CEM se caractérise par une « écoute » formalisée, structurée et rigoureuse des besoins du client.
Elle permet d’orienter la conception vers des produits et services innovants, en adéquation avec les attentes des clients, implicites, explicites, ainsi que les besoins latents pour proposer un produit et/ou service innovant, en avance sur la concurrence.
Rapport A3
Un rapport A3 est un outil synthétique et structuré d’analyse, de présentation, de restitution de la résolution
d’un problème ou de l’avancement d’un projet. Il tient son nom du format de la feuille de papier de dimension DIN A3 (297 x 420 mm), dont le choix tient au fait que c’était la taille maximale acceptée par un télécopieur (fax).
Présentation
Le rapport A3, pratique mise en place par Toyota, consiste à faire figurer l’ensemble d’un problème, son analyse, les actions correctives et le plan d’action correspondant sur une seule page, le plus souvent agrémenté de graphiques afin de privilégier la communication visuelle. Dans une entreprise réputée pour son implacable lutte contre les gaspillages, les rapports et documents ne pouvaient échapper à la règle et doivent ainsi se concentrer sur l’essentiel.
La surface limitée de la feuille impose la rigueur, contraint à la synthèse et à l’utilisation d’éléments visuels afin de réduire la communication et son support à l’essentiel. Le document est standardisé au sein de l’entreprise, de sorte que toutes les parties prenantes, y compris les « visiteurs » puissent comprendre et retrouver instantanément les informations essentielles sur n’importe quel rapport A3 qu’ils découvrent.
Les objectifs génériques d’un A3 sont les suivants :
- guider la réflexion et focaliser l’attention
- structurer l’ensemble de la démarche, de la description des faits récoltés à la narration des essais de résolution entrepris et les résultats obtenus
- présenter/recevoir les éléments de manière objective et synthétique
- développer la communication efficace
- prendre le temps de la compréhension, de l’analyse et de la préparation, avant de se précipiter vers des solutions (le P du PDCA)
- exiger des résultats
- structurer l’apprentissage
- archiver l’ensemble
Structure d’un rapport A3
La logique du document se fonde sur le principe du PDCA (Planifier, Déployer/Déléguer, Contrôler, Analyser/Ajuster). Un rapport A3 est traditionnellement scindé en deux moitiés verticalement:
- la première, à gauche, pour décrire exhaustivement mais de manière synthétique la situation actuelle
- la seconde, à droite, pour structurer la mise en oeuvre, la mesure des résultats et les conclusions.
Cette disposition force d’un côté la description détaillée et de l’autre la concentration sur un petit nombre d’actions. C’est un rappel que la compréhension profonde de la situation est aussi importante que les actions qui doivent l’améliorer.
Notons que les dispositions des parties peuvent varier d’un auteur à un autre ou d’une entreprise à une autre.
Utilisation d’un rapport A3
Le rapport A3 formalise et guide l’approche de résolution d’un problème, fournissant le support et le parcours à suivre. La première étape consiste à décrire de manière factuelle le problème.
Situation actuelle
Cette description comporte des éléments de contexte ainsi que la situation actuelle, une analyse des causes qui identifie la cause racine. Cette analyse utilise fréquemment le diagramme causes-effet. Les objectifs visés complètent la description.
PDCA
La phase Planifier est à comprendre comme la formulation d’hypothèses pour résoudre le problème ou atteindre les résultats et objectifs souhaités. Ces hypothèses seront mises à l’épreuve lors du Déploiement, qui est la mise en oeuvre des solutions proposées. Cette mise en oeuvre doit se comprendre comme une phase de test, d’essai durant laquelle la solution mise en oeuvre est observée et mesurée. Le Contrôle sert à piloter l’expérience et à mesurer les éventuels écarts par rapport aux objectifs. Au terme d’une période définie, les hypothèses ainsi mises à l’épreuve seront validées ou non lors de la phase d’Analyse et d’Ajustement en fonction des résultats du Contrôle. Cette dernière phase est très importante pour verrouiller la boucle. Il est impensable qu’une modification puisse être introduite dans un système sans la certitude que la performance s’en trouve améliorée.
Cette séquence rigoureuse obéissant au cycle PDCA est décrite comme la méthode scientifique.
La phase déployer est un plan d’action comportant les actions à mener, avec pour chacune d’elle un individu identifié comme responsable pour s’assurer qu’elle soit menée à bien et une date d’échéance.
La phase contrôle comporte les indicateurs et mesures pour chaque action permettant de juger de leur pertinence.
La dernière phase permet d’ajuster les actions si la première phase « déployer » ne parvient pas à résoudre ou à éradiquer le problème. C’est à nouveau un plan d’action. Si le problème est résolu, cette phase est utilisée pour verrouiller les contre-mesures et s’assurer de la durabilité de la solution.
Avantages des rapports A3
Les utilisateurs et promoteurs des rapports A3 identifient plusieurs avantages à utiliser ces supports, parmis lesquels :
- C’est un format standard qui permet de rapidement retrouver les éléments clés,
- ceux-ci étant toujours présentés de manière identique,
- C’est un processus en soi, un support qui force l’analyse systématique,
- C’est un exercice de concision et de synthèse, qui élimine le « bruit » en forçant la focalisation sur l’essentiel. Le fait que le support est également un guide, il aide les personnes qui n’ont pas de très bonnes aptitudes analytiques et/ou de synthèse.
- C’est un support essentiellement visuel, même s’il contient du texte. Généralement on privilégie les schémas, les dessins et graphiques, réduisant la partie littéraire au minimum,
- Le support est un guide qui oblige à passer les différentes étapes et évite ainsi de « sauter » aux conclusions ou aux réponses sans analyse préalable,
- C’est un outil de communication et de travail de groupe (un A3 ne devrait pas être construit en solo),
- C’est un outil aisément accessible au sens propre comme au figuré ; pas d’expertise nécessaire et une feuille de papier devrait se trouver quasiment partout
Les modèles de rapports A3
Il existe différents modèles, tous relativement convergents puisqu’ils dérivent du modèle Toyota. La logique, si ce n’est le PDCA se retrouve dans tous les modèles. L’important c’est l’esprit du rapport A3 et non la conformité à un modèle particulier. Le fond prime la forme. Si la résolution de problèmes est le cas d’usage le plus courant, un rapport A3 peut être dérivé pour d’autre usages, tel que la démonstration de la pertinence d’une suggestion, pour étayer une demande d’investissement, etc.
Résolution de problèmes avec 8D
Particulièrement en vogue dans l’industrie automobile, la méthode de résolution de problèmes 8D (8 Disciplines, parfois 8 Do) est due à Ford Motor Company (1987) et se présente comme l’une des méthodes de résolution de problèmes participative, pratiquée en équipe pluridisciplinaire.
Les 8 Disciplines
Les 8D forment autant d’étapes de cette méthode structurée pour éradiquer un problème :
- D – Initiation de la résolution de problèmes, constitution de l’équipe
- D – Décrire le problème
- D – Identifier et mettre en place des actions immédiates (Contention de la nonqualité)
- D – Déterminer les causes du problème
- D – Déterminer les actions correctives définitives et permanentes
- D – Mise en oeuvre des solutions
- D – Eviter la récurrence, la réapparition du problème ailleurs
- D – Féliciter l’équipe
- Initiation de la résolution de problèmes, constitution de l’équipe
La résolution de problèmes fait généralement appel au travail en groupe afin d’obtenir une richesse, sinon l’exhaustivité, dans l’identification et l’analyse des causes, ainsi que dans la proposition de solutions. Pour cela, il vaut mieux que l’équipe soit pluridisciplinaire et regroupe des personnels du bureau d’études, des Méthodes, Qualité, Production, Achats, Logistique… et parfois client et/ou fournisseurs. L’équipe désigne un pilote et clarifie ses objectifs et les rôles et responsabilités de chacun.
- Décrire le problème
La formulation du problème est un exercice de structuration qui permet de synthétiser correctement les données disponibles et d’identifier les données manquantes. On émet également des hypothèses au travers d’un brainstorming. Enfin, on précise les enjeux on et identifie les diverses contraintes ; coûts, urgence, gravité…
Comme le dit l’adage « Problème bien posé est à moitié résolu »
Le QQOQCCP (Qui, Quoi, Où, Quand, Combien, Comment et Pourquoi) est un outil simple et parfaitement adapté. On peut compléter le questionnement au travers des 5 pourquoi? (5W1H) l’analyse « est/n’est pas » et finalement représenter le résultat sous forme de diagramme d’Ishikawa (causes-effet) ou encore de diagramme KJ. - Identifier et mettre en place des actions immédiates
Pendant la résolution du problème, des mesures sont à prendre pour protéger le processus aval, les clients, les employés, etc. en attendant la mise en oeuvre de solutions définitives.
Ces actions correctives sont, par exemple : le tri, l’isolement, le marquage, le comptage, la retouche, le contrôle renforcé…
Il est recommandé de mettre cette étape à profit pour compléter les connaissances sur le problème. De même il est important de vérifier l’efficacité des solutions temporaires mises en oeuvre et d’éviter d’ajouter de nouveaux problèmes / nouvelles causes à l’état initial. - Déterminer les causes du problème
Les mesures temporaires étant en place et se révélant efficace, on peut rechercher les causes réelles du problème et tenter de remonter à la cause racine.
En reprenant les hypothèses émises dans l’étape 2, il convient de les hiérarchiser, afin de les confirmer ou de les infirmer en se rendant sur le terrain et en procédant à de réelles investigations. C’est durant cette étape que les outils traditionnels de la qualité et de la résolution de problèmes vont être utilisés.
- Déterminer les actions correctives définitives et permanentes
Pour l’ensemble des causes retenues, ou du moins pour les plus importantes d’entre elles, il faut définir des actions correctives qui éradiquent le problème définitivement.
Les matrices de décision et le vote pondéré aide à décider dans le cas de solutions multiples et multicritères.
Un plan d’action reste une incantation tant qu’un responsable pour la mise en oeuvre ne s’est pas engagé sur un délai (pertinent !). - Mise en oeuvre des solutions
On s’assure que les actions correctives sélectionnées et mises en oeuvre résolvent bien le problème, au travers de mesures et d’indicateurs, et ne créent pas d’effets secondaires indésirables. Cette étape sert à collectionner les données, mesures et preuve de la pertinence des solutions et de l’éradication du problème.
Le solutions permanentes une fois validées, les solutions temporaires sont abandonnées.
- Eviter la réapparition du problème ailleurs
Dans cette étape on met à profit l’expérience accumulée pour vérifier si les mêmes causes pourraient générer des effets similaires sur des machines, processus, ateliers, produits, etc. différents ou similaires. Si oui, il convient de mettre en oeuvre des mesures préventives.
La documentation des actions ainsi que la mise à jour des procédures et modes opératoires évite d’oublier et d’être confronté au même problème à nouveau. C’est la cale du PDCA ! - Féliciter l’équipe
La reconnaissance des efforts entrepris et des résultats obtenus est important dans toute démarche participative. Par ailleurs, pour que ces démarches se diffusent et se généralisent, il leur faut une large communication.
Analyse Est/n’est pas
Cet outil est communément employé en résolution de problèmes et l’on s’attendrait à le trouver dans la catégorie outils de la qualité (il y figure bien). Néanmoins, avant d’engager un chantier Lean il est nécessaire d’en définir le périmètre, les attendus, afin de ne pas se disperser et gaspiller des ressources. Le SIPOC, outil associé à Six Sigma est également très utile pour comprendre les interactions et interfaces avec le processus en question.
Toutes les méthodes de résolution de problèmes ou d’amélioration continue rappellent que la première étape consiste à prendre le temps de comprendre, cerner, planifier. L’analyse Est / n’est pas permet de bien définir le périmètre concerné pour concentrer les efforts sans dispersion.
Méthode des 5 pourquoi ?
La plupart des effets indésirables ou problèmes dans un système sont dus à un nombre réduit de causes racines. Ces causes racines sont non seulement à l’origine des problèmes mais sont rarement directement apparentes, ce sont leurs effets qui sont apparents. Les effets indésirables sont le plus souvent la résultante d’une chaine de causes et effets. L’élimination de la cause racine élimine l’ensemble des effets qui s’y rapportent, la méthode des cinq pourquoi permet de les débusquer.
Fixer les priorités avec un système de notation pondérée
Dans cet épisode je présente un système simple de notation pondérée pour m’aider à fixer des priorités (plan d’actions, publications…)
Yamazumi
Les graphiques empilés « yamazumi » sont utilisés dans l’analyse, l’équilibrage et l’amélioration des opérations des postes de travail sur une ligne de fabrication ou dans une cellule de production.
Présentation
Dans un graphique yamazumi, les tâches exécutées à un poste sont représentées sous forme de rectangles dont la hauteur est proportionnelle au temps nécessaire à leur exécution. Une couleur est généralement attribué à chaque tâche pour faciliter la lecture du graphique. Une variante propose d’utiliser la couleur de chaque rectangle selon le traditionnel principe vert-orange-rouge :
- Vert : tâche à valeur ajoutée
- Orange : tâche sans valeur ajoutée mais non supprimable, car » nécessaire «
- Rouge : tâche sans valeur ajoutée, gaspillage supprimable sous condition
L’empilement des tâches dans une pile est chronologique : la première tâche se trouve au bas de la pile, la suivante par-dessus et ainsi de suite.
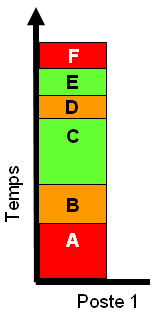
Usage des Yamazumi
Utilisés sous forme de tableaux avec des papiers colorés, les graphiques yamazumi permettent d’analyser l’équilibrage des postes, mais également de s’intéresser à la réduction des tâches sans valeur ajoutée (oranges) et à l’éradication des gaspillages (rouges) qui sont rendus visibles (couleurs) et quantifiés (taille).
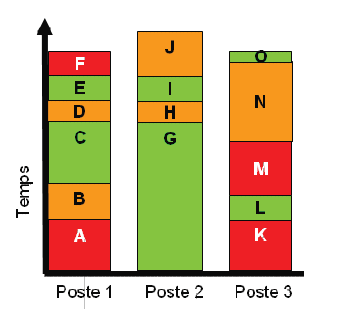
Ces tableaux sont disposés de manière à ce que tout le monde puisse les voir, réfléchir et suggérer des actions pour maximiser la part verte et réduire les parts oranges et rouges.
En rendant les gaspillages visibles, on pousse l’ensemble des parties prenantes vers l’action.
Représentation hybride Pareto et Yamazumi
La représentation hybride consiste à regrouper toutes les tâches à valeur ajoutée (VA) dans une pile unique dont la valeur relative indique la productivité nette. Les autres tâches, qui ne peuvent par conséquent plus être que des gaspillages, sont empilées dans l’ordre décroissant de leur valeur relative.

