
 | Introduction au GÉNIE CHIMIQUE |  |
 | I. Définitions » Génie » : du mot » ingénieur « , désigne l’acte de création industrielle dans lequel l’ingénieur intervient en concevant, bâtissant ou utilisant un appareil pour y fabriquer des produits utilisables dans la société. En anglais : » engineering « . » Chimie » : science des propriétés des corps, de leurs interactions et de leurs transformations. Angl. : » chemistry « . » Procédé » : du latin » procederer » (aller de l’avant), indique la méthode à suivre pour obtenir un produit, c’est-à-dire transposer un mode opératoire de laboratoire en termes industriels. Angl. : » process « . Génie chimique = l’art de la conception, de la construction, de l’installation et du fonctionnement des unités dans lesquelles la matière subit des transformations physico-chimiques. Le génie chimique fait appel à un vaste domaine de connaissances en : chimie, physique pure, électricité, mécanique appliquée, techniques (automatisation, régulation, informatique appliquée)…, auquel il faut rajouter des domaines tels que : problèmes économiques (prix de revient) ; problèmes d’hygiène, de sécurité et d’environnement… Le génie des procédés est l’extension, à d’autres industries que l’industrie chimique, des méthodes élaborées par le génie chimique. On peut donc définir le génie des procédés comme » l’ensemble des connaissances relatives à la conception et à la mise en œuvre des procédés industriels de transformation de la matière « . |
II. Notion d’opérations unitaires
Tout procédé industriel peut se ramener à une combinaison logique d’un nombre restreint d’unités d’opérations physiques telles que broyage, filtration, distillation, absorption, séchage… que l’on appelle opérations unitaires.
Les opérations unitaires sont donc les opérations élémentaires individuelles mises en œuvre dans l’industrialisation d’un procédé.
Les grandes étapes d’une fabrication sont généralement les suivantes :
- préparation, conditionnement et acheminement des matières premières (réactifs) ;
- transformation chimique des réactifs en produits ;
- séparation, purification et conditionnement des produits.
D’où une première classification des opérations unitaires envisageables (liste non exhaustive) :
Préparation et acheminement des matières premières :
- broyage, classement des solides ;
- transport des solides ;
- déplacement des liquides ;
- transport des gaz (compression, mise sous vide) ;
Transformation chimique des réactifs en produits :
- homogénéisation des mélanges (agitation) ;
- réaction chimique (dans un réacteur) ;
- transferts de chaleur ;
Séparation et purification des produits :
- concentration, cristallisation ;
- décantation ; filtration ; centrifugation (cas d’un mélange solide + liquide) ;
- rectification (distillation) ;
- extraction par solvant ;
- séchage.
III. Opérations continues et discontinues
1. Opération discontinue :
Une opération discontinue s’effectue en système fermé (batch process) :
On opère sur un lot de réactif que l’on traite en faisant succéder chronologiquement les différentes étapes prévues.
Domaines d’application :
- laboratoire ;
- petites fabrications ;
- élaboration ou séparation de produits à forte valeur ajoutée.
Avantages :
- appareillage polyvalent, charges faibles ;
- pas de problème de circulation de certaines matières (pâtes) ;
- parfois rendements plus élevés.
Inconvénients :
- coût énergétique élevé (chauffage et refroidissement pour chaque charge) ;
- temps morts (remplissage, soutirage, refroidissement…)
- besoin élevé en personnel (manutention, surveillance…)
- qualité de production pouvant évoluer dans le temps ;
- coût de production élevé.
2. Opération continue :
Une opération continue s’effectue en système ouvert ou « à courants » (flow process) :
Les réactifs (« influents ») sont introduits en continu dans l’appareil avec des débits déterminés. Les produits (« effluents ») sont récupérés en continu, de telle sorte que l’appareil contienne toujours la même masse réactionnelle.
Si les valeurs des différents paramètres (pression, température, composition…) en un point quelconque de l’appareil sont constants, on dit que le régime stationnaire (ou permanent) est atteint.
Ce type d’opération s’utilise dans les productions importantes à débouchés constants .
Avantages :
- qualité de production constante ;
- coût de production inférieur à celui d’une opération discontinue ;
- besoins réduits en personnel ;
- plus grande sécurité et meilleurs conditions sanitaires (automatisation et pilotage déporté de l’installation).
Inconvénients :
- investissements élevés (notamment pour contrôles et régulations) ;
- nécessité d’une régularité dans la qualité des matières premières ;
- spécificité de l’appareillage.
* Bibliographie : » Principes fondamentaux du génie des procédés et de la technologie chimique » – Henri Fauduet – Librairie Lavoisier – TEC & DOC
CHAPTER 1
DEFINITIONS AND PRINCIPLES
Chemical engineering has to do with industrial processes in which raw materials are changed or separated into useful products. The chemical engineer must develop, design, and engineer both the complete process and the equipment used; choose the proper raw materials; operate the plants efficiently, safely, and economically; and see to it that products meet the requirements set by the customers.
Chemical engineering is both an art and a science. Whenever science helps theengineer to solve a problem, science should be used. When, as is usually the case, science does not give a complete answer, it is necessary to use experience and judgment. The professional stature of an engineer depends on skill in utilizing all sources of information to reach practical solutions to processing problems.
The variety of processes and industries that call for the services of chemical engineers is enormous. Products of concern to chemical engineers range from commodity chemicals like sulfuric acid and chlorine to high-technology items like polymeric lithographic supports for the electronics industry, high-strength composite materials, and genetically modified biochemical agents. The processes described in standard treatises on chemical technology and the process industries give a good idea of the field of chemical engineering, as does the 1988 report on the profession by the National Research Council.
Because of the variety and complexity of modern processes, it is not
practicable to cover the entire subject matter of chemical engineering under a single head. The field is divided into convenient, but arbitrary, sectors. This text covers that portion of chemical engineering known as the unit operations.
UNIT OPERATIONS
An economical method of organizing much of the subject matter of chemical engineering is based on two facts:
(1) although the number of individual processes is great, each one can be broken down into a series of steps, called operations, each of which in turn appears in process after process;
(2) the individual operations have common techniques and are based on the same scientific principles. For example, in most processes solids and fluids must be moved; heat or other forms of energy must be transferred from one substance to another; and tasks like drying, size reduction, distillation, and evaporation must be performed. The unit-operation
concept is this: by studying systematically these operations themselves—operations that clearly cross industry and process lines—the treatment of all processes is unified and simplified.
