Sommaire
- Principes de la gestion de la sécurité des procédés
- Une démarche d’amélioration de la gestion de la sécurité des procédés
- Caractéristiques des organisations à « haute résilience »
- Leadership en matière de sécurité des procédés
- Développement d’une culture de sécurité des procédés
- Système de gestion de la sécurité des procédés
- Le rôle de l’analyse comparative
1. Principes de la gestion de la sécurité des procédés
La gestion de la sécurité des procédés appliquée à l’industrie des engrais a évolué au fil du temps et est devenue de plus en plus sophistiquée, selon les quatre phases suivantes :
- Approche fondée sur la conformité : que suis-je tenu de faire ?
- Approche fondée sur les normes : que devrais-je faire ?
- Approche fondée sur l’amélioration continue : comment puis-je améliorer nos pratiques ?
- Approche fondée sur les risques : comment puis-je mieux maîtriser les risques ?
Les quatre composantes essentielles de la sécurité des procédés fondée sur les risques sont les suivantes :
- un engagement en faveur de la sécurité des procédés ;
- une bonne compréhension des dangers et des risques ;
- la maîtrise des risques ;
- l’apprentissage systématique fondé sur le retour d’expérience.
Des améliorations considérables ont été apportées aux unités de production d’engrais afin de renforcer la sécurité des procédés. Ces progrès ont concerné de nombreux domaines, notamment la conception des procédés, les technologies, les catalyseurs, le choix des matériaux, la fabrication des équipements, l’exploitation, l’inspection et la maintenance des installations, afin de garantir un fonctionnement sûr, fiable et efficace.
Les progrès réalisés dans les domaines de l’automatisation, des systèmes instrumentés de sécurité — SIS, Safety Instrumented Systems — et des communications numériques permettent de détecter plus rapidement les perturbations du procédé et de ramener l’installation dans un état sûr sans nécessiter des niveaux irréalistes d’intervention de la part des opérateurs.
Des processus structurés sont utilisés pour assurer la gestion de l’intégrité des actifs et prévenir les fuites, les déversements ainsi que toute autre défaillance ou panne technique. La sécurité des procédés commence dès les premières phases de conception et se poursuit tout au long du cycle de vie de l’installation. Cela permet de garantir que l’installation est exploitée en toute sécurité, correctement entretenue et régulièrement inspectée, afin d’identifier et de traiter tout danger potentiel lié à la sécurité des procédés.
Les normes utilisées pour gérer la sécurité des procédés définissent la manière dont les installations doivent être gérées pendant l’ensemble de leur cycle de vie, dans le but de prévenir des incidents tels que les fuites et les déversements. Les enseignements tirés des enquêtes menées à la suite d’incidents industriels sont intégrés à ces normes.
La participation des entreprises aux réunions techniques pertinentes, telles que celles de l’AIChE ou de Fertilizers Europe, est extrêmement précieuse, car elle favorise un échange utile d’informations relatives à la sécurité.
2. Une démarche d’amélioration de la gestion de la sécurité des procédés
Les efforts déployés par les différentes organisations pour accroître l’importance accordée à la sécurité des procédés et améliorer leurs performances varient naturellement selon la perception qu’elles ont de leur propre niveau de performance, de leurs systèmes de gestion et de leur culture, ainsi que selon leurs ambitions.
Bien qu’il n’existe pas de modèle universellement reconnu pour conduire une démarche de transformation, il est possible d’identifier un certain nombre d’actions mises en œuvre par différentes organisations afin d’améliorer la gestion de la sécurité des procédés. Parmi ces actions figurent notamment :
- promouvoir, par la formation, une compréhension commune de la sécurité des procédés et de sa gestion à tous les niveaux de l’organisation ;
- réévaluer ou mettre à jour le profil de risque de l’entreprise en matière de sécurité des procédés, au moyen de revues structurées des dangers et de réévaluations HAZOP, avec la participation du personnel de première ligne, afin de renforcer la prise en compte des facteurs humains ;
- développer une expertise en sécurité des procédés dans les entités appropriées de l’organisation, afin de compléter les ressources consacrées à la sécurité des personnes, tout en reconnaissant que de nombreux responsables sécurité ne disposent pas d’une formation ou d’une expérience suffisante pour assumer des responsabilités en matière de gestion de la sécurité des procédés ;
- réaliser des évaluations ou des audits des systèmes de gestion de la sécurité des procédés ainsi que de l’état de fonctionnement des couches de protection associées aux principaux dangers du procédé, afin d’établir des situations de référence pour les plans d’amélioration ;
- mettre en place des comités de sécurité des procédés chargés de promouvoir cette discipline aux niveaux de la direction et des opérations locales ;
- définir des objectifs et des indicateurs de sécurité des procédés au niveau des sites et aux niveaux hiérarchiques supérieurs, afin d’assurer une attention appropriée aux performances et de démontrer l’efficacité de la gouvernance d’entreprise.