Ainsi obtient-on une représentation visuelle de la part VA / Non-VA et un diagramme de Pareto des gaspillages.
TRS indicateur clé
TRS indicateur clé de performance
Le Taux de Rendement Synthétique (TRS) est certainement un des indicateurs les plus suivis en entreprise.
En un seul chiffre il donne une vision synthétique et sévère de la performance.
Le Taux de Rendement Synthétique est constitué de trois composantes :
- La disponibilité de la machine, de l’équipement
- La performance de celle-ci, en régime normal
- La qualité qu’elle est capable de fournir
Le TRS est un indicateur synthétique et composite. Sa force est aussi sa faiblesse. Pour choisir le bon levier d’action il faut analyser ses composantes.
Pour aborder la notion de TRS par la vulgarisation, voici deux vidéos qui expliquent le minimum à savoir en la matière.
La constitution du TRS
Le Taux de Rendement Synthétique doit son nom à sa finalité : la mesure de rendement et au fait qu’il condense les performances de trois composantes :
- La disponibilité de la machine, de l’équipement
- La performance de celle-ci, en régime normal
- La qualité qu’elle est capable de fournir
Chacune de ces composantes pouvant s’exprimer par un taux propre ; taux de disponibilité, taux de performance et taux de qualité.
Le TRS, construit à partir de différents éléments, fournit une vision simple et synthétique. Il condense ces éléments en un seul chiffre exprimé en pourcent (%), qui autorise le pilotage et la décision. C’est un indicateur pour le management.

C’est un indicateur sévère dans la mesure où, en multipliant des fractions entre elles, le résultat ne peut être plus grand que la plus grande des fractions.
Exemple : taux de disponibilité = 90% (0,90), taux de performance = 95% (à,95) et taux de qualité = 88% (0,88)
TRS = 0,9 x 0,95 x 0, 88 = 0,752 => 75,2 % avec TRS < taux de qualité (le plus petit des taux intermédiaires)
Du point de vue opérationnel, cela signifie que dès que l’un des taux intermédiaires constituants le TRS chute, celui-ci est fortement impacté.

A l’inverse, on peut partir du TRS et le décomposer en ses différents constituants. En effet, la vision synthétique que fournit le TRS ne permet pas d’identifier la composante qui limite le plus sa valeur. La décomposition en taux intermédiaires peut être nécessaire pour la simple compréhension, pour l’analyse ou encore pour déterminer le levier d’amélioration le plus pertinent.
L’analyse du TRS
Face aux exigences de leurs marchés, du jeu concurrentiel, de plus en plus souvent sur injonction de leurs donneurs d’ordres, les entreprises doivent améliorer leurs performances : productivité, réactivité, coûts, délais et qualité.
Dans ce contexte, le TRS est un indicateur clé, dont l’analyse fournit à la fois la mesure de la performance (indicateur de résultat) et les plans d’actions pour l’amélioration (indicateur de pilotage). Le TRS est à ce titre et entre autres, un outil d’investigation efficace.
La mise en oeuvre d’une démarche ciblée d’amélioration du TRS permet le plus souvent d’améliorer la productivité, de dégager des capacités supplémentaires tout en retardant les investissements dans des équipements supplémentaires ou le remplacement de machines jugées trop peu performantes, voire les rendant inutiles.
Compréhension des causes de perte
La valeur du TRS en lui-même indique le niveau de performance atteint. Ce qui intéresse plus les personnels en charge de l’amélioration des performances est de comprendre de quoi est constitué le complément à 100, c’est-à-dire la part des pertes ou de sous-performance.
Le TRS est composé de trois constituants principaux : la
disponibilité, la performance intrinsèque et la qualité.
Pour déterminer les causes de sous-performance, on peut vérifier la part de non qualité et traiter les problèmes liés à la qualité selon une méthodologie de résolution de problèmes.
Ensuite on exploite les données disponibles sur les temps d’arrêt et l’on vérifie les causes de ces pertes de temps. L’expérience montre que le plus souvent on va trouver :

des problèmes d’organisation :
- manque de pièces ou matière
- absence ou retards de personnel
- planification non-optimale
- des changements de séries trop longs
- …
des arrêts (planifiés ou non) :
- entretien
- approvisionnements
- changements de série
- contrôles
des arrêts pour pannes ou défauts d’énergie
Analyse et interprétation du TRS
Le but de l’analyse des données est de déterminer les causes principales de sousperformance et d’orienter les actions de progrès sur les causes générant les gains de TRS les plus importants. Une analyse de type Pareto est parfaitement adaptée pour analyser et orienter des actions de progrès pertinentes.
L’analyse PM est une démarche structurée permettant de traiter les causes plus subtiles, tels les micro arrêts.
Faut-il mesurer le TRS en permanence ?
Le TRS est un indicateur multi usage, utilisable comme indicateur de résultat ou comme indicateur de pilotage. Le responsable de production, le chef d’atelier, le responsable d’équipe profiteront de la concision du TRS pour en faire leur indicateur de résultat : un chiffre, significatif et dont la définition garantie la sévérité de la mesure. Une mesure permanente permet d’inscrire cet indicateur dans le paysage et une fois que c’est fait, pas question de cesser les mesures !
Les responsables opérationnels utiliseront également le TRS comme indicateur de pilotage, une dégradation de celui-ci appelant l’analyse des causes et des contre-mesures. Dans ce deuxième cas cependant, la réaction immédiate à unE mesure instantanée serait une erreur, car il faut observer la tendance sur un temps significatif, sans pour autant verser dans la contemplation de la catastrophe que l’on ne voit pas se dérouler…
Là encore, la mesure permanente est nécessaire.
La mise en oeuvre d’un projet performance ciblé nécessite un historique de données, afin de pouvoir dégager des analyses significatives. L’accumulation de ces données rend le relevé relativement permanent.
Lorsque sur cet équipement les actions de progrès sont menées, la mesure doit continuer un certain temps pour s’assurer de leur pertinence. Si cet équipement est suffisamment important dans le processus, on voudra le mettre sous surveillance constante, et de fait, le TRS deviendra son indicateur de résultat et de pilotage…

Relevé et mesure du TRS, Manuel ou automatique ?
On peut envisager plusieurs méthodes pour relever les temps d’arrêt de production sur un poste de travail ; la saisie manuelle, la saisie semi-automatique et la saisie automatique.
La saisie manuelle
La saisie manuelle est le moyen le plus simple et le plus rapide à mettre en oeuvre.
On demande aux opérateurs de remplir des fiches de relevés. Soit ces fiches servent au relevé de l’ensemble des données ; production, temps, défauts… soit elles sont spécifiques aux temps d’arrêt dans la perspective d’une étude ciblée d’amélioration du TRS.
Pour faciliter la tâche des opérateurs, on formate le formulaire afin qu’il soit le plus simple d’utilisation possible et qu’il ne permette aucune ambiguïté lors de son remplissage ou de son exploitation. Fréquemment, on s’arrange pour que les opérateurs aient le moins d’écritures possible, notamment en reportant les occurrences d’un phénomène par bâtonnage, comme par exemple lors de chaque micro-arrêt. Les arrêts plus longs nécessitent que l’on note leur durée, ou l’heure de début et l’heure de fin.
Les données relevées doivent être ressaisies par la suite dans un système informatique pour exploitation.
Si cette méthode est rapide peu coûteuse en investissement, elle se révèle fastidieuse pour les opérateurs, coûteuse en temps (relevé + traitement) et l’exhaustivité et la fiabilité des relevés est difficile à garantir.
La saisie semi-automatique
La saisie semi-automatique consiste en une aide à la saisie des causes qui peut s’effectuer par lecture de codes à barres, des boutons pré-programmés, un clavier spécifique, etc.
Un niveau plus abouti de saisie semi-automatique est l’acquisition automatique de la durée de l’arrêt, l’opérateur ne renseignant que la cause de l’arrêt et l’interdiction du redémarrage tant que le motif d’arrêt n’est pas renseigné.
Cette méthode présente une fiabilité et un confort pour l’opérateur supérieur à la saisie manuelle, cependant sa mise en oeuvre nécessite un investissement matériel, et requière toujours la rigueur des opérateurs.
La saisie automatique
La saisie automatique est basée sur un système de « mouchard » directement disponible sur la machine ou rapporté. Le système de relevé dialogue avec le(s) calculateur(s) de la machine ou relève les états de différents capteurs placés judicieusement.

Lorsque cette saisie se fait par addition de capteurs, elle peut être difficile à réaliser de manière exhaustive, toutes les informations n’étant pas toujours accessibles.
Lourde en termes d’investissement, cette méthode ne peut être envisagée que sur des machines fortement automatisées où la capture des informations est aisée et où la mesure du TRS est permanente sur une longue période.
Notons que l’utilisation de systèmes semi-automatiques ou automatiques permet de mesurer la cadence effective des machines et par conséquent d’identifier les écarts de cadence.
Saisie manuelle, semi-automatique ou automatique ?
Le tableau suivant livre un comparatif entre les trois approches.