The strictly chemical aspects of processing are studied in a companion area
of chemical engineering called reaction kinetics. The unit operations are largely used to conduct the primarily physical steps of preparing the reactants, separating and purifying the products, recycling unconverted reactants, and controlling the energy transfer into or out of the chemical reactor.
The unit operations are as applicable to many physical processes as to
chemical ones. For example, the process used to manufacture common salt consists of the following sequence of the unit operations:
transportation of solids and liquids, transfer of heat, evaporation, crystallization, drying, and screening. No chemical reaction appears in these steps. On the other hand, the cracking of petroleum, with or without the aid of a catalyst, is a typical chemical reaction conducted on an enormous scale. Here the unit operations—transportation of fluids and solids, distillation, and various mechanical separations—are vital, and
the cracking reaction could not be utilized without them. The chemical steps themselves are conducted by controlling the flow of material and energy to and from the reaction zone.
Because the unit operations are a branch of engineering, they are based on
both science and experience. Theory and practice must combine to yield designs for equipment that can be fabricated, assembled, operated, and maintained. A balanced discussion of each operation requires that theory and equipment be considered together. An objective of this book is to present such a balanced treatment.
SCIENTIFIC FOUNDATIONS OF UNIT OPERATIONS. A number of scientific principles and techniques are basic to the treatment of the unit operations. Some are elementary physical and chemical laws such as the conservation of mass and energy, physical equilibria, kinetics, and certain properties of matter. Their general use is described in the remainder of this chapter. Other special techniques important in chemical enginecring are considered at the proper places in the text.
UNIT SYSTEMS
The official international system of units is the SI system (Systéme International d’Unités). Strong efforts are underway for its universal adoption as the exclusive system for all engineering and science, but older systems, particularly the centimeter-gram-second (cgs) and foot-pound-second (fps) engineering gravitational systems, are still in use and probably will be around for some time. The chemical engineer finds many physiochemical! data given in cgs units; that many calculations are most conveniently made in fps units; and that SI units are increasingly encountered in science and engineering. Thus it becomes necessary to be expert in the use of all three systems.
In the following treatment, the SI system is discussed first, and the other
systems are then derived from it, The procedure reverses the historical order, as the SI units evolved from the cgs system. Because of the growing importance of the SI system, it should logically be given a preference. If, in time, the other systems are phased out, they can be ignored and the SI system then used exclusively.
Physical Quantities
Any physical quantity consists of two parts: a unit, which tells what the quantity is and gives the standard by which it is measured, and a number, which tells how many units are needed to make up the quantity. For example, the statement that the distance between two points is 3m means all this: a definite length has been measured; to measure it, a standard length, called the meter, has been chosen as a unit; and three 1-m units, laid end to end, are needed to cover the distance. If an integral number of units is either too few or too many to cover a given distance,
submultiples, which are fractions of the unit, are defined by dividing the unit into fractions, so that a measurement can be made to any degree of precision in terms of the fractional units. No physical quantity is defined until both the number and the unit are given.
SI Units
The SI system covers the entire field of science and engineering, including
electromagnetics and illumination. For the purposes of this book, a subset of the SI units covering chemistry, gravity, mechanics, and thermodynamics is sufficient.
The units are derivable from
(1) four proportionalities of chemistry and physics;
(2) arbitrary standards for mass, length, time, temperature, and the mole; and (3) arbitrary choices for the numerical values of two proportionality constants.
Chapter 1. Course Introduction
WHAT ARE « UNIT OPERATIONS »?
A typical process which a chemical engineer might work with is the production of gasoline from crude oil
process = sequence of “unit operations” (physical changes) + chemical reactors
Any process can be subdivided into a number of steps which are performed in sequence to go from some initial starting material (crude oil, in this case) to some final material (gasoline). For example, we might start by heating the crude oil to lower its viscosity, then pump the oil to the distillation column, where we then separate various components of the crude. A unit operation is one of the steps of this sequence. Usually the term refers to steps intended primarily to perform some physical transformation (as opposed to chemical transformation) of the input stream.
Examples of unit operations:
- heat exchange (change temperature of a stream)
- fluid flow (transportation)
- distillation (separation of mixture into multiple streams which are richer in some components that original)
- evaporation (remove water from liquid)
- humidification (increase water content of gas)
- gas absorption (remove one component of a gas mixture)
- membrane separation (separate two or more components of a gas on the basis of their relative permeability through a membrane)
- liquid-liquid extraction (remove a nonpolar solute from an aqueous solution by contact with oil)
- sedimentation (separate solid from liquid)
- classification (divide mixture of particles into different « classes » on the basis of size)
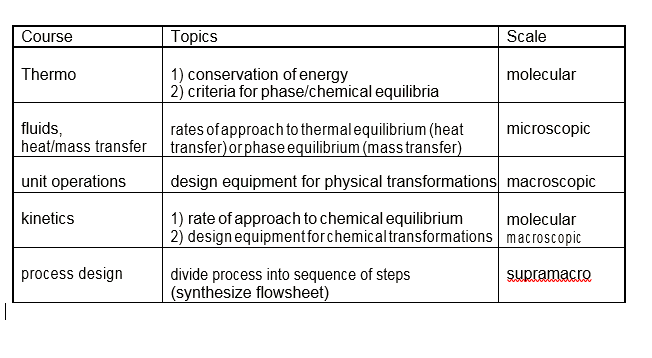
In this course, we will apply the principles learned in the engineering science courses you have had the last three semester to the design of equipment for physical transformations. We might divide up the courses in the curriculum as follows:
Chapter 1. Course Introduction
SYLLABUS SUMMARY
Instructor
My name is Dennis Prieve and my office is DH 3120. I encourage each of you to come and see me when you have any problems. Right after class is the best time; right before class is the worst time (I’m usually preparing for class). If you don’t find me in my office, contact me by email.
Textbook
C. J. Geankoplis, Transport Processes and Separation Process Principles, 4th Ed., PTR Prentice-Hall, Englewood Cliffs, NJ (2003). This is a required text. You will need your own copy to take exams (which are open book). I will also be publishing my own notes on BlackBoard which is a form of textbook in preliminary form.