3. Caractéristiques des organisations à « haute résilience »
Les recherches de Weick et Sutcliffe, 2007, ont identifié certaines organisations ayant développé une capacité supérieure à faire face à des situations potentiellement très risquées.
Il s’agit d’organisations complexes, évoluant dans des environnements où les conséquences d’une défaillance peuvent être très graves, mais qui présentent néanmoins des performances de sécurité supérieures à celles auxquelles on pourrait s’attendre. On peut citer, à titre d’exemples, les sous-marins nucléaires, les centres de conduite des réseaux électriques et les services de contrôle du trafic aérien.
Les études ont défini cinq caractéristiques permettant de distinguer les comportements de ces organisations lorsqu’elles sont confrontées à des situations imprévues ou évoluant rapidement. Ces comportements leur confèrent la résilience nécessaire pour empêcher qu’un événement ne dégénère en incident grave et pour permettre un retour à la normale :
- Une préoccupation constante à l’égard des défaillances : reconnaître que de faibles signaux de défaillance peuvent constituer les symptômes de problèmes plus importants et nécessitent une réponse corrective forte afin d’éviter une dégradation supplémentaire conduisant à un incident. Cela inclut également les erreurs qui ne donnent pas lieu à des situations de quasi-accident.
- Une réticence à simplifier : rechercher une compréhension détaillée des problèmes en favorisant le partage de points de vue divers, plutôt que de céder à la tentation de classer les problèmes dans des catégories génériques.
- Une grande sensibilité aux opérations : prêter une attention étroite à ce qui se passe réellement, comparer la situation observée à la situation attendue et interagir afin de construire une représentation claire de la situation réelle, en considérant le personnel de première ligne comme un acteur essentiel.
- Un engagement en faveur de la résilience : développer activement les compétences et les connaissances du personnel de première ligne afin qu’il soit capable de gérer des situations imprévues.
- Une déférence envers l’expertise : être capable d’adopter une réponse souple face à une situation imprévue et de laisser la personne ou l’équipe la mieux placée pour intervenir prendre l’autorité opérationnelle.
4. Leadership en matière de sécurité des procédés
Même si certains aspects du rôle du leadership dans la gestion de la sécurité des procédés ont été abordés à l’occasion d’incidents au cours desquels les défaillances de la haute direction étaient manifestes — comme lors de la catastrophe de la plateforme pétrolière Piper Alpha en 1988, citée par Cullen en 1990 —, les modèles décrivant les comportements de leadership nécessaires n’ont émergé que plus récemment.
On peut notamment citer les travaux de Hopkins concernant l’incident d’Esso Longford en 1998 et l’incident de BP Texas City, publiés en 2009.
Les comportements de leadership attendus comprennent notamment :
- montrer l’exemple par un engagement personnel visible, une communication appropriée et la définition d’objectifs de sécurité des procédés ;
- veiller à ce qu’une expertise suffisante en sécurité des procédés soit disponible aux niveaux de l’organisation où sont prises les décisions susceptibles d’affecter cette sécurité, notamment les décisions relatives aux ressources et aux investissements ;
- mettre en œuvre des systèmes de récompense ou d’incitation accordant une importance appropriée aux activités et aux objectifs de sécurité des procédés ;
- consacrer les ressources financières nécessaires à la réalisation périodique de revues des dangers liés aux procédés et, surtout, à la mise en œuvre des mesures de réduction des risques identifiées au cours de ces revues ;
- investir dans la formation à la sécurité des procédés et dans l’évaluation des compétences, tout en préservant la mémoire de l’entreprise, notamment par le maintien et la conservation des compétences spécialisées en sécurité des procédés ;
- mettre en place des processus efficaces d’assurance et de gouvernance permettant de vérifier que les systèmes de gestion de la sécurité des procédés sont effectivement déployés dans l’ensemble de l’organisation ;
- élaborer des indicateurs de performance en matière de sécurité des procédés, fournissant à chaque niveau de l’organisation des informations adaptées aux décisions relatives aux ressources et aux investissements qui y sont prises ;
- favoriser le développement d’une solide culture de sécurité des procédés.
Ces éléments conduisent au concept de culture de sécurité des procédés.