Des modes de calcul hétérogènes
La diffusion de la Maintenance Productive Totale (TPM) a popularisé son indicateur clé le TRS. Cependant, la définition et le mode de calcul de cet indicateur varie d’une entreprise à l’autre, d’un interlocuteur à l’autre. Par ailleurs, la TPM est née dans un contexte de production de masse, induisant des choix qui aujourd’hui ne sont plus (toujours) pertinents.
Le principal débat autour du calcul du TRS est la définition de son numérateur : prend-on le temps total, le temps d’ouverture ou le temps requis ? Cette interrogation est source de confusion entre TRS et TRG.
Les managers, les chefs d’ateliers, chefs d’équipes et jusqu’aux opérateurs ont vite compris que la sévérité de l’indicateur peut être allégée en ignorant certains éléments ; déduction des pauses du temps d’ouverture, exclure la non-qualité… et présenter ainsi des chiffres plus flatteurs.
Du coup, les modes de calcul étant différents, la comparaison entre différentes entreprises ou sites d’un même groupe sont plus difficiles à faire.
La norme française NF 60-182
La norme NF E 60-182 fixe le vocabulaire et mode de calcul pour permettre le benchmarking significatif entre unités. La norme définit les termes et les modes de calcul, de sorte que toutes les unités ou entreprises s’y référant pourront dialoguer et comparer les performances sur des bases communes.
TRS, sa constitution et ses taux intermédiaires
Le Taux de Rendement Synthétique (TRS) est certainement l’indicateur de performance le plus usité dans l’industrie.
En une seule valeur il donne une indication sévère, sans concession de la performance, d’où son qualificatif de « synthétique ».
Pour analyser la performance et les leviers d’amélioration, il faut néanmoins analyser ses constituants.
Une décomposition en entonnoir
La durée de travail potentielle que représente une période de 365 jours par an, 24h/24 est appelée Temps total (Tt). Cette durée de travail n’est utilisée que par une minorité d’entreprises dans quelques secteurs d’activité. Ces productions portent en général des noms évocateurs tels que « feu continu », « processus continu », etc.
La plupart des entreprises connaissent des périodes de fermetures, correspondant aux jours fériés, aux congés des personnels, aux périodes non travaillées (pas de travail posté, pas de travail de nuit ni de week-end par exemple). Ces entreprises n’exploitent pas le Temps total pour leur activité mais une fraction de celui-ci. On évoque alors le Temps d’ouverture (To), correspondant à la durée d’ouverture effective de l’entreprise, de l’usine, de l’atelier, du laboratoire, etc.
Le Temps d’ouverture n’est pas complètement disponible pour la production, car il intègre les arrêts de production prévus :
- Maintenance Préventive,
- Nettoyages / sanitation,
- Essais,
- Formation,
- Réunions périodiques,
- Pauses
Par ailleurs le temps d’ouverture, même s’il était totalement disponible pour produire, n’est pas forcément nécessaire. En effet les capacités de production peuvent être suffisantes pour produire la quantité requise en moins de temps que le temps d’ouverture. On définit alors le Temps requis (Tr), qui est la partie du temps d’ouverture pendant lequel il faut engager les moyens de production pour produire ce qui est attendu. Le temps requis comprend les temps d’arrêts subis comme les pannes et l’absence de personnel non planifiée, ainsi que les arrêts programmés que sont les changements de série, les réglages, etc.
Le temps durant lequel la/les machine(s) produi(sen)t effectivement est appelé Temps de fonctionnement (Tf). Or durant ce temps, il est possible que la vitesse de la machine varie. On nomme donc Temps net (Tn) la durée durant laquelle la machine a fonctionné à cadence nominale.
Finalement, durant sa période de production, une machine produit aussi bien des pièces bonnes que des pièces non-conformes. La durée liée à la production de pièces bonnes est dite Temps utile (Tu).
Le tableau ci-dessous récapitule cette structure en entonnoir, du Temps total au Temps utile.
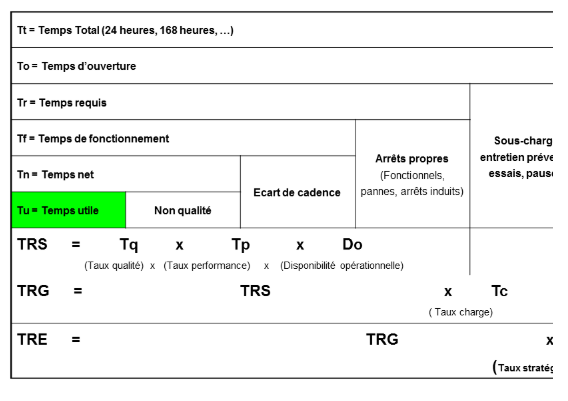
Le Taux de Rendement Synthétique
Le TRS est né d’un besoin basique de tout encadrant : connaitre sa performance en comparant le temps passé à produire des pièces bonnes attendues et directement aptes à la vente ou à être livrées à l’étape suivante
et le temps qui était théoriquement nécessaire pour les produire. C’est la productivité.
Cela revient à comparer Tu et Tr. Cette comparaison est faite par le rapport Tu/Tr x 100 pour exprimer un pourcentage.
Si ce chiffre unique convient bien à la compréhension instantanée de la performance, il n’est pas pratique pour comprendre pourquoi une productivité est faible. Trois taux intermédiaires sont alors à disposition des personnels chargés d’analyser et d’améliorer la productivité : la Disponibilité Opérationnelle, le Taux de Performance et le Taux de Qualité.
Disponibilité Opérationnelle, le Taux de Performance et le Taux de Qualité
La Disponibilité Opérationnelle (Do) est un taux qui exprime le rapport Tf/Tr, autrement dit la comparaison du temps de fonctionnement Tf durant lequel la machine était théoriquement apte à produire par rapport au temps nécessaire, requis Tr pour produire ce qui est attendu.
Tout ce qui empêche la machine de fonctionner dégrade ce taux :
- temps d’arrêts ; pannes, l’absence de personnel non planifiée, etc.
- temps d’arrêts programmés ; changements de série, réglages, etc.
Le Taux de performance (Tp) est le rapport Tn/Tf, autrement dit la comparaison du Temps net par rapport au Temps de fonctionnement. Compte-tenu des explications précédentes sur leurs définitions respectives, on essaye de cerner les écarts de performances de la machine et les éventuelles variations de cadence ou de vitesse.
Le Taux de qualité (Tq) est le rapport Tu/Tn ou la comparaison du temps de production de pièces bonnes par rapport à l’ensemble du temps passé à produire, sous entendu en intégrant les pièces non conformes.
Le Taux de Rendement Synthétique (TRS) est égal au rapport Tu/Tr mais également à la multiplication des taux intermédiaires, en vertu de :
TRS = Tu/Tr = Disponibilité Opérationnelle x Taux de Performance x Taux de Qualité
car
TRS = Tu/Tr =Tf/Tr x Tn/Tf x Tu/Tn
par simplification des fractions.
Pourquoi exprimer les composants du TRS en temps ?
Il est plus simple de compter, lorsque cela est effectivement possible, des unités physiques telles que des nombres de pièces, des litres, des kilogrammes, etc. que de mesurer du temps, voire de devoir convertir des unités physiques en équivalent temps. Dès lors pourquoi utiliser le temps comme unité ?
La raison est que de nombreux facteurs influençant le TRS sont plus facile à mesurer en temps (durée), comme par exemple le temps d’attente de mise à disposition de la matière première. On sait que la machine était à l’arrêt de 14:45 à 15:15, ce qui est facilement exprimable en temps mais pas forcément en équivalent pièces, litres, etc. Le temps est la grandeur qui est commune à tous les événements que l’on va chercher à analyser.
Différence entre TRS et TRG
Le Taux de Rendement Global (TRG) est le rapport Temps utile sur Temps d’ouverture Tu/To. Autrement dit la comparaison d’une production réalisée par rapport à un production réalisable si tout le temps d’ouverture était exploité pour produire.
Le TRG se confond avec le TRS si l’intégralité de la production peut être vendue (capacité du marché > capacité de production). Si le marché ne peut absorber la production totale ou si les commandes ne suffisent pas à occuper tout le temps disponible (temps d’ouverture), il faut raisonner en Temps requis et non plus en temps d’ouverture (principe Lean : ne pas produire plus que nécessaire), sans quoi on génère desg aspillages.
Qu’est-ce que le TRE ?
Le Taux de Rendement Economique (TRE) est la comparaison entre le temps utile Tu et le temps total To TRE = Tu/To. C’est un indicateur « économique » qui permet d’évaluer quelle fraction du temps total est utilisée pour rentabiliser l’équipement Hormis dans les secteurs d’activité qui produisent sans discontinuer, le TRE n’est guère utilisé.
Initiation en vidéo
Pour aborder la notion de TRS par la vulgarisation, voici deux vidéos qui expliquent le minimum à savoir en la matière.
TRS exemples de calcul
Le Taux de Rendement Synthétique (TRS) est certainement un des indicateurs les plus suivis en entreprise. son intérêt principal réside dans sa faculté à fournir une vision synthétique et sévère de la performance, en un seul chiffre.
Après en avoir expliqué le principe et la composition, voici quelques exemples de calculs à partir de données existantes.
Données disponibles
Voici les données recueillies dans un atelier de fabrication.
Le travail s’effectue en une journée de huit heures. Les machines sont sensées tourner durant 440 minutes. Toute pièce bonne peut être vendue.
Sur la journée considérée les arrêts machine constatés sont :
Changement de série 20 mn
Panne 20 mn
Réglages 10 mn
La cadence théorique est de 120 pièces par heure, la cadence mesurée plafonne à 100 pièces par heure
Pour la journée considérée, la production réalisée est de 600 pièces, parmi lesquelles 12 ont du être retouchées et 6 rebutées.
Calculs demandés
Calculez leTRS directement puis au travers des taux intermédiaires que sont les taux brut de fonctionnement, taux net de fonctionnement, rendement vitesse, taux de performance, taux qualité.
Ensuite calculez le TRG puis le TRE en extrapolant les données sur une année entière.
Essayez de calculer par vous même avant de consulter les solutions proposées.
Solutions
Calcul rapide du TRS
Rappel de la formule du TRS : TRS = Production de pièces bonnes / Production théorique réalisable
Production de pièces bonnes : 600 – 18 = 582 ; 18 pièces non-bonnes = 12 retouchées et 6 rebutées
Production théoriquement réalisable = 440 minutes / temps de cycle par pièce (soit à 120 pièces / heure => 0,5 minute) = 440 / 0,5 = 880
TRS = 582 / 880 = 0,661 soit 66,1%
Calcul des taux intermédiaires
Taux brut de fonctionnement = (440 minutes d’ouverture – 50 minutes d’arrêt) / 440 minutes d’ouverture x 100 = 88,6%
Taux net de fonctionnement = (temps de cycle réel x production réalisés) / (440 minutes d’ouverture – 50 minutes d’arrêt) x 100 = 92,3%
avec temps de cycle réel (100 pièces / heures) = 60 / 100 = 0,6 mn
Rendement vitesse = temps cycle théorique / temps cycle réel = 0,5 / 0,6 x100 = 83,3%
Taux de performance = Taux net de fonctionnement x Rendement vitesse = 0,923 x 0,833 x 100 = 76,9%
Taux de qualité = pièces bonnes / total pièces produites = 582 / 600 x 100 = 97,0%
Calcul du TRS par les taux intermédiaires
TRS = taux brut de fonctionnement x rendement vitesse x taux de qualité = 0,886 x 0,769 x 0,97 x 100 = 66,1%
Taux de rendement global, TRG
Toute production bonne pouvant être vendue, TRS et TRG sont confondus.
Cette étude de cas figure dans « Le TRS indicateur de la performance : Un guide pratique à l’usage des responsables de production », André Ayel et Bruno Davier, Cetim, 2003
Le TRS (OEE) peut-il atteindre (dépasser ?)100% ?
Si vous savez comment est constitué l’indicateur TRS et par conséquent de la difficulté à obtenir un taux élevé, la question “le TRS peut-il atteindre ou dépasser 100 % ?” peut surprendre mais elle est légitime car ces situations peuvent effectivement se produire et nous allons voir pourquoi dans cette vidéo.
Ne comptez pas sur la maintenance pour améliorer le TRS (OEE)
Pour un projet d’amélioration de performance, mesurée par l’indicateur TRS (Taux de Rendement Synthétique), également connu sous son équivalent anglais OEE (Overall Equipment Effectiveness), il ne faut pas trop compter sur la maintenance. En effet, si cet indicateur très populaire à été amené par la Maintenance Productive Totale (TPM), dans les chantiers visant à améliorer le TRS, le rôle de la maintenance est même le plus souvent minime.
Dans la vidéo ci-dessous, je m’appuie mon livre « Techniques de productivité » pour montrer les différents constituants du TRS et les leviers d’amélioration potentiels, dont un nombre restreint entrent dans le champ de la seule maintenance.
Améliorer le TRS, est ce un objectif pour un service de maintenance?
Analyse du TRS avec les 16 pertes TPM
La TPM (Total Productive Maintenance) cherche à maximiser l’usage de la capacité machine installée. Cette performance est mesurée avec l’indicateur TRS, devenu l’indicateur clé en matière de performance industrielle, largement repris dans les outils Lean. Les praticiens de la TPM ont recensé 16 causes de pertes susceptibles d’affecter les performances du système de production. Ces 16 causes sont autant de pistes à investiguer lors d’une recherche d’amélioration de performances.
Typologies des pertes de performance
Les praticiens de la TPM ont dénombré 16 causes de pertes, regroupées en trois familles :
intrinsèques à l’équipement, liés à la main d’oeuvre, pertes liées à la matière, aux énergies,
Huit pertes liées à l’équipement :
- Pertes dues aux pannes,
- pertes dues au réglages,
- pertes dues aux changement d’outils (*),
- pertes dues au démarrage,
- pertes dues aux micro arrêts et à la marche à vide,
- pertes dues à la sous vitesse,
- pertes dues aux défauts et aux retouches,
- pertes dues aux arrêts programmés et à la fermeture de l’atelier (**)
Cinq pertes liées à la main d’oeuvre - Pertes dues au management,
- pertes dues à la rapidité de l’exécution,
- pertes dues à l’organisation de la ligne,
- pertes dues à la logistique,
- pertes dues aux mesures et au réglages
Trois pertes liées aux matières, à l’outillage et à l’énergie - Pertes dues à l’énergie,
- pertes dues à l’outillage,
- pertes dues au rendement de la matière
La dénomination et la présentation des causes de pertes peuvent varier d’un auteur à un autre.
(*) Les changements d’outils peuvent être considérés comme des pertes relevant de l’équipement si on les considère sous l’aspect technique, ou relevant de l’organisation si l’on se focalise sur l’ordonnancement des séries successives. (**) Ces pertes ne sont avérées que si le marché est demandeur des produits et que l’entreprise subit une perte d’opportunité de vente. Si le marché est saturé et/ou que la demande n’impose pas de faire tourner les machines, le temps non nécessaire commercialement sera mis à profit pour des interventions d’entretien, d’amélioration ou converti en changements de séries supplémentaires pour réduire la taille des lots et donc des stocks.
S’attaquer aux pertes
La chasse aux pertes vise à convertir les pertes en gains, c’est à dire les gaspillages en économies.
Elle débute par une indispensable phase de mesure et d’analyse. Durant cette phase, on compare le fonctionnement réel du système de production par rapport à une situation de référence dans laquelle il fonctionnerait de manière optimale.
La mesure se fonde essentiellement sur l’indicateur de la TPM, le Taux de Rendement Synthétique (TRS).
L’analyse des causes de sous-performance permet de retrouver les 16 causes de pertes.
Inversement la connaissance des 16 causes permet de valider leur existence puis de mesurer avec plus de finesse la part de sous-performance induite par chacune d’elles.
Le TRS expliqué en voiture, de la Côte d’Azur à Paris
C’est sur le chemin du retour des vacances, en faisant la route depuis la Côte d’Azur jusqu’à la région parisienne, que ce parallèle entre « performance routière » et Taux de Rendement Synthétique (TRS) m’est apparu.
Un itinéraire guidé par satellite
Ce matin là, partant de la côte d’Azur à 9:00, mon système de guidage par satellite, me calcule le temps
théorique de parcours, en même temps que l’itinéraire.
Arrivée estimée à 17:30, soit 8:30 de route pour 900km à couvrir.
Au bout de quelques km après le départ, les premiers ralentissements induisent un recalcul de l’heure d’arrivée, estimée désormais à 17:40. À mesure que se succèdent les ralentissements sur le parcours, l’heure d’arrivée recule.
Le parallèle avec le TRS
Le calculateur intégré ne peut prévoir tous les aléas de la circulation, ni surtout connaître mes décisions de conducteur. Ainsi le temps de parcours calculé de 8:30 représentait la meilleure performance possible en fonction d’un itinéraire précis et de contraintes, notamment le respect des limitations de vitesse.
Comme dans le calcul du TRS me dis-je; voilà un idéal théoriquement atteignable, mais les aléas de la circulation et les arrêts volontaires vont détériorer la performance. Je me demandais alors à quel niveau de performance, c’est-à-dire en combien de temps, à quelle heure je finirai ce parcours ?
Sur quoi puis-je agir ?
Changer la date ou l’heure du départ ? Ce n’est pas si simple, car il y a des choix plus ou moins favorables et des contraintes. Comme en production, lorsqu’un lot est attendu, la production a rarement la latitude de décider d’avancer ou de remettre le début de fabrication à sa convenance.
Déroger à l’itinéraire prévu ? Oui, mais c’est changer une grande part des paramètres et prendre d’autres risques. Si je « brode » autour de l’itinéraire optimal calculé, j’introduis de la variabilité, donc une très probable dégradation du résultat par rapport à l’optimum.
Le rendement vitesse est le rapport entre la vitesse théorique et la vitesse réelle. Sur la route, il est impossible de rouler systématiquement et en permanence à la vitesse maximale. Le rendement vitesse est donc forcément inférieur à 100%.
Les aléas de la circulation je ne peux pas les contrôler. Ils sont équivalents aux aléas qui frappent la production; micro-arrêts, ruptures d’approvisionnement, pannes.. Encore qu’avec l’entretien régulier du véhicule, les pannes ne devraient pas survenir…
Manque d’approvisionnement ? Pour l’approvisionnement en carburant, il n’y a guère d’autres choix que le bref arrêt nécessaire à la pompe ou l’arrêt total et forcé pour panne sèche si je m’entête !
Mes décisions d’arrêt pour refaire le plein de carburant ou pour une pause sont équivalents aux arrêts de production programmés (réunions, maintenance…). Ces décisions m’appartiennent et pour approcher la performance idéale, je peux faire l’impasse sur les pauses, mais ce serait au détriment du confort personnel, voire de la sécurité.
Sur quoi je ne transigerai pas !
Justement, la sécurité est non négociable, donc pas de conduite imprudente, ni d’impasse sur les bonnes pratiques; pauses régulières, règles de conduite, etc.
En entreprise pareil, pas de prise de risques !
Cela m’amène à penser que le facteur qualité de mon TRS routier ce serait de livrer tous les passagers à bon port, sans aucun dommage, ni pour eux, ni pour le véhicule.
Qualité Coût Délais
Livrer tous les passagers à la bonne destination et à un coût raisonnable… Oui, risquer une forte amende pour excès de vitesse ou un retrait de permis équivaudrait à un coût d’obtention déraisonnable de ma « qualité ».
Tiens, on ne parle pas assez du coût d’obtention du TRS en industrie !
Garantir les délais ? Oui, mais c’est pas tant de tenir les délais les plus brefs que d’en donner des fiables. Annoncer à belle maman que nous serons arrivés pour dîner à 20:00 et l’être effectivement est important. Si nous arrivions à 17:30, cela nous ferait pas dîner plus tôt de toute manière.
Je peux donc optimiser mon triptyque QCD, mais je m’éloigne un peu de mon sujet…
Indicateurs et tableau de bord
Je regarde mon écran GPS et me rend compte que la mesure permanente et la réactualisation du résultat conditionne mes décisions. Évidemment, comme en entreprise : indicateur de pilotage (vitesse) et indicateur de résultat (position par rapport au but). On ne maîtrise que ce que l’on mesure !
Arrivés !
Nous finissons par arriver à 19:00. Voyons, durée réelle du voyage = 10 heures. Le calculateur m’avait prédit 8:30 idéalement.
8,5 heures allouées divisées par 10 effectives font un ratio de 85 %
Si c’était un TRS, il serait « honorable ».
Si j’annonce à beau-papa que notre rendement routier a été de 85% que pourrait-il déduire? S’il est familier de ce mode de mesure, il aurait une perception immédiate de la performance, sans en connaître tous les détails.
En effet, qu’est-ce qui a fait perdre 15% ?
- Quelle est la part des arrêts programmés ?
- Celle des arrêts par aléas de la circulation ?
- Comment on pesés les variations de vitesse ?
Comme en entreprise ! Le manager se réjouit du TRS pour son aspect synthétique, mais ceux qui doivent travailler à améliorer les performances ont besoin de connaître le détail de ses constituants !
Combien de points de TRS coûtent 10mn de retard ?
Dans un environnement industriel il peut être courant de perdre une dizaine de minutes au démarrage d’une ligne ou de rallonger un peu la pause café, laissant une machine à l’arrêt. Les changements de séries pas toujours très bien maitrisés ou encore un bac de matière que l’on ne retrouve pas, autant d’aléas qui font perdre quelques minutes par-ci, un quart d’heure par là.
Cela ne semble pas très important et on n’y prête pas toujours l’importance qu’il faudrait. Qui s’est déjà soucié de calculer combien de points de TRS coûtent 10mn de retard ?
Combien de points de TRS coûtent 10mn de retard ?
Soit une journée de travail de 7,5 heures, soit 450 minutes à laquelle il faut retrancher deux pauses de 10 minutes, la réunion 5 minutes en début de journée et les 5 minutes de nettoyage en fin de journée, ce qui fait 420 minutes utiles quotidiennes.
Si les 420 minutes de temps utile sont pleinement exploitées à cadence nominale et sans défaut qualité, le TRS = 100%
Une minute dans ces mêmes conditions représente 100/420è de TRS et par conséquent 10 minutes représentent 10×100/420 = 2,38%
Chaque fois que l’on perd 10 minutes d’opportunité de production, le TRS perd environ 2,4%
Cela semble peu, mais lorsque l’on prend conscience des efforts à fournir pour passer de 75 à 80% par exemple, gaspiller 2 à 3% par le fait de causes évitables est significatif.
Améliorer le TRS avec le diagramme d’interférences – partie 1
Lorsque la notion de TRS (OEE) n’est pas encore connue, les données pour analyser cet indicateur ne sont généralement pas disponibles. On peut cependant initier une telle analyse en utilisant le diagramme d’interférences et les déclarations des parties prenantes.
Cet article propose une méthode alternative palliant au manque de données pour analyser la part de sous performance, parfois appelé le non-TRS ou le complément à 100 de cet indicateur de performance.
Calcul du TRS
Même lorsque le Taux de Rendement Synthétique (TRS) n’est pas connu, les données pour le calculer sont généralement disponibles :
Nombre d’unités produites au total
Nombre d’unités défectueuses ou non conformes
Temps de cycle unitaire
Temps de production
Le TRS se calcule par le rapport nombre d’unités bonnes / nombre total d’unités théoriquement réalisables.
Le dénominateur peut être lui-même calculé en divisant le temps de production par le temps de cycle unitaire.
Exemple:
Toute la production peut être vendue
Nombre de pièces produites au total : 510
Nombre de pièces défectueuses ou non conformes : 32
Temps de cycle unitaire : 40 secondes
Temps de production : 8 heures
Nombre de pièces bonnes = 510 – 32 = 478
Nombre de pièces théoriquement réalisables = 8 heures / 40 secondes = 720
TRS = 478/720 = 66,4%
Or pour améliorer le rendement, ce n’est pas la valeur du TRS qui importe, mais ce qui constitue son complément à 100 et qui représente la capacité installée non utilisée, gaspillée.
Le complément à 100 du TRS
Le complément à 100 du TRS, parfois appelé le non-TRS, est la part complémentaire entre la valeur du TRS et 100%, ou 100-TRS. Dans l’exemple précédent, le complément à 100 du TRS est égal à 100-66,4= 33,6%.
En d’autres termes, pour une capacité installée de 100%, 33,6% soit un tiers est gaspillé, puisque toute la production est vendable.
Il importe donc de connaitre les raisons qui entrainent ce gaspillage.
Or pour pouvoir identifier, analyser et pondérer ces causes, encore faut-il disposer des données nécessaires. Lorsque celles-ci ne sont pas disponibles, on peut recourir au diagramme d’interférences.
Le diagramme d’interférences
Les interférences sont toutes les causes, tous les événements qui contrarient la production. Ces interférences sont portées sur un diagramme en rosace appelé Interference Diagram (ID) ou diagramme d’interférences.
Au centre du diagramme figure la question « Qu’est-ce qui coûte du temps de production ? », une transposition en langage populaire de l’interrogation sur la nature des causes de sous-performance.
La construction du diagramme d’interférences repose sur le questionnement des personnels qui vivent, subissent ou constatent les perturbations de la machine ou du processus en question.
Les raisons connues, expérimentées par les personnels sont portées dans des « pétales » qui forment rosace autour de la question centrale.
Dans l’exemple ci-dessous, huit causes sont citées par les personnels en réponse à la question centrale. L’animateur, pour les aider, leur demande de se remémorer la journée de la veille, les jours précédents ou la semaine dernière, afin d’obtenir un panorama de causes significatif.
L’ordre dans lequel les causes sont citées est souvent représentatif de leur occurrence ou de leur poids, les souvenirs des événements les plus pénalisants étant en principe les plus vivaces.
Améliorer le TRS avec le diagramme d’interférences – Partie 2
Cet article propose une méthode alternative palliant au manque de données pour analyser la part de sous-performance, parfois appelé le non-TRS ou le complément à 100 de cet indicateur de performance.
Dans la première partie, nous avons vu comment inventorier les causes de sousperformance.
Une fois toutes les causes connues citées, huit dans l’exemple, il convient d’évaluer pour chacune d’elles le temps perdu que cela représente sur un horizon temporel donné et familier aux personnels ; jour ou semaine.
Si les indications données sont imprécises ce n’est pas un problème, ce qui importe c’est la vraisemblance et la cohérence des évaluations.
Mieux vaut être globalement juste que précisément faux.
Lorsque les évaluations sont réalisées, on calcule pour chaque interférence son poids relatif par rapport au total. On l’exprime généralement en %. Il reste à trier les interférences dans l’ordre décroissant de leur poids pour obtenir le diagramme de Pareto qui indique les axes prioritaires d’actions : quelles interactions sont à éradiquer pour améliorer la performance.
Il s’agit de concentrer les efforts d’amélioration sur les interférences les plus impactantes en priorité.
Pourquoi exprimer les interférences en temps?
On pourrait exprimer la perte de performance en équivalent d’unités produites ; 100 pièces, 30 kg, etc. Or, l’évaluation de l’impact des interférences en temps est plus pratique car celles- ci peuvent être de natures très différentes.
Dans l’exemple, les personnels se souviennent que les attentes matières ont duré environ quatre heures, alors qu’ils ne sauraient exprimer aussi spontanément l’équivalent en unités de production.
D’autant plus que l’équivalent en unités de production dépend des modèles, des séries, recettes ou références, alors que l’expression en durée est « universelle ».
Exemple:
Soit un atelier travaillant en 2×8 heures sur 5 jours par semaine
Le relevé de production de la semaine précédente indique que sur 80 heures disponibles, seules 44 ont été effectivement utilisées pour produire. Le score de cette semaine-là est représentatif de ce qui se passe en général.
Le groupe de travail est donc sollicité pour identifier les interférences. Le diagramme correspondant est le suivant :
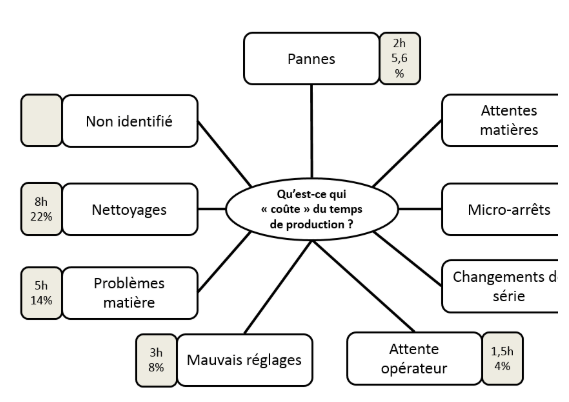
Les durées sont estimées sur une base hebdomadaire. Certaines de ces durées peuvent être connues avec précision, comme par exemple la durée d’attente de livraison de matières en retard, car les personnels de production auront à coeur de prouver que la sous-performance ne leur est pas imputable.
Il existe une part de causes inconnues, non identifiées qui expliquent l’écart entre la somme des estimations faites par les personnels et les données d’entrée qui indiquent que le total du temps non productif est de 36 heures.
Le pourcentage de chaque interférence est calculé par la suite. Puis un diagramme de Pareto est construit en triant l’histogramme dans l’ordre décroissant.