Web Site
I will be making extensive use of BlackBoard in this course. You will find the following there:
• lecture notes
• homeworks and solutions
• old exams from previous years
• Mathcad modules to help with homeworks
Grading
Your final letter grade will be assigned based primarily on your numerical average of the following:
50% Two in-class exams (Feb. 22 and Apr. 5 – both are Wednesdays)
25% Final Exam (TBA)
10% Homework
10% Project Report
5% Attendance
Most of the grade will come from three exams: two in-class exams and a final exam given during final-exam week. They will count 25% each. All of these exams are open-book and open-notes.
You will find examples of old exams on BlackBoard which can also be used as practice exams.
We will be having 11 weekly homework assignments usually due on Wednesday. The first homework will be due a week from today and I’ll have more to say about homeworks in a later lecture. Collectively, the homeworks will count 10% of the final average.
Attendance will count 5%. I consider regular attendance to be required for learning by the vast majority of students. Of course, I also expect your full attention during class.
The remaining 10% comes from a term paper or project report which will be due near the end of the semester. This is a 10-page written summary of some unit operation of your choosing, not one of the unit ops covered in lectures. We will not have a homework assignment collected one week so you can work on this project.
WHAT ARE “UNIT OPERATIONS”?
A typical process which a chemical engineer might work with is the production of gasoline from crude oil. Any process can be subdivided into a number of steps which are performed in sequence to go from some initial starting material (crude oil, in this case) to some final material (gasoline). For example, we might start by heating the crude oil to lower its viscosity, then pump the oil to the distillation column, where we then separate various components of the crude. A unit operation is one of the steps of this sequence. This course is concerned primarily with physical transformations (as opposed to chemical transformations; e.g. chemical reactor) of the input stream.
process = sequence of “unit operations”
Objective of Course
The objective of this course is to learn the principles needed to size equipment used for physical transformation of process streams. In particular, we will begin to appreciate the role of mass transfer and phase equilibrium. Equipment which we will learn how to size includes:
• shell-and-tube heat exchangers (change the temperature of a stream)
• single and multiple-effect evaporators (remove water from liquid)
• batch still (separate a mixture of miscible components)
• tray columns for distillation (separate a mixture of miscible components)
• packed columns for gas absorption and stripping (separate a mixture of miscible components)
• membranes for gas separation (separate a mixture of gases)
• liquid-liquid extractors (separate a liquid mixture of miscible components)
Overview of ChE Curriculum:
In this course, we will apply the principles learned in the engineering science courses you have had during the last three semesters; these will be applied to the design of equipment for physical transformations. We might divide up the courses in the curriculum as follows:

PREFACE
The question of “why another textbook,” especially in the areas of transport processes and unit operations, is a reasonable one.
To develop an answer, let us digress for a moment to consider Chemical Engineering from a historical perspective. In its earliest days, Chemical Engineering was really an applied or industrial chemistry. As such, it was based on the study of definitive processes (the Unit Process approach).
Later it became apparent to the profession’s pioneers that regardless of process, certain aspects such as fluid flow, heat transfer, mixing, and separation technology were common to many, if not virtually all, processes. This perception led to the development of the Unit Operations approach, which essentially replaced the Unit Processes-based curriculum.
While the Unit Operations were based on first principles, they represented
nonetheless a semiempirical approach to the subject areas covered. A series of events then resulted in another evolutionary response, namely, the concept of the Transport Phenomena that truly represented Engineering Sciences.
No one or nothing lives in isolation. Probably nowhere is this as true as in
all forms of education. Massive changes in the preparation and sophistication of students-as, for example in mathematics -provided an enthusiastic and skilled audience. Another sometimes neglected aspect was the movement of chemistry into new areas and approaches. As a particular example, consider Physical Chemistry, which not only moved from a macroscopic to a microscopic approach but also effectively abandoned many areas i in the process.
Furthermore, other disciplines of engineering were moving as well in the
direction of Engineering Science and toward a more fundamental approach.
These and other factors combined to make the next movement a reality. The trigger was the classic text, Transport Phenomena, authored by Bird, Stewart, and Lightfoot. The book changed forever the landscape of Chemical Engineering.
At this point it might seem that the issue was settled and that Transport
Phenomena would predominate.
Alas, we find that Machiavelli’s observation that “Things are not what they
seem” is operable even in terms of Chemical Engineering curricula.
The Transport Phenomena approach is clearly an essential course for grad-
uate students. However, in the undergraduate curriculum there was a definite division with many departments keeping the Unit Operations approach. Even where the Transport Phenomena was used at the undergraduate level there were segments of the Unit Operations (particularly stagewise operations) that were still used.
Experience with Transport Phenomena at the undergraduate level also seemed to produce a wide variety of responses from enthusiasm to lethargy on the part of faculty. Some institutions even taught both Transport Phenomena and much of the Unit Operations (often in courses not bearing that name).
Hence, there is a definite dichotomy in the teaching of these subjects to undergraduates. The purpose of this text is hopefully to resolve this dilemma by the mechanism of a seamless and smooth combination of Transport Phenomena and Unit Operations.
The simplest statement of purpose is to move from the fundamental approach through the semiempirical and empirical approaches that are frequently needed by a practicing professional Chemical Engineer. This is done with a minimum of derivation but nonetheless no lack of vigor. Numerous worked examples are presented throughout the text.
A particularly important feature of this book is the inclusion of comprehensive problem sets at the end of each chapter. In all, over 570 such problems are presented that hopefully afford the student the opportunity to put theory into practice.
A course using this text can take two basically different approaches. Both start with Chapter 1, which covers the transport processes and coefficients. Next, the areas of fluid flow, heat transfer, and mass transfer can be each considered in turn (i.e., Chapter 1, 2, 3, . . ., 13, 14).
The other approach would be to follow as a possible sequence 1, 2, 5, 10, 3, 6, 11, 4, 7, 8, 9, 12, 13, 14. This would combine groupings of similar material in the three major areas (fluid flow, heat transfer, mass transfer) finishing with Chapters 12, 13, and 14 in the area of separations.
The foregoing is in the nature of a suggestion. There obviously can be many varied approaches. In fact, the text’s combination of rigor and flexibility would give a faculty member the ability to develop a different and challenging course.
It is also hoped that the text will appeal to practicing professionals of many
disciplines as a useful reference text. In this instance the many worked examples, along with the comprehensive compilation of data in the Appendixes, should prove helpful.