5. Développement d’une culture de sécurité des procédés
La pertinence de la culture organisationnelle pour la sécurité des procédés a été examinée par plusieurs auteurs, notamment Reason, 1997, et Hopkins, 2005.
Ces travaux définissent plusieurs caractéristiques propres aux organisations possédant une culture solide en matière de sécurité des procédés :
- Des organisations conscientes et vigilantes, qui comprennent que la lutte en faveur de la sécurité des procédés constitue « une longue guérilla sans victoire définitive ».
- Des organisations informées et favorisant le signalement, qui encouragent la déclaration des quasi-accidents et restent constamment conscientes des conséquences potentielles d’une défaillance.
- Des organisations équitables, qui instaurent un climat de confiance solide et comprennent que les erreurs humaines ne constituent pas les causes profondes des incidents, mais qu’elles résultent elles-mêmes de facteurs personnels et organisationnels.
- Des organisations disciplinées, qui comprennent l’importance de la discipline opérationnelle et dans lesquelles chacun contribue à exécuter chaque tâche correctement dès la première fois.
- Des organisations apprenantes, qui consacrent du temps et des ressources à la mise en œuvre des enseignements tirés des défaillances survenues dans d’autres organisations aussi bien que dans la leur.
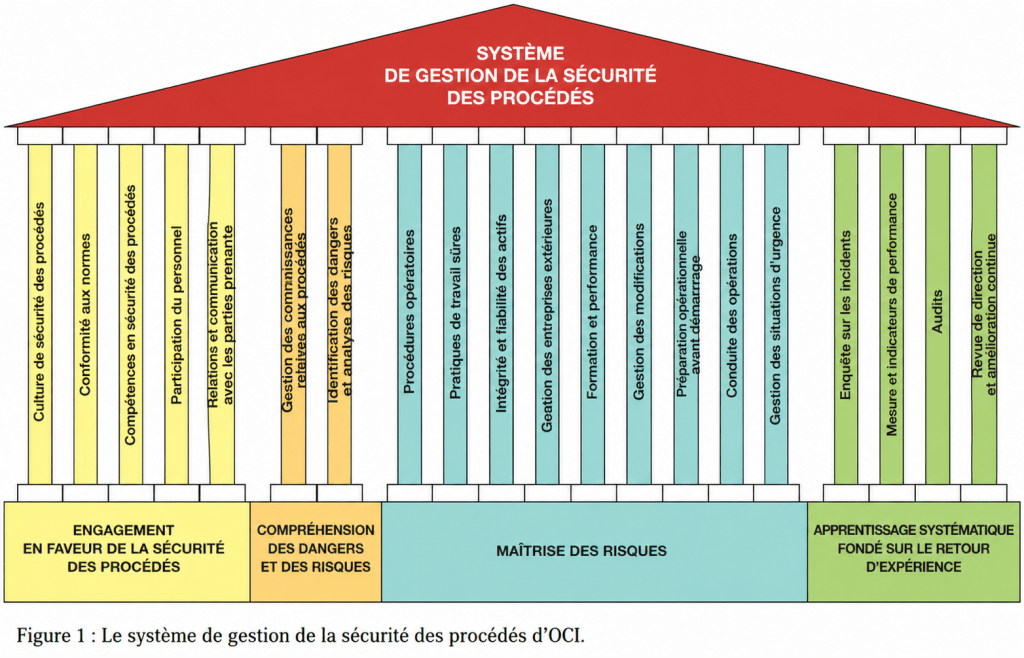
6. Système de gestion de la sécurité des procédés
La mise en pratique du leadership et de la culture de sécurité des procédés repose sur le développement, la mise en œuvre et le maintien d’un système efficace de gestion de la sécurité des procédés, ou PSM — Process Safety Management.
Ce système vise à prévenir la survenue d’incidents. Les éléments constitutifs d’un tel système de sécurité des procédés sont présentés à la Figure 1. Ils comprennent :
- culture de sécurité des procédés ;
- conformité aux normes ;
- compétences en matière de sécurité des procédés ;
- participation du personnel ;
- relations et communication avec les parties prenantes ;
- gestion des connaissances relatives aux procédés ;
- identification des dangers et analyse des risques ;
- procédures opératoires ;
- pratiques de travail sûres ;
- intégrité et fiabilité des actifs ;
- gestion des entreprises extérieures ;
- formation et performance ;
- gestion des modifications ;
- préparation opérationnelle avant démarrage — PSSR, Pre-Startup Safety Review ;
- conduite des opérations ;
- gestion des situations d’urgence ;
- enquête sur les incidents ;
- mesure et indicateurs de performance ;
- audits ;
- revue de direction et amélioration continue.