Il ne reste plus qu’à analyser plus avant ces causes, déterminer les priorités et investiguer sur les causes racines pour éliminer, ou tout du moins fortement réduire les interférences générées.
Conclusion
L’approche par le diagramme d’interférence est un substitut à un système de mesure, d’analyse et d’amélioration formalisé du TRS. C’est une approche pragmatique qui permet de démontrer l’intérêt de la mesure et d’un processus d’amélioration structuré.
L’approche par le diagramme d’interférence ne devrait cependant pas se substituer à un système basé sur la mesure réelle, mais se limiter à s’y substituer le temps d’installer le système permanent et d’accumuler les premières données.
Faut-il convertir TRS en OEE?
A la lecture du titre de cet article, un groupe de lecteurs ne comprendra rien, un second se demandera ce qu’est TRS, un troisième ce qu’est OEE et un quatrième sera surpris par l’apparente absurdité de la question.
TRS
TRS signifie Taux de Rendement Synthétique désigne l’un des indicateurs de performance les plus populaires mais aussi le plus sévère. Il est né en industrie et y est très utilisé.
TRS n’est nécessairement limité à l’industrie, j’ai participé à un groupe de travail pour le transposer en IT (build and run).
Le Taux de Rendement Synthétique mesure une performance globale (le rendement) d’une ressource, généralement une machine ou une installation, en prenant en compte sa disponibilité opérationnelle, sa performance propre (rendement vitesse) et la qualité.
L’intégration de ces trois grandeurs vaut au Taux de Rendement le qualificatif de Synthétique.
Pour en savoir plus sur les constituants et le mode de calcul du TRS, je renvoie les lecteurs vers les articles correspondants :
TRS, indicateur clé
TRS, sa constitution et ses taux intermédiaires
TRS, exemples de calcul
OEE
OEE signifie Overall Equipment Effectiveness (prononcez O-i-i) et se trouve être le nom anglais original du TRS. TRS n’est donc qu’une francisation de cet indicateur né avec la Total Productive Maintenance (TPM) dans les années 1960.
De ce fait, OEE est structuré autour de trois taux intermédiaires : availability, performance et quality et tout ce que vous aurez pu lire à propos de TRS s’applique à OEE et inversement.
L’intérêt de la francisation, l’invention du TRS
Malgré une internationalisation croissante et acceptée dans de nombreux domaines, les mots et sigles étrangers peinent parfois à s’imposer dans les entreprises. Dans le cas d’OEE, c’est un indicateur qui sert à la fois aux managers et aux opérationnels, jusqu’aux personnels de production, dont beaucoup ne parlent aucune langue étrangère. Il est ainsi “normal” de franciser un indicateur, ses constituants et tout le concept qui va autour.
La francisation a sûrement été pour beaucoup dans la diffusion et l’emploi du TRS. En effet, l’effet de rejet par rapport à quelque chose venant de l’étranger joue très peu dans le cas du TRS et tous les personnels exposés ou impliqués dans son usage peuvent comprendre de quoi il s’agit, à quoi cela sert et comment s’en servir.
Notons qu’une norme française a même été créée pour tenter de normaliser son utilisation (NF 60-182), sans qu’elle connaisse, elle, un franc succès dans les entreprises d’après mes observations.
Les limites et inconvénients de la francisation
La francisation de l’OEE en TRS a aussi des limites et des inconvénients. La traduction limite l’utilisation du TRS dans un espace francophone, avec des entreprises, services ou personnes qui auraient également optés pour la francisation. Or dans de nombreuses entreprises de l’espace francophone, on a conservé l’appellation originelle OEE et on vit très bien avec.
Pire, l’emploi du TRS coupe les francophones de la communauté internationale s’ils ne savent pas passer de manière fluide des termes français aux termes anglais et inversement.
TRS est certes traduisible littéralement, mais la traduction n’évoquerait rien à la plupart des interlocuteurs. Essayez avec “Synthetic Yield Rate” pour voir…
Cela se passe éventuellement un peu mieux avec les trois taux intermédiaires.
Faut-il convertir TRS en OEE ?
On en arrive à la question, troublante pour les initiés, faut-il convertir TRS en OEE ? Il ne s’agit pas de rejeter TRS au profit de quelque chose d’autre, ni d’appliquer une formule deconversion pour obtenir une valeur selon un nouvel indicateur. Il s’agit de s’aligner sur les terminologies anglaises les plus largement répandues.
Si je pose la question, c’est qu’habitué à travailler avec des doubles systèmes francoanglais, voir anglo-allemand, j’en ai également vu les inconvénients lorsqu’il s’agit de travailler dans un contexte international, dans lequel – qu’on le veuille ou non – l’anglais reste la langue commune et lorsque les interlocuteurs doivent d’abord investir un temps
significatif pour s’ajuster sur des terminologies.
Si je n’ai pas d’avis définitif sur la question, je recommande néanmoins à toutes les personnes susceptibles de travailler dans des équipes internationales ou d’interagir avec des membres d’une communauté (Lean, Six Sigma, etc.) de savoir passer de manière fluide des termes dans leur langue aux termes originaux, et vice-versa.
TRS (OEE) questions et réponses, la norme NF E-60-182
Dans cette vidéo, je présente la norme NF E-60-182 qui clarifie les notions de TRS, TRG, etc.
TRS (OEE) questions et réponses : peut-on omettre le taux qualité
Dans cette vidéo la question est peut-on omettre le taux qualité ?
TRS (OEE) questions et réponses, Help, notre TRS c’est n’importe quoi
Cette série de vidéos tente d’apporter les réponses aux questions les plus courantes et certaines moins courantes, à propos de l’indicateur Taux de Rendement Synthétique (TRS) et son « grand frère le Taux de Rendement Global (TRG). Dans cet épisode, il est question de « truander » les règles.
TRS 5 questions à l’épreuve du Vrai ou Faux
Cette série de vidéos tente d’apporter les réponses aux questions les plus courantes et certaines moins courantes, à propos de l’indicateur Taux de Rendement Synthétique (TRS) et son « grand frère le Taux de Rendement Global (TRG).
TRS et les pertes TPM liées aux équipements
Dans cette vidéo, premier volet d’une série de 3, je détaille la famille des 8 pertes liées aux équipements, selon la Total Productive Maintenance (TPM)
TRS et les pertes liées au facteur humain
Dans la vidéo ci-après, j’aborde les 5 types de pertes liées au facteur humain, selon la Maintenance Productive Totale (TPM) et qui affectent leTaux de Rendement Synthétique (TRS ou OEE en anglais).
TRS et les pertes liées aux matières, outils et énergies
Dans ce troisième et dernier voletsur la série vidéo des 16 types de pertes et gaspillages identifiés par la Maintenance Productive Totale (TPM), il est question de matières premières, outils et énergies.
Quel futur 4.0 pour le TRS/OEE
Avec le déploiement croissant et celui encore attendu des solutions 4.0, les opérationnels tout comme les décideurs peuvent se demander si les démarches et programmes, les outils et méthodes mis en place jusqu’alors resteront pérennes et pertinents.
L’indicateur TRS (Taux de Rendement Synthétique, également utilisé sous son acronyme anglais d’OEE) fait partie du décor industriel depuis quelques décennies, il est populaire au sens de connu et apprécié, aussi peut-on se poser la question de sa survie à une transformation 4.0.
Le TRS restera le TRS, même en environnement 4.0, lisez pourquoi dans mon article Quel futur 4.0 pour le TRS/OEE ?
Quel futur 4.0 pour le TRS/OEE ?
Avec le déploiement croissant et celui encore attendu des solutions 4.0, les opérationnels tout comme les décideurs peuvent se demander si les démarches et programmes, les outils et méthodes mis en place jusqu’alors resteront pérennes et pertinents.
L’indicateur TRS (Taux de Rendement Synthétique, également utilisé sous son acronyme anglais d’OEE) fait partie du décor industriel depuis quelques décennies, il est populaire au sens de connu et apprécié, aussi peut-on se poser la question de sa survie à une transformation 4.0.
Le TRS restera le TRS, même en environnement 4.0
Rassurons les inquiets et inquiétons ceux qui espéraient sa disparition, le Taux de Rendement Synthétique restera le Taux de Rendement Synthétique, même en environnement 4.0. Non seulement les données de base sur lesquelles le TRS est construit vont perdurer, mais elles vont gagner en véracité et pertinence. Par ailleurs la performance, l’efficience que l’on mesure, analyse et améliore au travers du TRS resteront également au coeur des préoccupations du futur, qu’elles soient humaines ou artificielles.
Un investissement, une décision structurante se prendra toujours avec un éclairage sur le retour sur investissement et une performance attendue. Autrement dit, une projection du TRS. Par ailleurs, il n’aura pas échappé aux observateurs attentifs que les premières applications du 4.0 se sont emparées prioritairement du calcul et de l’affichage du TRS. Cela eut été très maladroit de la part des offreurs de solutions que de baser leurs démonstrateurs sur un cas d’usage, le TRS en l’occurence, en voie de disparition.
Un TRS/OEE plus juste, plus automatisé, plus systématique et moins sujet aux manipulations
A mesure que les machines nouvelles vont être installées, les données issues de leurs divers capteurs et calculateurs seront disponibles pour alimenter le lac de données de l’entreprise, le MES (Manufacturing Execution System) et d’une manière ou d’une autre le calcul du Taux de Rendement Synthétique. Les machines anciennes qui seront rendues communicantes par rétrofit ou par adjonction de systèmes de capteurs intelligents alimenteront elles aussi ces mêmes canaux.
Le TRS par machine pourra se calculer facilement, automatiquement, en continu et pourra être affiché instantanément sur la maille de temps choisie par les superviseurs et/ou les analystes. Au moment d’écrire ces lignes (mai 2019) ceci est d’ailleurs déjà une réalité pour bien des entreprises.
Les données remontées directement par les équipements, à haute fréquence (selon les paramétrages) seront d’autant plus juste qu’il n’y a aucune retranscription ni intervention humaine et que la fréquence d’échantillonnage sera élevée.
Pour ce dernier point ce sont les micro-arrêts qui pourront être détectés et analysés plus finement mais également le scénario juste avant panne ou arrêt qui pourra être rejoué finement dans le jumeau numérique, grâce à l’historisation des données à maille fine.
Un TRS généré automatiquement c’est alléger la tâche de celles et ceux qui devaient (doivent) le calculer à partir de relevés manuels ou semi-automatiques. C’est éliminer les erreurs et les tâches de peu d’intérêt mais de grande importance.
Un TRS plus systématique, mesuré partout sera une possibilité disponible sans plus d’effort. Encore que mesurer le TRS partout n’est pas nécessaire pour le pilotage de la performance, mais le fait que l’on puisse le faire est un avantage dans les cas de reconfigurations dynamiques et/ou fréquentes, dans lesquelles la machine contrainte risque de changer.
Pour mémoire, la contrainte par sa définition même contrôle le débit de tout le système, par conséquent la mesure de performance est critique à cet endroit, optionnelle, voire distrayante, ailleurs.
Enfin, l’automatisation du recueil des données et du calcul du TRS rendra les erreurs, les manipulations et la fraude très difficiles. De nombreuses (dé)corrélations auront vite fait de révéler les incohérences dans une masse de données, que les humains non spécialistes ne pourront masquer.
S’en sera fini des TRS de complaisance gonflés aux astuces pour afficher une réalité factice et les benchmarks gagneront en signification, pour peu que les paramétrages suivent un standard ou une norme commune.
Ce qui ne changera pas (tout de suite)
Si cette analyse prospective semble favorable au futur 4.0 du TRS, ce n’est pas une révolution, au mieux une accélération et une généralisation d’un mouvement qui était déjà initié avant le hype du 4.0.
Malheureusement, ce qui ne changera pas, du moins pas tout de suite est la saisie des causes d’arrêts et perturbations, qui resteront encore manuelles pour un temps. Bien entendu, elles seront rendues plus faciles, plus rapides, plus 4.0 mais nécessiteront encore cette appréciation humaine pour qualifier l’évènement.
C’est là le talon d’Achile du TRS, qui n’est rien en lui-même s’il n’est pas accompagné des causes explicatives. Les tablettes généreusement distribuées par les pionniers du 4.0 (4.0 d’apparence s’entend) avaient pour but de simplifier la saisie des causes du bout des doigts ou du stylet, mais il n’en demeure pas mois qu’il reste nécessaire d’informer le système sur ce qu’il se passe.
C’est là que demeure l’imprécision, les erreurs volontaires ou non, les manipulations, les tâches peu appréciées, etc. Un paradoxe à l’ère du 4.0 et de la sensibilité croissante à la validité des données.
Je gage que les intelligences artificielles vont dans un premier temps servir de contrôleur virtuel de la cohérence et de la vraisemblance des données saisies, avant qu’elles puissent (enfin) se substituer aux humains pour qualifier les évènements affectant le TRS sans interventions humaines.
Conclusion
Quoi qu’il en soit, le TRS restera un indicateur de première importance dans l’usine 4.0. Il sera certainement accompagné d’une foule d’autres indicateurs, que les solutions 4.0 rendent facilement disponibles et consultables. Mais avant que le nombre de likes sur la page Facebook de l’entreprise ne détrône le TRS pour piloter la performance de la production, il reste de la marge.
SMED, changement rapide de séries
Parmi les évènements qui pénalisent le plus la performance productive des machines se trouve la durée et la fréquence des changements de séries. Celles-ci sont nécessaires pour garantir la flexibilité et la fluidité du système face aux fluctuations des demandes. Aborder les changements de séries sans méthode, c’est s’exposer à perdre un temps précieux, surtout si le changement concerne la machine goulot.
Le SMED est une méthode d’organisation qui cherche à réduire de façon systématique le temps de changement de série, avec un objectif quantifié.
Les changements fréquents sont nécessaires
Lorsque plusieurs productions différentes empruntent les mêmes ressources (machines), elles se succèdent généralement en trains de séries homogènes. On évoque également le terme de « campagnes » pour désigner la succession de productions.
Le schéma ci-dessous représente le « film » de production tel que le verra une machine déterminée. D’abord c’est la référence 1 qui est produite, puis la machine est mise à l’arrêt pour la préparer à produire la référence 2. Chaque intervalle rouge figure la durée d’un changement d’une production à une production différente.
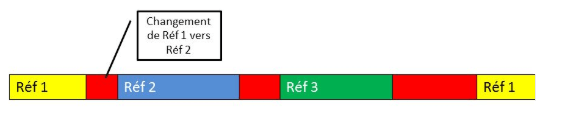
Bien évidemment, un changement n’impacte la productivité de la machine que s’il est nécessaire d’arrêter la machine pour effectuer le changement. Plus les changements sont longs et/ou fréquents, plus la capacité productive de la machine est diminuée.
La tentation est grande de minimiser les changements afin de ne pas perturber la production. Or cette stratégie, même justifiée par de pseudo « tailles de lots économiques », n’est plus envisageable car elle nécessite des stocks plus importants pour compenser la moindre souplesse. Le temps de traversée des produits est plus long, ce qui globalement coûte plus cher (coût de possession, time-to-cash rallongé) et comporte des risques qualité, notamment la découverte tardive de défauts.
Les changements fréquents sont nécessaires car ils permettent de répondre de manière réactive et plus économique aux variations de demandes.
Un changement de… quoi ?
Selon les secteurs d’activité le vocabulaire varie. En manufacturing on va plutôt évoquer des changement de séries , dans la plasturgie on change d’outil, car c’est essentiellement lui qui conditionne la production. Dans les industries agroalimentaires, la fabrication de colles et autres production à base de mélanges se sont plutôt des changement de recettes. La chimie, la pharmacie ou l’industrie des cosmétiques recourent à des changements de formulation et l’imprimerie est sur du changement de format, tout comme les unités de conditionnement.
Toutes ces expressions sont synonymes au sens du SMED, il faut travailler à réduire le temps d’arrêt des machines ou du procédés durant les changements.
Un acronyme qui prête à confusion
Single Minute Exchange of Die se traduit par « Echange d’outil en moins de 10 minutes ». Le terme « Single Minute » que l’on traduirait avec raison en « une minute » est sujet de confusion. En fait c’est une maladresse des pères japonais de cet acronyme qui voulaient indiquer que le temps de changement doit se mesurer sur un seul digit, soit avec les chiffres de 0 à 9 et par conséquent en moins de 10 minutes.
La maladresse peut être vertueuse, car pourquoi ne pas viser réellement le « single minute » (la seule minute), voire l’OTED qui est l’acronyme pour désigner On Touch Exchange of Die ou l’échange instantané d’outil par simple effleurement…
Les bases de SMED
Deux notions fondamentales
On distingue deux types d’opérations : les opérations internes, qui ne peuvent être exécutées que si la machine est arrêtée et les opérations externes qui peuvent être exécutées machine en marche, sans arrêter la machine.
Typiquement, les opérations internes concernent des réglages ou changements sur des organes en mouvement ou proches d’organes en mouvement, alors que les opérations externes se font hors du champ de la machine, tel que remplir un formulaire, préparer un montage, etc. Ce dernier type d’opérations ne nécessite pas d’arrêter la machine, mais le manque d’organisation rationnelle fait que bien souvent ces opérations externes se font en maintenant la machine arrêtée.
La méthodologie SMED prévoit logiquement de minimiser les opérations internes et maximiser les opérations externes. Le passage d’une opération interne en opération externe est appelé « conversion ».
Les tâches inutiles
Avant de se lancer dans un effort de conversion, il est nécessaire de procéder à l’inventaire exhaustif des tâches nécessaires au changement. Une fois cet inventaire effectué, une analyse critique doit déterminer quelles tâches sont réellement nécessaires et celles qui sont inutiles. Ces dernières sont éventuellement des reliquats d’actions mises en place par le passé (contremesures, précautions, etc.) dont les causes qui leur ont donné naissance ont disparu, mais ces tâches sont restées dans les modes opératoires. Il va de soi que le premier gain de temps et d’énergie consiste à éliminer les tâches inutiles.
Modes opératoires
L’existence de standards, sous forme de modes opératoires par exemple est un autre prérequis à une analyse des tâches. En l’absence de tels standards, chaque intervenant (personnel opérateur, régleur…) pourra procéder selon ses préférences et (bonnes ou mauvaises) habitudes. En l’absence de mode opératoire ou de procédure standard,
l’observation d’un changement risque de ne pas être significatif.
En l’absence de standard, il est recommandé de fixer une des manières de procéder comme tel, de demander à chaque personne de s’y conformer, avant de la faire évoluer si cela se montre nécessaire ou pertinent.
Organisation versus solutions techniques
Les opérationnels découvrant SMED ont tendance à mettre leur créativité au service de solutions techniques ou technologiques, qui opèrent une sorte d’irrépressible attraction. L’expérience montre pourtant que c’est en revisitant l’organisation d’un changement que l’on découvre les leviers les plus importants. Il s’agit de ne pas se tromper de cible et résister à l’appel des solutions techniques. C’est ce que cherche à illustrer la vidéo suivante.
SMED expliqué en faisant la lessive – partie 1
SMED est une méthode systématique pour réduire les temps de changement de séries, d’outils, de formats, de recettes, etc. pour réduire le temps d’arrêt d’une machine.
Pour expliquer SMED à celles et ceux qui le découvre, j’utilise l’exemple de la lessive.
Imaginons que la très ordinaire machine à laver soit une ressource rare et précieuse et que cette machine doivent laver le maximum de linge possible en 24 heures chaque jour.
La machine s’arrête automatiquement à la fin d’un cycle de lavage et il n’y a d’autre choix que d’échanger le linge lavé avec du linge à laver. Cet échange est équivalent à un changement de série en production. Afin de minimiser le temps d’arrêt de la machine à laver, l’échange (des lots) de linge doit être aussi rapide que possible.
Avant de se lancer avec enthousiasme dans l’invention d’un canon à propulser le linge à haute vélocité dans le tambour de la machine à laver, observons comment se passe un échange de linge.
Le processus de changement traditionnel
Lorsque la machine s’arrête en fin de cycle, “l’opérateur” doit être prêt à intervenir sans tarder, ce qui suppose sa disponibilité et sa réactivité. Si la machine ne signale pas elle même la fin du cycle et si l’opérateur n’est pas dans l’attente de cet évènement, le temps de prise en compte et de réaction est perdu.
La première opération à réaliser ensuite est de décharger la machine du linge lavé. Ce linge soit être protégé d’éventuelles salissures en le plaçant dans un panier à linge propre et vide.
Panier à linge vide ? où trouver un panier à linge vide ?
Le temps passé à chercher un panier à linge vide les bras chargés de linge humide fraichement lavé est perdu pour la machine, qui attend la prochaine fournée de linge à laver.
Quand enfin le linge humide fraichement lavé est mis dans un panier à linge propre et vide et en supposant que notre opérateur ne perde pas plus de temps à s’occuper du linge propre, il revient vers la machine à laver et charge une nouvelle tournée de linge à laver.
A ce moment précis les garçons découvrent avec étonnement que le linge doit être trié et que l’on lave séparément le linge blanc et le linge dit « couleur », sauf pour ceux qui n’ont cure de voir leur chemise blanche passer du blanc immaculé au rose bonbon grâce au chemisier de leur fille/soeur/épouse. Les filles connaissent le truc généralement.
Si le linge à laver n’a pas été trié auparavant, le temps mis à le trier est lui aussi perdu pour la machine qui attend, comme dirait un de mes collègues poète, « la gueule ouverte ».
Finalement une fois le linge trié jeté dans la machine d’un geste inutilement violent, l’accélération subie par ledit linge ne compensant guère le temps perdu à ce stade.
Le changement de série n’est pas achevé tant que la machine n’est pas remise en route et avant de la remettre en route il faut remettre du produit lessive.
Produit lessive ? Où est le produit lessive ?
Pendant la recherche du produit lessive, la machine… attend.
Lorsque le réceptacle adéquat est pourvu de produit lessive, la machine est (enfin) relancée.
Ce scénario imaginaire n’est pas forcément inconnu dans certains ménages, tout comme son équivalent en production dans les usines.
Au lieu d’une machine à laver domestique, il s’agit de machine outils ou d’instruments de teste et mesures. Au lieu de linge, on cherche de la matière première et au lieu de produit lessive, les opérateurs cherchent des outils, des gabarits, des plans ou n’importe quoi d’autre qui devrait être prêt et disponible mais qui ne l’est pas.
SMED expliqué en faisant la lessive – partie 2
SMED est une méthode systématique pour réduire les temps de changement de séries, d’outils, de formats, de recettes, etc. pour réduire le temps d’arrêt d’une machine.
Dans l’article précédent, j’expliquais SMED, une approche systématique pour réduire les temps de changement de séries, de formats, de recettes… et donc l’arrêt d’une machine, à l’aide d’un exemple de la vie quotidienne : faire la lessive.
Dans notre exemple, la machine à laver le linge est une machine très précieuse qui doit laver un maximum de linge en 24 heures. Pour ce faire, la machine doit être protégée contre tout arrêt non strictement nécessaire, notamment durant le changement de série, de linge à laver.
Après avoir décrit un changement de lot de linge à laver comme il pourrait typiquement se produire, abordons les moyens de réduire drastiquement la durée d’arrêt de la machine.
Distinguer les réglages internes et externes
La première des choses qu’il est nécessaire de comprendre lorsque l’on vise la réduction des temps de changement de série est la distinction entre les réglages internes et réglages externes.
Les réglages dits internes ou Internal Setup (IS) operations sont à réaliser dans ou à proximité immédiate d’une machine, ce qui impose de la mettre à l’arrêt pour que les réglages soient possibles ou qu’ils puissent se faire en toute sécurité.
Les réglages dits externes ou External Setup (ES) operations ne requièrent pas l’arrêt de la machine, soit parce que ces opérations n’ont rien à voir avec la machine elle-même :
- Approvisionner de la matière, des pièces
- Remplir un formulaire
- Entrer des données sur un clavier
Soit que ces opérations peuvent se faire sans mettre en danger l’opérateur.
Un troisième type « d’opérations », qui semblent a priori être du type externes, se révèlent être totalement inutiles. On trouve notamment dans cette catégorie les contremesures à des problèmes anciens, qui sont résolus mais la contremesure demeure.
Réglages internes et externes en faisant la lessive
Dans l’exemple de la lessive, quels sont les réglages internes et externes ?
Le temps de réaction de l’opérateur à la fin du cycle de lavage n’est ni une opération interne ni externe, c’est un pur gaspillage qu’il faut éviter.La recherche d’un panier à linge vide puis du produit lessive, ainsi que le tri du linge ne devraient pas se faire au détriment du temps utile de la machine, mais être anticipés. La bonne préparation du changement avant que celui-ci n’intervienne est une source majeure de réduction de la durée d’arrêt machine.
Ce type d’opération est bien externe et peut se réaliser en temps masqué, c’est-à-dire durant un cycle de lavage – la machine tourne – et avant la prochaine fin de cycle.
Dans un environnement de travail correctement organisé, propre et rangé, la recherche de choses telles que le panier à linge ou le détergent est inutile car tout est rangé, à sa place, prêt à l’emploi.
La distinction des opérations ou réglages internes et externes et l’adaptation de l’organisation du changement amène une réduction significative du temps de changement et du temps d’arrêt machine.
SMED, 3 raisons pour engager un projet
Dans cette vidéo je propose 3 raisons classiques qui conduisent à engager un projet SMED.
Les questions préalables avant d’engager une démarche SMED
Dans cette vidéo d’environ 5 minutes je liste les questions qui me paraissent intéressantes à poser avant d’engager un chantier ou une démarche SMED.
Une approche structurée pour réduire les temps de changement de séries
Dans ce tutoriel j’expose une approche structurée pour réduire le temps des changements de séries, sans aucune modification technique sur équipement. Il s’agit dans un premier temps de fixer une méthode et un temps alloué, puis mesurer les performances en termes de temps mis à changer les séries, puis d’analyser les données pour améliorer au fil du temps.
De l’intérêt du SMED (et du Lean) en industrie pharma
Dans un secteur d’activité longtemps envié pour ses moyens, les besoins de capacité ont traditionnellement été résolus par des investissements en capacités supplémentaires.
L’intensification de la concurrence et les chamboulements qui touchent ce secteur oblige désormais les acteurs à repenser leurs solutions.
Il est (était ?) des secteurs d’activité dans lesquels un Taux de Rendement Synthétique (TRS ou OEE) plafonnant à une trentaine de pourcent ne choque (toujours) personne et dans lesquels on compense (encore souvent) la capacité gaspillée par un investissement capacitaire supplémentaire, dût-il coûter quelques millions d’euros.