TRANSPORT PROCESSES AND TRANSPORT COEFFICIENTS
INTRODUCTION
The profession of chemical engineering was created to fill a pressing need. In the latter part of the nineteenth century the rapidly increasing growth complexity and size of the world’s chemical industries outstripped the abilities of chemists alone to meet their ever-increasing demands. It became apparent that an engineer working closely in concert with the chemist could be the key to the problem.
This engineer was destined to be a chemical engineer.
From the earliest days of the profession, chemical engineering education has been characterized by an exceptionally strong grounding in both chemistry and chemical engineering. Over the years the approach to the latter has gradually evolved; at first, the chemical engineering program was built around the concept of studying individual processes (i.e., manufacture of sulfuric acid, soap, caustic, etc.). This approach, unit processes, was a good starting point and helped to get chemical engineering off to a running start.
After some time it became apparent to chemical engineering educators that the unit processes had many operations in common (heat transfer, distillation, filtration, etc). This led to the concept of thoroughly grounding the chemical engineer in these specific operations and the introduction of the unit operations approach.
Once again, this innovation served the profession well, giving its practitioners the understanding to cope with the ever-increasing complexities of the chemical and petroleum process industries.
As the educational process matured, gaining sophistication and insight, it
became evident that the unit operations in themselves were mainly composed of a smaller subset of transport processes (momentum, energy, and mass transfer).
This realization generated the transport phenomena approach – an approach that owes much to the classic chemical engineering text of Bird, Stewart, and Lightfoot ( I ).
There is no doubt that modern chemical engineering in indebted to the transport phenomena approach. However, at the same time there is still much that is important and useful in the unit operations approach. Finally, there is another totally different need that confronts chemical engineering education – namely, the need for today’s undergraduates to have the ability to translate their formal education to engineering practice.
This text is designed to build on all of the foregoing. Its purpose is to thoroughly ground the student in basic principles (the transport processes); then to move from theoretical to semiempirical and empirical approaches (carefully and clearly indicating the rationale for these approaches); next, to synthesize an orderly approach to certain of the unit operations; and, finally, to move in the important direction of engineering practice by dealing with the analysis and design of equipment and processes.
Introduction
Une opération unitaire est un élément de la chaîne de production d’un composé. En effet, l’élaboration de tout produit industriel se fait selon une suite coordonnée d’opérations individuelles qui vont, pour la chimie, de la préparation et la purifica-tion des matières premières jusqu’au conditionnement des produits finis. Il est connu que les mêmes opérations unitaires peuvent être utilisées dans plusieurs industries : chimie, pharmacie, agroalimentaire, etc. Certaines opérations unitaires sont des tech-niques purement mécaniques (broyage par exemple), des procédés de séparation mécaniques (criblage, filtration, décantation, etc.). Certaines ont été décrites dans le manuel de première année. Les opérations unitaires étudiées dans cette partie sont des opérations de séparation par diffusion qui sont mises en œuvre avec un équilibre entre deux phases : liquide-vapeur (distillation), liquide-liquide (extraction), liquide-solide (cristallisation, adsorption, extraction), liquide-gaz (absorption), solide-gaz (séchage, adsorption). Toutes ces séparations sont régies par des fonctions thermo-dynamiques qui peuvent être plus ou moins favorables à la séparation mise en œuvre. Quoi qu’il en soit, il est toujours possible d’agir sur les conditions opératoires pour faire évoluer la séparation dans le sens souhaité par l’opérateur. Cependant, ce che-minement nécessite de connaître les lois de base et les techniques qui en découlent.
OPÉRATIONS UNITAIRES
Généralités
Les opérations sont dites unitaires car elles sont fondées sur des règles de nature physique à caractère général et traduisent des transformations simples. Le principe fondamental de toute opération unitaire est toujours le même, à savoir la préparation et la mise en contact intime des phases en présence pour assurer le développement des réactions, les transport et de transfert de masse (ou matière), de chaleur et de quantité de mouvement qui ont lieu durant la chaîne de transformation, ainsi que la séparation des constituants du mélange résultant. Les opérations unitaires représentent donc un concept utilisé par les ingénieurs chimistes afin de permettre de façon optimale la transformation des substances brutes déterminées en un ou plusieurs produits(naturels ou artificiels) commercialisables ou en produits de base destinés à une autre usine chimique. Le choix d’une opération unitaire dépend de différentes considérations :
– la possibilité effective de séparation sur des bases thermodynamiques ;
– la possibilité offerte par la cinétique physique d’avoir un transfert plus ou moins rapide selon la nature des phases en présence ;
– la volonté d’utiliser préférentiellement certaines sources d’énergie (parexemple l’énergie électrique) ;
– le souhait d’économiser de l’énergie ou de diminuer les frais de fonctionnement ainsi que celui d’abaisser les coûts d’investissement.
Toute une série d’opérations, dites opérations auxiliaires, ne figurent pas dans cet ouvrage, bien qu’elles existent dans beaucoup de procédés et dans toutes les usines de production chimique. Il s’agit :
– du transport et du stockage de produits solides, liquides ou gazeux ;
– du captage et du traitement de l’eau pour divers procédés, ainsi que del’assainissement des eaux résiduaires ;
– de la production de la vapeur, du froid et du vide ;– de la mesure et du contrôle de divers paramètres (température, pression,débits, niveaux, concentrations, etc.) ;
– des méthodes d’analyse élémentaires destinées à l’identification et audosage des éléments présents dans une substance.
2.2 Classification des opérations unitaires
Une classification universelle et exhaustive satisfaisante est difficile. Cependant, malgré l’appareillage très varié nécessaire pour la production industrielle, il est possible de classifier les opérations unitaires de plusieurs manières.
2.2.1 Classification selon les phénomènes physiques mis en œuvre
Les principales opérations mettant essentiellement en jeu des processus physiques, on peut ainsi les rattacher aux deux grandes familles suivantes.
Opérations unitaires avec ou sans transfert de matière
À leur tour les opérations unitaires peuvent se diviser en deux grandes classes :
– les processus de séparation par diffusion (évaporation, distillation, absorption, sublimation, adsorption, etc.) qui conviennent aux alimentations formées par mélanges homogènes ;
– les processus sans transfert de matière qui sont d’une part les opérations de simple séparation mécanique des mélanges hétérogènes (filtration, cyclonage, centrifugation), d’autre part les opérations modifiant la granulométrie de solides (broyage, frittage).