Toutes les étapes mentionnées ci-dessus sont importantes.
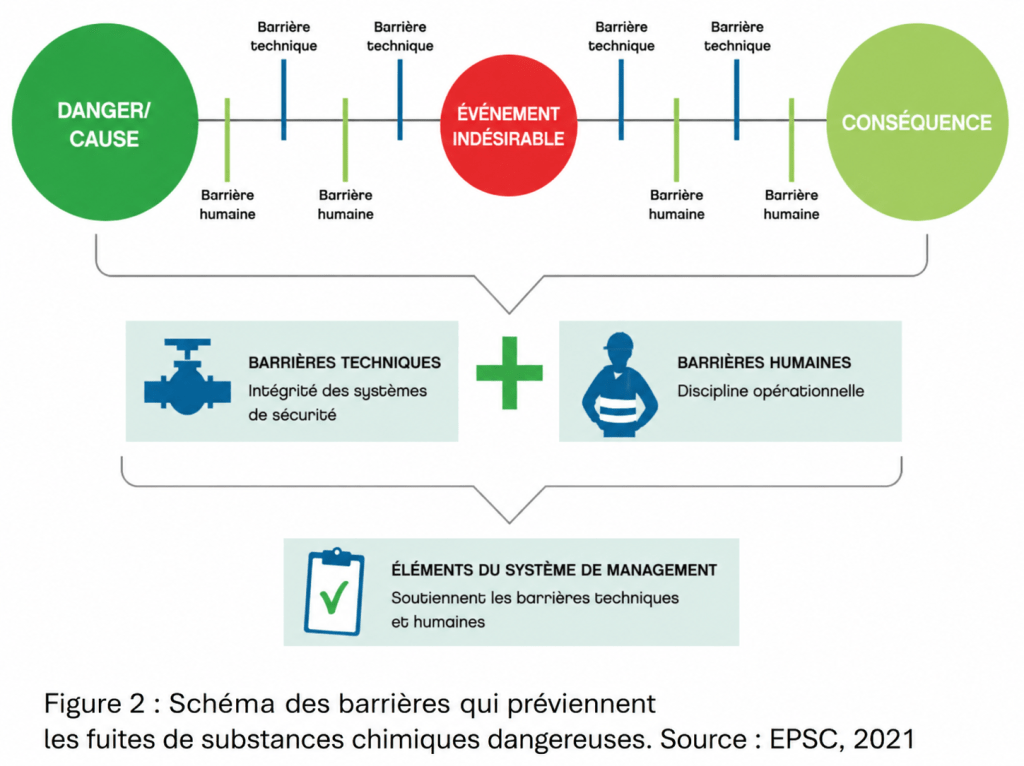
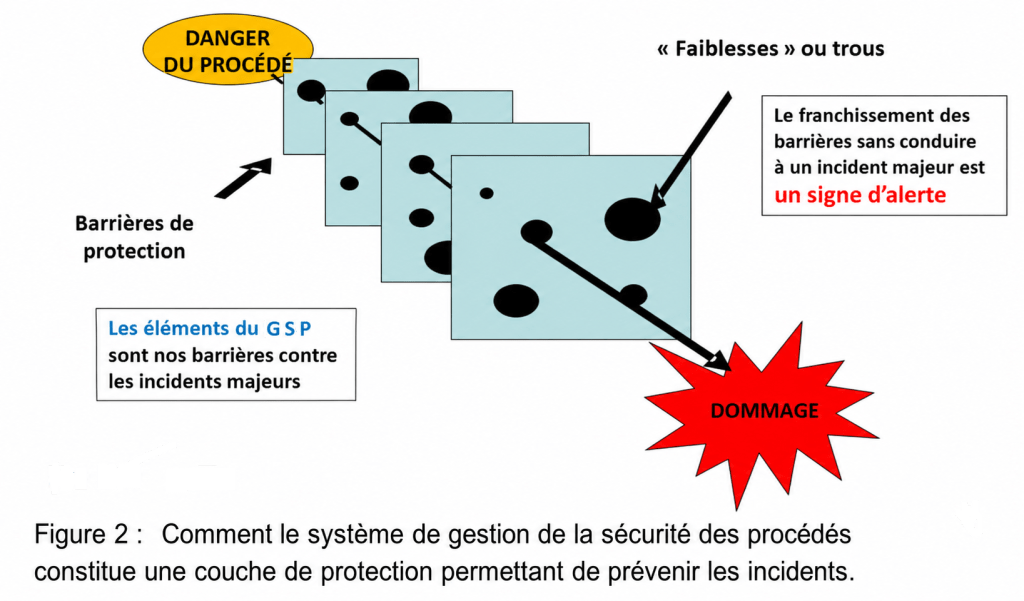
Pour assurer le bon fonctionnement d’un site de production, il est essentiel d’évaluer les risques liés aux procédés et de mettre en place des couches de protection adéquates afin de protéger les personnes, l’environnement et les actifs.