C’est (c’était) le cas de l’industrie pharmaceutique, dans laquelle les marges excédaient de très loin les coûts de production, de sorte que l’effet de levier sur des capacités nouvelles étaient sans commune mesure avec la récupération des capacités gaspillées (Schéma « Avant »).
Avec l’émergence de concurrents de plus en plus nombreux et agressifs, ainsi que la multiplication des contraintes, les coûts vont probablement augmenter et les marges diminuer (Schéma « Après »).
Les gaspillages, auparavant « négligeables », deviennent proportionnellement importants et se révèlent être des gisements de productivité ignorés jusque-là.
L’expérience montre que sur les seuls changements de séries, des modifications dans l’organisation et la manière d’aborder les changements permettent de réduire d’un tiers, dans certains cas de moitié, le temps non productif.
L’accélération des vides de lignes et une meilleure coordination des tâches administratives liées aux dossiers de lots durant les changements de séries sont de bonnes pistes pour récupérer du temps productif. Ceci sans changements fondamentaux, ni concessions à la sécurité, à la qualité et sans déroger aux bonnes pratiques de fabrication (BPF).
En effet, durant un changement de série ou de formulation, les ressources immobilisées ne produisent aucune valeur ajoutée. Réduire cette durée d’immobilisation au stricte nécessaire, sans concession à la maitrise de la sécurité, à la qualité ou aux bonnes pratiques de fabrication (BPF), c’est récupérer de la capacité productive sans investissement.
La méthode SMED
La méthode SMED (Single Minute Exchange of Die), permet une recherche structurée d’un mode opératoire maîtrisé et robuste pour des résultats pérennes.
Celle-ci consiste, en quatre ou cinq étapes à éliminer les opérations inutiles, à réduire le temps d’immobilisation des ressources et le temps des arrêts machine. Ce temps récupéré peut être converti en production supplémentaire sans investissement capacitaire, ou en changements plus fréquents à moindre pertes pour améliorer la réactivité de la production.
Pour conditionnement et production de vrac ?
L’intérêt de changements courts et fréquents pour les lignes de conditionnement est facile à appréhender :
D’une part, le temps gagné durant les changements peut être converti en conditionnements supplémentaires et retarder ainsi, voire rendre inutile, un investissement en ressources supplémentaires. Cette solution est particulièrement intéressante s’il s’agit d’absorber des pics de charge ou une surcharge temporaire.
D’autre part, multiplier les changements en utilisant le temps gagné rend le conditionnement plus réactif et adaptable aux fluctuations de commandes et urgences. Le conditionnement peut ainsi être plus largement découplé de la formulation et mieux servir les clients. Le taux de service et l’OTIF (On Time In Full) sont améliorés et une meilleure réactivité peut être un gage de compétitivité et un élément différenciant par rapport à la concurrence.
La formulation, la fabrication des vracs obéit généralement à une autre logique que les flux tirés. Le lancement est fait sur prévisions avec des politiques de tailles de lots optimum puis les flux sont poussés jusqu’au point de découplage à partir duquel les produits sont stables et conservables.
La taille et la nature des installations / opérations en formulation n’autorisent guère des tailles de lots réduites et des changements fréquents. Une limitation largement partagée par l’industrie chimique ou les cosmétiques, l’agroalimentaire et de manière générale les industries dites « de process ».
Ceci ne signifie pas que la méthode SMED ne puisse pas y trouver application et qu’une partie du temps de changement ne puisse être gagnée, mais les gains seront plus modestes et les blocages (habitudes, historique, culture, technologies…) plus important dans ce segment amont.
En conclusion, l’application de la méthode SMED gagne à être prioritairement dirigée sur l’aval du processus de production, au conditionnement-emballage, puis une évaluation dans le contexte doit vérifier si l’extension de la démarche doit se poursuivre vers l’amont.
4 raisons de s’intéresser à SMED
4 raisons de s’intéresser à SMED est un article paru surmon blog de la Nouvelle Industrie SMED est une démarche structurée de réduction des temps de changement de séries et l’article détaille 4 bonnes raisons de s’y intéresser.
4 raisons de s’intéresser à SMED
SMED est une démarche structurée de réduction des temps de changement de séries. Voici 4 bonnes raisons de s’y intéresser.
1) Il manque de la capacité de production
Une ressource critique du processus de production n’est pas capable de délivrer la quantité attendue (on appelle cela en général la charge placée sur elle) et une rapide analyse montre que les durées de changement de série sont un des facteurs principaux de perte de capacité.
Plutôt que de réduire le nombre de changements et d’allonger la taille des séries, un travail sur la réduction des durées des changements d’une série à la suivante est généralement un bon levier pour récupérer de la capacité gaspillée.
Dans bien des cas les gains de temps au travers de l’application de la méthode SMED sont suffisants pour résoudre le problème de capacité manquante. Si ce n’est pas le cas. Il faut analyser la distribution des causes de perte (via un diagramme de Pareto, par exemple). Les pannes machine ou encore la non-qualité peuvent être des thèmes supplémentaires à traiter.
2) Il manque de la flexibilité
Dans le cas où il manque de la flexibilité, ce n’est pas la capacité de production qui manque mais la capacité à mieux coller à la demande en changeant plus fréquemment les productions. En effet, pour un client en attente d’un produit donné, la durée d’attente est fonction de la longueur de la file avant lancement de la production du produit attendu et de la durée de traversée (lead time) du processus de production, jusqu’à l’expédition.
La réduction de la taille des lots et la multiplication des lancements est une solution connue de longue date et plus efficiente que l’augmentation des stocks. Pour être viable il faut néanmoins que la multiplication des changements de séries ne fasse pas chuter la capacité de production sous le niveau requis, sans quoi on se retrouve dans le cas précédent.
Pour prévenir ce risque, on peut réduire la durée des changements en appliquant la méthode SMED et convertir le temps gagné en changements de séries supplémentaires.
3) Il manque de la disponibilité
Dans ce troisième cas il ne manque ni de capacité de production ni de flexibilité mais de temps disponible pour effectuer les opérations de maintenance périodique ou pour absorber opportunément des commandes exceptionnelles.
Dans ce cas également la réduction des durées de changements peut être une solution à envisager. Le temps gagné peut alors être utilisé selon les besoins.
4) Il faut libérer du temps d’experts
Ce cas est plus rare mais ce besoin peut néanmoins apparaître, notamment dans les environnements fortement contraints par des normes ou des réglementations et dans lesquels les changements de lots ou de séries sont confiés ou nécessitent l’assistance de personnels avec une habilitation particulière. Dans ces cas, ce n’est plus la capacité ou la disponibilité des moyens de production qui est limitée mais celles de ces “experts”.
Ceux-ci peuvent être requis simultanément pour différents changements et leur manque de disponibilité peut peser sur la performance de la production, certaines machines, équipements ou lignes restant en attente.
Attention au temps de réglage et aux essais
Le terme changement de série est souvent interprété trop littéralement. Celui-ci doit inclure le débarras de tout ce qui est relatif à la série terminée et la reprise de la production dans la nouvelle série, nouvelle référence où nouveau lot, à cadence nominale. Ceci signifie par conséquent que tous les réglages et essais ont été effectués et leurs durées ont été comptabilisées en tant que changement de série.
Exclure ces durées pour prétendre changer de série rapidement risque de les laisser hors du champ des améliorations, ce qui est une perte d’opportunité et minore l’intérêt d’appliquer SMED.
Prévisions, stocks ou réactivité de la production
En termes de qualité de service, les débats opposent fréquemment les producteurs aux prévisionnistes, les commerciaux aux gestionnaires de stocks et ces derniers aux producteurs. Prévisions, niveaux de stocks et réactivité de la production sont liés. La vidéo ci-dessous vous explique comment.
Réduire les stocks, oui mais…
La formule a eu son succès dans les années 1980-1990 : zéro stocks !
Pour avoir pris cette injonction trop littéralement, nombre d’entreprises ont connu de réel problèmes lors de la réduction sans précaution de leurs stocks.
Avec le recul, la plupart des industriels et plus généralement les entreprises ont compris qu’il s’agissait là plus d’un moyen mnémotechnique qu’un ordre strict. Zéro stock signifiant « niveau de stock au plus juste ». La métaphore du lac (ou de la rivière) est un exemple classique pour illustrer les risque d’une mauvaise approche des la réduction des stocks et pour inciter à la bonne approche, graduelle, réfléchie et maitrisée.
Le rappel en vidéo :
Méthode du point de commande et kanban
La méthode de réapprovisionnement par kanban repose sur le principe de la méthode à point de commande. La vidéo présente ce principe et l’application au kanban.
CONWIP
CONWIP est l’abreviation de CONstant WIP ou « encours constant » et désigne un système de régulation qui maintient les stocks et encours à un niveau prédéterminé.
Le système repose sur une ressource qui impose le rythme avec lequel la matière, les pièces, dossiers ou informations sont injectés dans le système. C’est le métronome, celui qui indique le tempo, qui bat le rythme. Habituellement cette ressource est la ressource goulot. On l’appelle “control point” ou “pacemaker”.
Les flux sont régulés et tendus jusqu’au control point, puis s’écoulent enF IFO vers la fin duprocessus.
Le principe CONWIP est utilisé pour éviter de sursaturer une ressource goulot et d’accumuler des encours trop importants avant elle. La Théorie des Contraintes utilise et promeut un tel système sous la dénomination « Drum-Buffer-Rope ». Drum, le tambour donne le rythme, Buffer désigne les stocks de protection tandis que Rope, la corde, est la boucle de régulation qui en fait un système CONWIP.
Le CONWIP trouve également son intérêt lorsque c’est la matière qui est rare et chère. J’ai pu mettre en oeuvre un tel système en bijouterie-joaillerie pour limiter les encours d’or dans un atelier, tant pour des raisons de sécurité que pour limiter les besoins de fonds de roulement.
FIFO First In First Out
Le principe du FIFO est la conservation de l’ordre d’entré lors de la sortie d’articles ou d’entités dans une file, un stock, un contenant, etc. Le principe du FIFO est courant dans les environnements Lean.
Principe du FIFO (First In First Out)
Le principe du FIFO est la conservation de l’ordre d’entré lors de la sortie d’articles ou d’entités dans une file, un stock, un contenant, etc. L’illustration du FIFO pourrait en être un tube dans lequel les pièces sortent séquentiellement dans le même ordre qu’elles y sont entrées, comme le montre l’illustration ci-dessous.