Opérations unitaires avec ou sans transfert de chaleur
Souvent, les opérations unitaires nécessitent un transfert de chaleur, ainsi il est possible de réaliser une classification en se rapportant d’énergie thermique mises en jeu. On distingue :
– les opérations se déroulant sans (ou pratiquement sans) transfert de chaleur, telles que :
• ultrafiltration, osmose inverse, extraction par liquide (pour un transfert de masse entre phases fluides) ;
• adsorption, échange d’ions, chromatographie en phase liquide, lixiviation (pour un transfert de masse entre phases fluides et solides) ;
– les opérations nécessitant d’importants échanges de chaleur :
• distillation, évaporation, séchage des liquides (pour un transfert de masse entre phases fluides) ;
• cristallisation, lyophilisation, cryoconcentration (pour phases fluides-solides) ;
– les opérations mixtes qui ont lieu de manière isotherme ou non, selon les concentrations considérées et qui intéressent surtout les épurations en présence d’une phase gazeuse inerte en excès :
• absorption, désorption (phases fluides) ;
• adsorption en phase vapeur, chromatographie en phase gazeuse, séchage des solides.
Remarque: Il est évident que certaines opérations mettent en œuvre des phénomènes thermiques et de matière : elles sont rangées dans le groupe correspondant au phénomène principal mis en jeu.
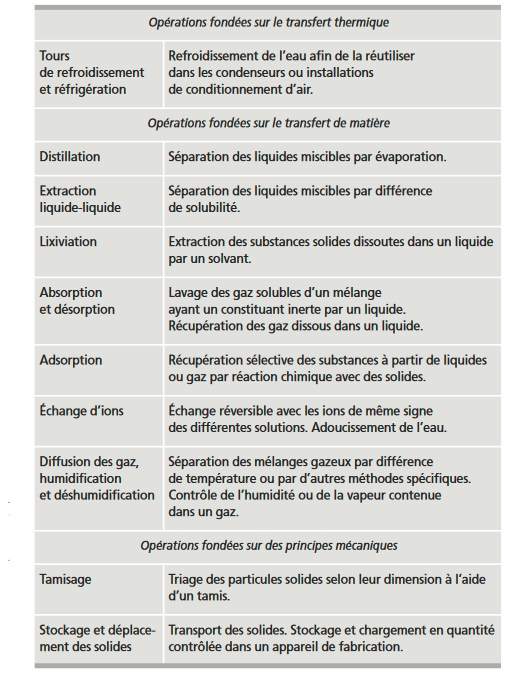
2.2.2 Classification selon les fonctions des opérations unitaires:
Pour plus de clarté, on envisage, dans la suite, les opérations unitaires sous l’angle d’une classification à partir de leur fonction telle qu’elle est résumée dans le tableau 2.1.


2.2.3 Classification selon les modes de réalisation
Enfin, on peut également classer les opérations unitaires d’après leurs régimes de fonctionnement. Certaines opérations sont menées en discontinu (batch), par charges successives, d’autres sont conduites en continu. Un système fonctionne en régime permanent si toutes ses caractéristiques (pression, concentration, température) sont constantes dans le temps. Dans le cas contraire, par exemple lors des démarrages ou des changements de marche, l’opération est dite en régime transitoire.
Processus continus et discontinus
Dans un processus continu, dans la mesure où le fonctionnement est parfait, les différents paramètres, notamment les débits, sont constants temps en chaque point de l’installation. Les réactifs à mélanger, ou le mélange à séparer, arrivent en un point de l’appareillage, tandis que la masse après réaction ou les produits séparés sortent en d’autres points. Il faut noter que le fonctionnement en continu permet généralement une régulation automatique très poussée qui conduit à une qualité absolument constante du produit. Dès lors le travail en continu convient pour une fabrication déterminée et, étant donné la haute technologie et la fiabilité du matériel, implique une longévité commerciale du produit à fabriquer ainsi que des productions journalières très élevées, afin de rentabiliser l’investissement très important.
Avantages :
– qualité de production constante ;
– coût de production inférieur à celui d’une opération discontinue ;
– besoins réduits en personnel ;
– plus grande sécurité et meilleures conditions sanitaires (automatisationet pilotage déporté de l’installation).
Inconvénients :
– investissements élevés (notamment pour contrôles et régulations) ;
– nécessité d’une régularité dans la qualité des matières premières ;
– spécificité de l’appareillage.
Dans un processus discontinu, la situation du système change constammentdans le temps et plusieurs phases de l’opération peuvent être exécutéessuccessivement dans le même appareil ; en continu, ces diverses phasesont lieu simultanément, chacune d’entre elles dans un appareil spécialisé.
Avantages :
– appareillage polyvalent, charges faibles ;
– pas de problème de circulation de certaines matières (pâtes) ;
– parfois rendements plus élevés.
Inconvénients :
–coût énergétique élevé (chauffage et refroidissement pour chaque charge);
– temps morts (remplissage, soutirage, refroidissement…) ;
– besoin élevé en personnel (manutention, surveillance…) ;
– qualité de production pouvant évoluer dans le temps ;
– coût de production élevé.
Processus séquentiels et semi-continus
Entre ces deux catégories principales, on trouve les régimes de marche séquentielle et les régimes semi-continus. La marche séquentielle est un fonctionnement en continu qui n’est perturbé que de temps en temps par une séquence en discontinu qui n’interrompt ni l’entrée ni la sortie des réactifs principaux (par exemple l’évacuation du solide hors de l’appareil dans la filtration de poussières contenues dans un gaz).
Une opération est dite en semi-continu lorsqu’il y a alimentation et/ou
sortie d’au moins un réactif pendant un temps important, mais qu’il doit
y avoir interruption à intervalles réguliers (par exemple l’envoi en continu
d’un mélange de gaz dans une masse déterminée d’un liquide capable de
retenir sélectivement l’un des gaz).
2.3 Modes de mise en contact
Il existe diverses procédures de mise en contact entre phases dans une
unité d’opération : les principales sont le co-courant, le contre-courant,
les courants croisés et l’alimentation distribuée. Le contre-courant permet
en principe un échange plus poussé parce qu’il met en contact les fractions
s’appauvrissant avec des fractions de pouvoir d’échange croissant.
Dans certains appareils (échangeurs de chaleur, colonnes à pulvérisation),
il y a une variation continue de la température ou de la composition dans
chaque phase le long de l’axe de l’appareil. Il importe alors d’éviter que le
mélange en retour et la dispersion axiale ne viennent mélanger à nouveau
des fractions ayant subi une évolution progressive entre l’entrée et la sortie
et fassent ainsi chuter l’efficacité. Dans d’autres dispositifs, au
contraire, on réalise un étagement géométrique de zones bien mélangées
au moyen de cuves en série ou d’écrans évitant le mélangeage axial.
La plupart des schémas de procédé associent plusieurs unités d’opération
comportant de nombreux recyclages où des courants de matière à différents stades de leur évolution sont renvoyés en amont de manière à réaliser plusieurs passes à travers les unités.
Lorsqu’on désire une séparation poussée, on a recours à des méthodes
qui consistent à renouveler de nombreuses fois l’opération. En effet,
pour obtenir un alcool très pur à partir d’un jus de fermentation par
exemple, il faut se contenter de distiller une faible fraction du jus, sinon,
à mesure que celui-ci s’appauvrit en alcool, on entraîne de plus en plus
d’impuretés. On peut, dans ce cas, distiller une seconde fois le produit
impur, voire redistiller le produit de cette seconde distillation, etc. Ainsi
on procède à une répartition simple, portant uniquement sur le produit.
Ces opérations de répétition et/ou de recyclage peuvent être mises en
oeuvre dans une succession de séparateurs que l’on appelle une cascade.
La cascade à contre-courant, qui réalise répétition et recyclage à la fois
sur les produits et les résidus, est la plus utilisé, car c’est celle qui réalise
le meilleur compromis entre qualité et quantité.
2.4 Techniques de séparation
La plupart des transformations chimiques, bien qu’ayant une haute sélectivité, c’est-à-dire formant le produit que l’on cherche à obtenir de
manière prédominante, aboutissent à des mélanges de produits. Le fractionnement d’un mélange complexe en plusieurs «coupes», la séparation et l’isolement de ses constituants, l’extraction d’un composé
particulier, la purification d’un produit sont des opérations clés dans la
plupart des procédés. Une définition aussi large recouvre des réalités très
diverses allant du tri des ordures ménagères au rein artificiel en passant par
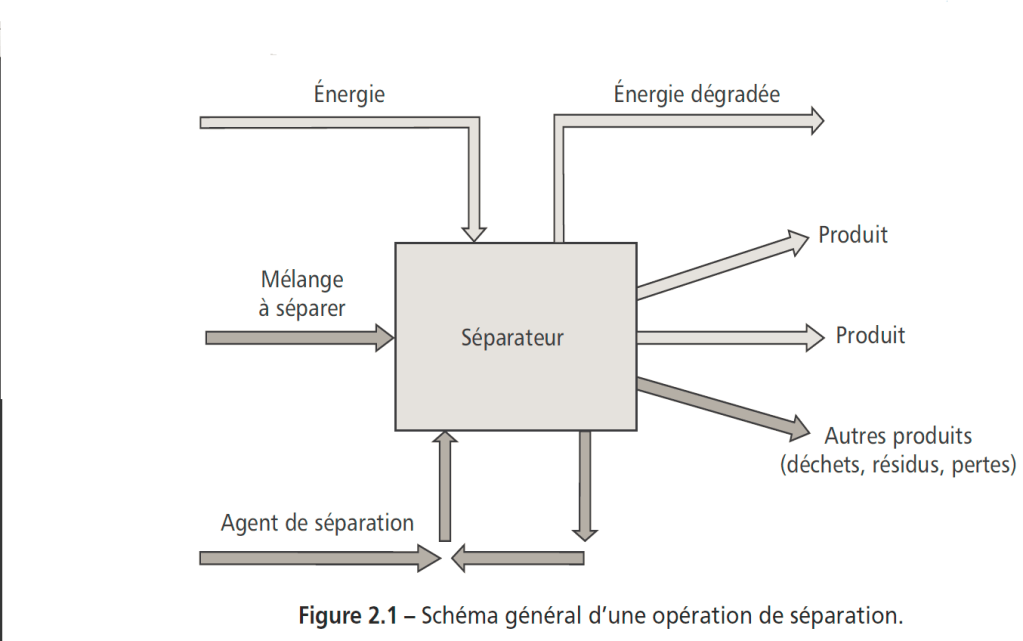
la distillation du pétrole. Tout procédé de séparation consiste à obtenir
dans un séparateur, à partir d’une alimentation (flux entrant) A, deux (ou
plusieurs) effluents B et C de composition différente (figure 2.1).
Cette alimentation peut être discontinue (le mélange est, par exemple,
introduit en une fois au début de l’opération), comme dans l’évaporateur ou le tamis; elle peut être pratiquement continue (les flux et compositions
sont constants, en un point donné, dans le temps), comme dans le cas d’une colonne de rectification. En sortie du séparateur se trouvent les produits, c’est-à-dire les flux de matière qui sortent du procédé. Comme l’alimentation du mélange, la sortie des produits peut être discontinue ou continue.
Une séparation ne peut se concevoir sans l’action d’un agent séparateur et
de l’énergie. L’agent séparateur est par exemple la résine échangeuse
d’ions, dans le cas d’une opération d’adoucissement; son rôle est de
stocker temporairement certains constituants du mélange (ici, le calcium)
et de les restituer dans une phase distincte de régénération. La régénération remet l’agent de séparation en état de commencer un nouveau cycle: il est donc recyclé, comme l’évoque la figure. La thermodynamique
montre que toute séparation nécessite la dégradation d’une
certaine quantité d’énergie (ou encore la consommation d’une certaine
quantité d’énergie libre). Ce «minimum thermodynamique» est très
inférieur à ce qui est réellement mis en jeu en pratique (plusieurs
dizaines de fois dans une distillation bien conçue; plusieurs centaines
de milliers de fois lors de l’enrichissement de l’uranium).
Au-delà des différences évidentes de taille et de nature des objets à séparer,
des analogies profondes peuvent exister entre des méthodes en apparence
très éloignées, ce qui permet une classification logique des méthodes de séparation.
Ainsi, on distinguera une première classe de méthodes où la séparation
résulte d’un partage des constituants entre deux phases (phases liquide et
vapeur dans l’évaporateur; phases liquide et solide dans l’adoucisseur).