Le principe du FIFO est requis lorsque lorsqu’il est impératif de conserver l’ordre des entités d’une série, comme une suite chronologique ou un ordre de priorité. Cela peut être motivé par des besoins de traçabilité ou la prévention du risque d’obsolescence ou de péremption (voir la vidéo).
FIFO est parfois francisé en PEPS pour Premier Entré Premier Sorti, mais cet acronyme ne semble pas s’imposer contre l’original plus répondu et compris à l’international.
Principe du LIFO (Last In First Out)
Le principe du LIFO diffère du précédent dans la mesure où l’ordre de sortie et inverse de l’ordre d’entrée. L’illustration pourrait en être un camion dont on charge la remorque. Les pièces entrées en dernier sortent en premier, comme le montre l’illustration ci-dessous.
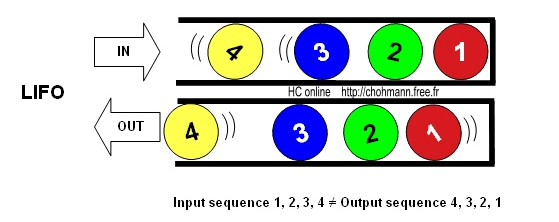
FIFO et LIFO expliqués en vidéo
FIFO à tiroir
Le FIFO à tiroir est une astuce qui permet de temporairement rompre la séquence du FIFO lors du passage de caisses automobiles dans la cabine de peinture. Un tiroir à l’entrée de la cabine regroupe les caisses par couleur, un tiroir à la sortie reconstitue le séquencement du FIFO originel.
Le FIFO à tiroir a été imaginé pour passer une taille de lot économique de caisses de même teinte dans la cabine de peinture, afin de minimiser les pertes de temps en changement de couleur et les pertes de peinture qu’elle entraine.
Naturellement, pour que le système fonctionne, les caisses successives de même couleur ne peuvent être plus « distantes » que la capacité des tiroirs.
L’exemple présenté ici est inspiré d’un système réel, mais les données de simulation sont simplifiées.
Analyse ABC et implantation rationnelle
L’implantation rationnelle de machines, de postes de travail ou de stockage gagne à être basée sur une analyse des fréquences d’événements tels que l’utilisation, les approvisionnements ou la répartition de la valeur, du volume, du poids, etc. L’analyse ABC est l’outil idéal pour guider la réflexion.
Analyse ABC
L’analyse ABC est basée sur le principe de la loi des 20/80 de Pareto et distingue conventionnellement trois classes A, B et C.
Celles-ci désignent :
Classe A : Les items accumulant 80% de l’effet observé
Classe B : Les items accumulant les 15% suivants
Classe C : Les items accumulant les 5% restants
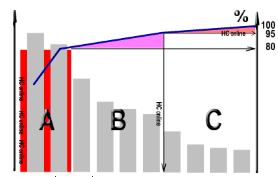
Conformément à la loi des 20/80, les items de classe A sont peu nombreux mais concentrent sur eux l’essentiel de l’effet. Dans le cas d’un stock par exemple, les références de classe A seront les quelques références les plus coûteuses, les plus lourdes, celles qui tournent le plus rapidement, qui rapportent le plus, etc. en fonction du paramètre étudié.