La sélectivité provient essentiellement de facteurs thermodynamiques.
On remarque deux sous-familles selon la façon dont est créée la deuxième
phase: apport d’un agent de séparation (comme la résine échangeuse
d’ions) ou transformation de la phase à traiter par apport d’énergie
(création d’une phase vapeur). En fait, on peut considérer l’énergie
comme un agent de séparation particulier. Exemple: la distillation,
l’entraînement par un gaz inerte, l’absorption extractive, l’extraction, la
cristallisation fractionnée, l’adsorption, l’échange d’ions, le lavage, l’osmose, le moussage-essorage, la flottation, la désublimation, la lyophilisation, la filtration sur gel, la fusion de zone.
Une deuxième classe est celle où la séparation résulte d’une migration différenciée des constituants. Le principe de séparation repose:
– soit sur l’existence de vitesses de transfert différentes à travers une barrière (comme le tamis): par exemple la diffusion gazeuse, la dialyse,
l’électrodialyse, la perméation gazeuse, l’électrophorèse, l’ultracentrifugation, l’osmose inverse, l’ultrafiltration, la distillation moléculaire;
– soit sur l’existence de propriétés physiques différentes des constituants
d’une alimentation hétérogène dans un champ de forces: masses volumiques, tailles des particules, charges électriques, etc., différentes. Les
procédés de séparation correspondants sont souvent décrits comme des
procédés mécaniques de séparation. On y trouve la filtration, la sédimentation, la centrifugation, la précipitation électrostatique, etc.
On peut mentionner également une troisième classe de méthodes fondées
sur la séparation mécanique des solides divisés.
D’autres critères de classement sont fondés sur la nature des phases
mises en jeu, la nature de la barrière, la forme d’énergie apportée, le
mode de mise en contact des phases, la nature des constituants séparés
(molécules, particules, etc.).
2.5 Principes de base
Pour étudier des procédés ou des processus intervenant dans les opérations unitaires, il faut tout d’abord les «idéaliser», c’est-à-dire les imaginer ou les modéliser, c’est-à-dire aussi convenir de certaines hypothèses.
Quelques exemples d’hypothèses de travail :
– le fluide gazeux obéit à la loi des gaz parfaits ;
– le mélange de liquide est idéal, il ne s’accompagne pas de variation de
volume ;
–la réaction se déroule dans un réacteur où le mélangeage est parfait, de
sorte que les propriétés sont égales en tous points du réacteur ;
– la pression de la colonne à distiller est uniforme, etc.
Quand les hypothèses de l’étude sont fixées, le génie chimique dispose
alors de trois groupes de relations fondamentales.
- Les lois de conservation, afin d’écrire des bilans:
– exprimant la conservation de la matière;
– exprimant la conservation de l’énergie;
– exprimant la conservation de la quantité de mouvement. - Les équations d’état, afin de caractériser les équilibres entre les phases.
Quoi qu’il en soit, un système est ou se dirige toujours vers l’équilibre.
L’équilibre du système est caractérisé par des variables d’état. Pour les
phénomènes courants du génie chimique, ce sont des variables comme
la température, la pression, les compositions qui déterminent et fixent
l’état du système en équilibre. Lorsqu’une quelconque de ces variables
change, l’état du système change, l’équilibre change et s’accommode.
Puisque tous les systèmes physico-chimiques obéissent à un équilibre
qui est fonction des variables d’état, celles-ci sont reliées entre elles dans des expressions qui traduisent l’état d’équilibre et qu’on appelle équations d’état. Les équilibres peuvent être de deux types, à savoir :
– chimique, les énergies mises en jeu sont grandes car il s’agit de modifier des matières;
– physique, les énergies mises en jeu sont moins importantes car la
matière n’est pas modifiée. - Les lois cinétiques, afin de rendre compte des vitesses de réalisation des
phénomènes lors des transferts de matière ou de chaleur. Il est nécessaire d’acquérir les données cinétiques (le potentiel de transfert) des mécanismes limitants, qui imposeront leur allure et entraîneront le
choix des appareils et de leurs dimensions, donc celui des temps de séjour.
Ces lois doivent être appliquées aux processus en distinguant aussi:
– s’il s’agit de phénomènes stationnaires, permanents, ne variant pas au
cours du temps ou de phénomènes transitoires, en mouvement, variant
avec le temps;
– s’il s’agit de transferts simples ou de transferts simultanés, seulement un transfert de chaleur ou de matière ou de quantité de mouvement ou un mélange des précédents;
– s’il s’agit de systèmes à une ou plusieurs phases, c’est-à-dire si ce sont
des systèmes homogènes ou des systèmes hétérogènes.
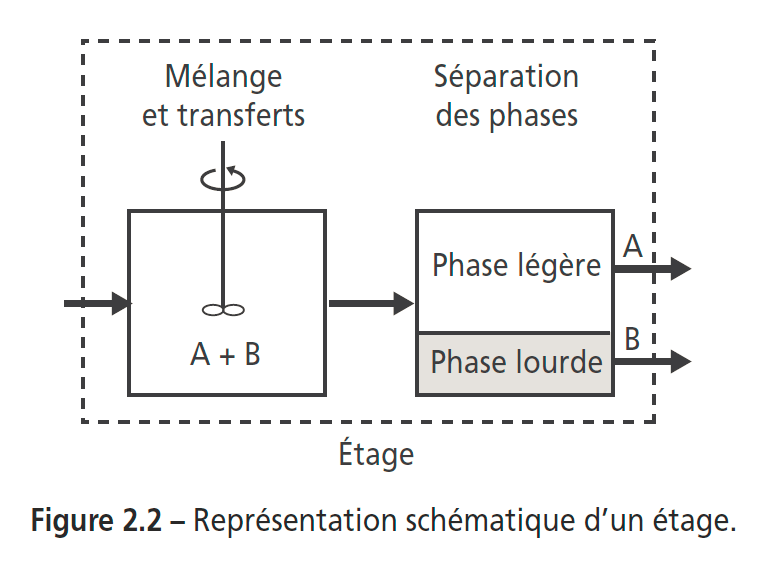
2.6 Étage théorique
Dans le cas d’opérations unitaires de séparation, l’organe élémentaire
d’échange est l’« étage » ou « plateau », élément technologique fondamental
qui a pour fonction de mettre en contact les phases afin de provoquer
des transferts de matière, de les mélanger initialement jusqu’à l’obtention d’un état proche de l’équilibre (figure 2.2).