La classe B se compose de références de relativement nombreuses mais qui n’accumulent ensemble que 15% des occurrences observées. Les nombreuses références de classe C forment une traine plus ou moins longue, qui peinent à accumuler les 5% d’occurrences restantes, malgré leur grand nombre.
Exemple d’application : gestion de stock et picking
Soit un magasin ou un entrepôt dans lequel oeuvrent des préparateurs de commandes. Les pièces ou produits sont stockés dans des rayonnages, disposés traditionnellement en U, afin de parcourir un circuit lors de la préparation des
commandes.
Supposons que les références sont placées dans les rayonnages dans l’ordre alphanumérique, la première étant AA000 et la dernière ZZ999, afin de simplifier le picking par un parcours logique et linéaire. Les listes de préparation sont éditées dans l’ordre alphanumérique et le préparateur parcourt le U et se sert en références en fonction de ses besoins.
Ce système présente le mérite de la simplicité, mais n’est pas très efficient car pour chaque préparation de quelques articles, le préparateur doit parcourir la totalité du U. Si les entités manipulées sont des grands volumes et/ou le U étendu, le temps passé en déplacements devient conséquent.
Rapellons que le temps passé à transporter du matériel ou des pièces est une opération sans valeur ajoutée, un gaspillage au sens du lean thinking.
Analyse ABC appliquée
En appliquant les règles d’analyse ABC en prenant en compte le paramètre « rotation des stocks » ou « fréquence de picking » par référence, on s’aperçoit que la classe A (environ 20% des articles) cumule 80% des sorties.
Les références de la classe A faisant l’objet d’autant de prélèvements, le bon sens commande de les stocker au plus près de l’entrée-sortie (zone verte) afin de réduire la distance et le temps de parcours lors des préparations.
Les quantités stockées doivent être cohérentes avec les quantités prélevées et de ce fait, bien que ne représentant qu’une proportion modeste de l’ensemble (en nombre de références), la classe A se voit affecter des emplacements dupliqués.
Statistiquement moins demandées, les références de la classe B seront placées derrière les emplacements de la classe A (zone orange) et les classes C (les moins demandées) seront encore plus éloignées (zone rouge).
Ainsi, avec la réorganisation, les temps et distances de parcours dans le U peuvent être globalement réduits. Dans la plupart des cas, le parcours se limitera à la partie avant du U (zone verte). Dans certains cas seulement, statistiquement moins fréquents, le préparateur devra parcourir la totalité du U.

Autres bénéfices
Outre les gains de temps et de déplacements, on peut imaginer que l’éclairage de la zone verte soit permanent, mais que les zones orange et rouge soient équipées d’un éclairage « sur demande » au moment de l’entrée dans ces zones. De même pour le confort des préparateurs, le chauffage ou la climatisation n’est pas indispensable dans des zones dans lesquelles ils se rendent peu souvent. Ces constats permettent de réduire les dépenses en énergie.

Heijunka, une introduction
Heijunka est une technique d’ordonnancement consistant à lisser la production. Le principe de base consiste à travailler sur une base simple et répétitive, qui amène une certaine routine, donc une forme de stabilité, plutôt que d’essayer de coller aux variations des commandes.
Cet article introductif se fonde sur un exemple simple pour démontrer l’intérêt de cette technique.
Le fractionnement lissage par l’exemple
Soit un atelier dont le temps d’ouverture est de 7 heures par jour, 5 jours par semaine, 20 jours par mois.
On y fabrique un produit en une heure, disponible en 6 finitions (couleurs) et dont la demande mensuelle moyenne se distribue comme suit:

Cette demande est absorbable, comme l’adéquation charge-capacité le confirme : 7h x 20j =140 heures disponibles / mois. Les temps de changement de modèles sont négligeables.
Première approche, la planification « traditionnelle »
Une approche relativement commune en production « de masse » tend à optimiser l’emploi des ressources, rechercher les économies d’échelle par les grandes séries et donc la minimisation des temps passé à changer de modèles. Il est également courant, mais pas systématique, de démarrer le mois avec les séries les plus importantes, reléguant les petits lots vers la fin du mois.
Cette manière de faire est induite par la taille des séries qui suggèrent que sur les produits très demandés aucune rupture n’est permise. La plupart du temps cependant, il n’y a pas d’autre justification que le soucis des planificateurs et/ou des producteurs de se ménager des périodes de calme relatif durant les grandes séries.
L’image ci-dessous montre l’ordonnancement :
1.Les colonnes représentent les jours ouvrables du mois
2.Chaque case du tableau représente le créneau d’une heure. La première heure étant la ligne la plus basse.
3.Chaque rectangle de couleur figure la fabrication d’un produit de la couleur correspondante
A titre d’exemple, le modèle rouge (taille de lot = demande mensuelle moyenne de 28 unités) est produit en quatre jours (4j x 7h x 1h/produit = 28).

Dans ce cas, le client qui désire une unité de chaque couleur, soit 6 produits au total et passant commande le premier jour du mois, devra attendre la fin du mois (soit 20 jours ouvrés) avant d’être livré. Cette durée d’attente est à mettre en rapport avec le temps de fabrication nécessaire cumulé qui est de 6 heures.
Le ratio temps utile / temps total est de : 6h / 20j x 7h = 4%
Une première amélioration
Une première amélioration peut être l’inversion des séries ; commencer le mois par les séries les plus courtes afin de réduire l’attente due aux produits « exotiques » ou d’épicerie comme on nomme couramment les produits aux commandes les moins fréquentes.