Le fonctionnement réel des étages est très complexe. On l’approche
cependant avec une précision acceptable par le modèle de étage théorique
ou idéal, offrant ainsi une efficacité de 100 %.
Un étage idéal assure deux fonctions essentielles :
– les phases effluentes sont en équilibre thermodynamique ;
– la séparation physique (désengagement) des deux phases effluentes est
parfaite, c’est-à-dire qu’il n’y a pas d’entraînement mécanique d’une phase dans l’autre.
L’intérêt fondamental de ce modèle est de donner la possibilité de
dimensionner un appareil sans avoir recours ni à des données cinétiques
(équilibre thermodynamique atteint), ni à des données relatives aux
écoulements : l’absence d’entraînement ainsi que de transport de matière
entre les étages permet de donner aux relations de bilan interétage (relations opératoires) une forme particulièrement simple.
Ses inconvénients sont liés aux hypothèses ; on détermine un nombre
d’étages idéaux mais, de par la nature du modèle, on ne peut donner
aucune indication sur les points suivants :
– relation entre le nombre d’étages théoriques et le nombre d’étages réels ;
– dimensionnement des étages réels.
Ces points ne peuvent être précisés qu’en recourant soit aux règles de
l’art, soit à des modèles moins simples (cas des opérations compartimentées non idéales).
Toutefois, appuyé sur l’extrapolation raisonnée des installations existantes,
ce modèle permet une estimation souvent précise du dimensionnement
des appareils à compartiments séparés. Il est universellement employé
pour les études d’avant-projet.
Un étage, même parfait, assure rarement à lui seul l’enrichissement désiré. Pour cette raison, habituellement, une série d’étages est employée,
la variation de concentration étant d’autant plus importante que le nombre
d’étages est plus élevé.
L’efficacité d’une unité de séparation se caractérise par la notion de
nombre équivalent d’étages théoriques NUT (nombre d’unités de transfert), grandeur «statique» adimensionnelle qui traduit la difficulté de séparation du mélange considéré, et par celle de HUT (hauteur d’unité de
transfert), grandeur «dynamique» qui dépend de l’appareil utilisé et qui
peut être évaluée expérimentalement ou calculée au moyen de bilans
différentiels. La longueur ou la hauteur totale du séparateur s’écrit:
Ht=NUT×HUT.
2.7 Bilans
Les problèmes de génie chimique font généralement intervenir les principes de conservation de trois grandeurs physiques : matière (ou masse), énergie et quantité de mouvement. Les bilans systématiques sont essentiels pour le calcul des installations, mais aussi pour renseigner l’ingénieur sur la bonne marche d’un appareil (identification d’une fuite, vérification de l’obtention d’un régime permanent…). Les bilans peuvent concerner l’ensemble du système, ou porter sur un élément « différentiel » d’échange ; ils peuvent être globaux, toute forme de matière étant
alors confondue, ou encore relatifs à un produit donné.
Pour pouvoir effectuer un bilan, il faut définir les limites du système sur
lequel on veut travailler. Puis on détermine les flux de matière (entrée,
sortie) ainsi que les réactions (création, destruction). La somme de ces
différents éléments donne le terme accumulation qui consiste en la variation (qui peut être nulle) de la quantité sur laquelle on effectue le bilan
dans les limites définies du système (Figure 2.1).
Entrée + Création – Sortie – Destruction = Accumulation

Le bilan matière permet d’estimer la productivité et le rendement de
l’opération, envisager ou non des recyclages, dimensionner les appareils
à partir des productions souhaitées.
Le bilan d’enthalpie ou bilan thermique permet d’évaluer le coût énergétique de l’opération, choisir le procédé le mieux adapté et dimensionner les surfaces d’échange nécessaires.
2.4 Conclusions
Devant la complexité de l’acte chimique, de constantes modifications
sont apportées aux unités utilisées. Les principaux problèmes qui se
posent aux ingénieurs pour la conception et le développement des procédés sont :
– l’analyse théorique des phénomènes élémentaires de la couche limite
(couche de faible épaisseur, en contact avec la paroi) afin de connaître
les processus fondamentaux;
– l’intensification des opérations, c’est-à-dire l’amélioration des coefficients
de transfert par agrandissement de la turbulence, accroissement de la vitesse, réduction de l’épaisseur de la couche limite, agrandissement de
la surface de contact; parmi les moyens employés on cite : l’utilisation
des vibrations et pulsations, la technique du lit fluidisé, le remplacement
des appareils statiques par des machines à vitesse de rotation de plus en
plus grande;
– l’optimisation du fonctionnement des installations, en tenant compte
de certains facteurs variables (matières premières, conditions météorologiques, demande du marché);
– la modélisation et l’extrapolation, car la transposition des résultats de
l’échelle expérimentale ou pilote à l’échelle industrielle passe par la
construction d’un modèle mathématique;
– la construction des appareils à haut rendement en utilisant l’analyse
théorique des phénomènes et des matériaux nouveaux moins sensibles
aux agents agressifs;
– la détermination des conditions optimales de fonctionnement du procédé qui maximisent le gain de valeur et minimisent les coûts généralisés;
– l’automatisation et la conduite optimale des procédés (instrumentation,
régulation, asservissement), afin de conduire la réaction pour atteindre
l’objectif recherché en minimisant les consommations de matière et d’énergie.
À titre indicatif voici quelques exemples non limitatifs pour montrer
l’importance du progrès technique dans le domaine de la séparation,
progrès visant les économies d’énergie et une meilleure qualité des produits obtenus :
– les colonnes de distillation utilisent de plus en plus les pompes à chaleur
pour récupérer la chaleur du condenseur et fournir les calories nécessaires
au rebouilleur;
– les séparations sur tamis moléculaire ont donné lieu à des réalisations à
l’échelon industriel pour la séparation des aromatiques;
– la chromatographie préparative dépasse le stade de l’analyse pour permettre la création de petites unités de séparation de capacité de 1 t/j utilisées dans la fabrication de parfums et l’industrie pharmaceutique;
– les membranes semi-perméables sont employées dans l’électrolyse chloresoude. Des procédés industriels de dessalage d’eau de mer les utilisent.