Notre client peut maintenant être livré au bout de 12 jours, ce qui est déjà un gain substantiel. Le ratio temps utile / temps total passe à : 6h / 12j x 7h = 7%
Mais évidemment cette amélioration n’est qu’apparente, car la même commande passée le deuxième jour reviendra à une attente de 20 jours, s’il ne reste plus de produits mauves en stock et si cet ordonnancement se répète le mois suivant.
Pour améliorer le time to market et gagner en flexibilité, il faut fractionner les lots de production. Il s’agit de trouver un compromis entre la taille minimale des lots, le coût et les efforts de changement de série et les gains d’échelle apportés par les séries longues (taille de lot dite « économique »), ainsi que de pouvoir travailler avec un rythme, une constance et de manière standardisée.
Trouver une trame de base répétable
En reprenant les données de la demande moyenne mensuelle, on cherche à établir une trame rythmique répondant à nos critères d’optimalité de taille de lots.
Pour ce faire, nous définissons la maille de temps de base comme étant la semaine. Dans le tableau ci-dessous, on reprend les données du besoin mensuel (colonne B) et on en déduit le besoin moyen hebdomadaire (C). Bien entendu, on ne peut produire que des unités entières, d’où la nécessité d’arrondir (D). Or les arrondis nous laissent un temps de marge et pour l’utiliser il faut arbitrer quel modèle sera produit « en excès » (E). La colonne E devient le plan de production hebdomadaire.
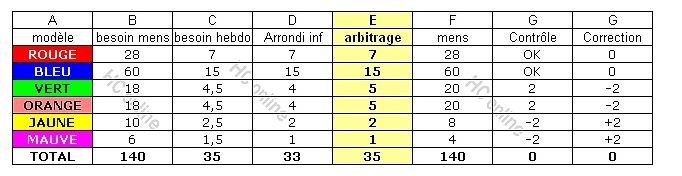
La colonne F reconstitue le plan mensuel, dont la correspondance avec le besoin initial B est vérifiée en G. L’arbitrage des arrondis conduirait au bout des quatre semaines de notre mois à produire 2 unités vertes et 2 unités oranges en trop, alors que 2 unités jaunes et 2 unités mauves nous manqueraient.
Ceci sera donc ajusté durant la quatrième semaine.
La représentation visuelle de notre planification est figurée ci-dessous. Chaque semaine on répète la trame de base (colonne E) et les ajustements sont opérés la dernière semaine du mois.

Notre client, désirant une unité de chaque au plus vite et passant commande le premier jour du mois pourra être servi à la fin du troisième jour. L’amélioration de la « performance » se mesure par le ratio temps utile / temps total qui est de : 6h / 3j x 7h = 28,5%
Ces trames-types se répétant de semaine en semaine, le temps d’attente pour notre client est au plus de 5 jours ouvrables.
Heijunka box, la boite à ordres
Une Heijunka box est une boite à cases, basée sur le principe du tableau, par tranche horaire, une case représentant une heure. Tous les ordres de fabrication sont distribués dans les cases, en fonction de l’ordonnancement.
L’opérateur de production alimentant le processus prend les ordres de fabrication de la case correspondant à l’heure qui commence et exécute les commandes dans l’ordre de l’ordonnancement. Ce système très simple est également très flexible, puisque l’on peut replanifier facilement la production.
OTIF, On Time In Full
L’OTIF est l’indicateur de performance par excellence de la Supply Chain. Il est formé de l’acronyme qui rappelle l’ambition de toute Supply Chain : livrer
- le produit attendu
- en quantité désirée
- au niveau de qualité attendu
- au bon endroit
- en temps et à l’heure
- en respectant les exigences et/ou engagements de service, et tout cela au moindre coût global.
L’OTIF est un indicateur sévère qui juge la performance du point de vue du client. L’aspect « moindre coût global » importe moins au client qu’au fournisseur qui doit trouver à atteindre durablement un niveau d’OTIF sans dégrader sa profitabilité. Au contraire, atteindre un OTIF proche de 100% peut accroitre la profitabilité, en qualifiant l’entreprise pour la compétition ou en la démarquant de la concurrence, en fonction des performances attendues dans le secteur d’activité et la performance des concurrents.
Calcul de l’OTIF
La formule basique du calcul de l’OTIF est : OTIF (%) = nombre de livraisons OTIF / nombre livraisons demandées * 100
L’OTIF se mesure sur chacune de ses deux composantes :
1.OT = Nombre de commandes ponctuelles
2.IF = Nombre de commandes complètes (quantité exacte) comme convenu avec le client. Ce dernier peut admettre des tolérances qui sont généralement stipulées dans le contrat.
Seules les livraisons répondant simultanément à la double condition de ponctualité et de complétude peuvent être considérées comme OTIF.
Le calcul de l’indicateur peut se faire :
1.A la commande
2.A la ligne de commande
A l’échéance de commande, si des lignes de commande sont demandées en plusieurs livraisons à des dates différentes, chaque date de livraison demandée est une échéance.
On appelle, en FRANCE date contractuelle de livraison, une date déterminée de telle sorte que le client soit certain de n’être pas encore en mesure de recevoir la marchandise et que le fournisseur soit assuré de n’être pas encore, à ce moment, en mesure de la livrer.
Chacun espère par cette méthode, être prêt en même temps que l’autre. Cette espérance se réalise parfois.
Auguste Detoeuf
Propos de O.L. Barenton confiseur
Tous les clients ont-ils une exigence d’OTIF ?
Non, l’exigence d’OTIF se justifie réellement en flux tendus et synchrones, essentiellement sur les chaines de montage automobile et dans la grande distribution. Certains secteurs d’activité limitent leurs stocks et multiplient les livraisons. Pour se garantir contre les ruptures et organiser les réceptions de marchandises au plus juste, ces clients exigent les livraisons en OTIF.
A l’inverse, certains fournisseurs choisissent de livrer en OTIF des clients qui ne l’exigent pas. C’est le choix de l’excellence qui doit pousser leur organisation à se structurer pour répondre aux exigences les plus sévères.
Choisir de livrer OTIF lorsque les clients ne l’exigent pas, est-ce de la surqualité ?
Oui, on peut considérer que c’est de la surqualité ou dug aspillage selon la vision Lean Thinking. Cependant, qui peut le plus peut le moins. Il faut vérifier si ce choix procède d’une volonté de se préparer à affronter ou se prémunir d’une concurrence plus performante, conquérir des clients plus exigeants ou démontrer la fiabilité des livraisons aux clients actuels et réduire ainsi les risques d’effets bullwhip.
Un bon OTIF garantit-il la satisfaction client ?
Oui pour les clients qui l’exigent, pas forcément pour les autres.
Un mauvais OTIF entraine t’il l’insatisfaction des clients ?

Oui pour les clients qui exigent des livraisons OTIF, pas forcément pour les autres.
Certains clients peuvent assortir leur exigence d’OTIF de tolérances sur l’une ou l’autre composante, en plus, en moins ou en plus et moins. La sanction d’une livraison (OTIF ou non-OTIF) dépend de son score par rapport à la fenêtre de tolérances.
Dans l’exemple ci-contre, le client accepte d’être livré en avance d’un jour (OT+) mais zéro retard, avec une quantité qui peut dépasser de 5% la quantité commandée (IF+) mais n’accepte aucune commande incomplète.
Même ce cadre général peut connaître des exceptions en fonction des besoins et contraintes du moment.
Paramètres influents l’OTIF
Rappel
L’OTIF est l’indicateur de performance par excellence de la Supply Chain. Il est formé de l’acronyme qui rappelle
l’ambition de toute Supply Chain, livrer :
1.le produit attendu
2.en quantité désirée
3.au niveau de qualité attendu
4.au bon endroit
5.en temps et à l’heure
6.en respectant les exigences et/ou
7.engagements de service, et tout cela au moindre coût global.
L’OTIF est un indicateur sévère qui juge la performance du point de vue du client.
OTIF, pas qu’une affaire de logistique
Contrairement à une idée répandue, l’atteinte d’un objectif d’OTIF ne concerne pas le seul service logistique ou les maillons opérationnels de la Supply Chain.
Les commerciaux sont en première ligne quant à la capacité de l’entreprise à atteindre le niveau d’OTIF, car c’est à eux que revient le devoir de jauger la capacité de l’entreprise à réellement pouvoir s’engager sur le niveau d’OTIF attendu. Si l’exigence n’existe pas ou si elle est faible, il revient aux commerciaux de ne pas faire de promesses inconsidérées en la matière, afin de ne pas engager l’entreprise dans une promesse irréalisable ou réalisable au sacrifice de la marge.
Or le plus souvent les commerciaux n’ont aucune idée de ce qu’est un OTIF, de quoi il est composé et ce que signifie d’atteindre un OTIF>98% par exemple.
L’administration des ventes (ADV) est le second acteur très influent de la tenue ou non de l’OTIF. C’est à l’ADV que l’on trouve les malentendus sur les dates prises en référence pour le calcul de l’indicateur :
- Date de la passation de commande
- Date de livraison souhaitée par le client
- Date de livraison proposée au client
- Date de livraison acceptée par le client
- Date de livraison confirmée au client
- Date d’expédition
- Date de réception chez le client
La prévision des ventes et les approvisionnements ont un rôle, ainsi que le service qualité lors de la libération des lots (matières premières, pièces, produits finis…), la planification, la production…
Paramètres influents
J’ai construit le schéma ci-contre lors d’un diagnostic d’une entreprise désireuse de mettre en place une politique commerciale fondée sur un OTIF très proche de 100%. Les différents acteurs n’étaient pas conscients de leur impact respectif sur l’indicateur et par conséquent de l’ambition de l’entreprise. Ce schéma a servi de fil conducteur lors de la formation.

Il met en évidence la diversité des facteurs et des services / acteurs qui influence l’indicateur OTIF.
La méthode 2 pour 1 pour accélérer les flux
et réduire les stocks
La méthode ou règle « deux pour un » permet de réduire de manière simple les encours et
cycles de production dans l’industrie, une finalité que recherchent toutes les approches
industrielles récentes telles que Lean, la Théorie des Contraintes ou Six Sigma.
La plupart des industriels avouent avoir deux à quatre fois trop d’encours dans leur
système, ce qui en fait une espèce de réservoir qu’il faut chercher à vider.
Rappelons à ce stade la loi de Little qui lie le niveau d’encours et le lead time : LT = WIP/T,
le lead time est égal à l’encours divisé par le débit.
Ainsi, plus le niveau d’encours est faible et plus lel ead time sera court pour un débit
donné.
Pour vider le réservoir que constituent les encours jusqu’à un niveau satisfaisant, nous
introduisons la règle deux pour un qui est très simple : un nouvel ordre de fabrication (OF)
ne peut être lancé que si deux ont été clos préalablement.
Dans un premier temps on ne touche pas à l’ERP, ce sont les responsables qui
choisissent “manuellement” parmi les ordres de fabrication proposés, les plus urgents dans
la limite de d’un nouveau pour deux soldés.
La quantité d’OF générés par l’ERP va croitre, mais il ne faut pas s’en soucier de suite et
continuer à appliquer la règle deux pour un jusqu’à un niveau d’OF en attente jugé
critique. A ce moment-là, il faut intervenir dans l’ERP pour réduire les durées inter
opératoires, ce qui représente l’accélération des flux ou la diminution des Lead Time.
L’ERP lancera les OF plus tard, ce qui diminuera le niveau d’OF en attente de lancement,
pendant que la règle deux pour un continue à s’appliquer.
Cette démarche est contre-intuitive car devant des commandes en retard, on a tendance à
vouloir lancer plus tôt. Or ceci contribue à remplir le réservoir et donc à allonger le Lead
Time. La méconnaissance de la loi de Little conduit à prendre de mauvaises décisions.
En définitive nous faisons tourner le cercle vicieux à l’envers et cela fonctionne très bien !
Dans ce clip, Philip Marris, Directeur Général de Marris Consulting, explique comment
accélérer les flux et simultanément réduire les stocks et encours.
Si la règle « 2 pour 1 » est simple, la mettre en oeuvre effraie souvent les responsables
opérationnels, or ceux qui l’osent constatent des résultats extraordinaires et des bénéfices
annexes.
La méthode du barycentre
La méthode du barycentre ou centre de gravité est utilisée en logistique pour déterminer l’emplacement d’une usine, d’un entrepôt ou d’une plateforme de distribution unique qui permettra de minimiser les coûts de distribution vers les différentes destinations.
La méthode du barycentre utilise une carte portant les emplacements des destinations. Cette carte doit être à l’échelle, car un système de coordonnées y est superposé pour déterminer l’emplacement de chaque point de destination.
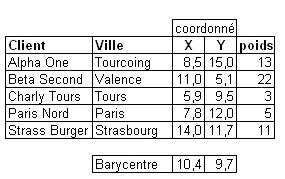
Dans l’exemple ci-dessous, l’image de la carte de France a été placée en fond de graphique Excel. Les coordonnées des points des villes à desservir ont été placées grâce à la grille. Le barycentre se place de lui-même en fonction du poids relatif de chaque destination. Ainsi, dans l’exemple, le barycentre se place entre Auxerre et Dijon.

Détermination du barycentre
Les coordonnées X et Y du barycentre s’obtiennent en sommant les coordonnées pondérées de chaque site et
en les divisant par la somme des pondérations.
Autrement dit : pour chaque site, prendre ses coordonnées x et y, les multiplier par leur poids relatif, en
faire la somme puis diviser par le total des poids relatifs.
Une solution triviale existe si les quantités à expédier à chaque destination sont égales, il suffit de calculer la
moyenne des coordonnées x et y. Comme dans la plupart des cas ces quantités ne sont pas égales il faut calculer la moyenne pondérée des différentes coordonnées, le facteur de pondération étant le coût relatif des quantités à expédier.
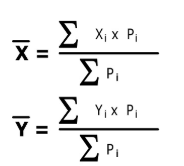
Facteurs de pondération
Le principe de la méthode est de minimiser le coût global de distribution. Il faut donc trouver une pondération qui exprime les différents facteurs influents en unités monétaires.
Parmi ces facteurs on trouve :
1.Des quantités, volumes ou masses à livrer (unités, m3, tonnes…)
2.Des distances à parcourir, sachant qu’une part des coûts est proportionnelle à la distance parcourue
3.Frais annexes, tels que péages autoroutiers
4.Autres
Ces facteurs sont généralement convertibles en unités monétaires. On peut également raisonner en indice si l’on incorpore des notions qualitatives ou des contraintes telles que le taux de service exigés sur un site, les restrictions horaires pour livraisons, etc.
Les hypothèses du modèle
La méthode du barycentre est simplificatrice car elle retient les hypothèses suivantes :
1.Les coûts de distribution sont une fonction linéaire de la distance et de la quantité
2.Les quantités à expédier à chaque destination sont supposées fixes ou tout du moins leurs proportions restent fixes
Voilà ce qui arrive au barycentre de notre exemple si la destination Valence passe d’un poids relatif de 22 à 5 ; le centre d’attraction massif de Valence perd de son importance au profit des sites plus au Nord, remontant la localisation optimale vers Châlons-en-Champagne. En pratique, une fois que les localisations d’infrastructures telles que les usines, entrepôts ou plateformes sont décidées elles ne peuvent être remises en question au regard des coûts / investissements, ce qui nécessite une certaine stabilité dans les hypothèses.