Ces éléments du PSM constituent la couche de protection destinée à prévenir la survenue d’incidents, comme indiqué à la Figure 2.
Les approches à mettre en œuvre pour maîtriser les risques liés à la sécurité des procédés sont les suivantes :
- identifier les risques et les dangers, puis les éliminer ou les réduire au minimum dès la phase de conception ;
- veiller à ce que le classement des zones dangereuses soit correctement réalisé ;
- sélectionner les matériaux de construction appropriés en fonction de la gravité des risques liés au procédé ;
- mettre l’ensemble des procédures à disposition afin de permettre une exploitation sûre de l’installation ;
- former correctement le personnel chargé d’exploiter et d’entretenir l’installation, afin d’assurer un fonctionnement sûr et de prévenir toute perte de confinement ;
- réduire au strict minimum les interventions manuelles afin de limiter les erreurs humaines ;
- réaliser régulièrement des audits, des études HAZOP et des classifications SIL, puis mettre en œuvre toutes les recommandations dans les délais prescrits ;
- ne jamais neutraliser ou contourner les systèmes instrumentés de sécurité, sauf en cas de nécessité absolue, dans le cadre d’une procédure de gestion des modifications impliquant les plus hauts niveaux d’autorité, et uniquement pendant une durée très limitée ;
- évaluer les risques et les dangers liés aux procédés pour tous les modes de fonctionnement de l’installation : démarrage, fonctionnement normal, arrêt, déclenchements de sécurité et fonctionnement anormal ;
- assurer une formation de remise à niveau continue pour le personnel à tous les niveaux ;
- lors des opérations de maintenance, veiller à ce que la zone de travail soit exempte de dangers pour le personnel de maintenance, en mettant en place des isolements appropriés ainsi que des opérations de nettoyage et de purge permettant d’éliminer tout résidu chimique ;
- réaliser une analyse de sécurité des tâches et appliquer un système de permis de travail sûr pour toute intervention effectuée dans l’installation.
Cette section est fondée sur les travaux de Duisters, 2020.
7. Le rôle de l’analyse comparative
L’analyse comparative, ou benchmarking, est un outil spécifique permettant à une entreprise de déterminer son niveau de performance par rapport aux autres acteurs de son secteur, d’identifier le meilleur niveau de performance atteint dans l’industrie et de mesurer l’écart qui la sépare des entreprises les plus performantes.
Cette comparaison crée ainsi une dynamique favorable à l’amélioration continue.
Un système de gestion de la sécurité des procédés permet :
- d’identifier les écarts de performance ;
- de définir des objectifs d’amélioration des performances ;
- de mesurer l’efficacité des programmes d’amélioration ;
- de maintenir une démarche d’amélioration continue.
Les évaluations comparatives du PSM peuvent permettre d’identifier trois avantages principaux, interdépendants mais distincts :
- l’analyse comparative interne entre différents sites ;
- l’apprentissage résultant de la compréhension du questionnaire d’évaluation comparative ;
- l’identification du besoin de mener une analyse détaillée de la mise en œuvre des systèmes existants.
L’utilisation d’une analyse comparative systématique du PSM permet de transformer les enseignements tirés de l’expérience en un apprentissage stratégique et organisationnel.
Références
- Cullen, (1990). The Public Inquiry into the Piper Alpha Disaster, HM Stationery Office, UK.
- Hopkins, A. (2005). Safety, Culture and Risk – The Organisational Causes of Disasters, Hopkins, CCH Australia.
- Hopkins, A. (2009). Failure to Learn – the BP Texas City Refinery Disaster, CCH Australia.
- Reason, J. (1997). Managing the Risks of Organisational Accidents, Ashgate Publishing.
- Weick, K.E. and Sutcliffe, K.M. (2007). Managing the Unexpected 2nd Edition, Wiley.
- 207, (1982), Protecting Fertiliser Manufacturing Plant: The Role of Surface Coatings, D W May
- 207, (1982), Corrosion and Protection of Concrete in an Ammonium Nitrate Environment, P Furnival
- 307, (1991), Stress Corrosion Cracking of Carbon Steel Storage Tanks for Anhydrous Ammonia, L Lunde, R Nyborg
- 382, (1996), Control of Stress Corrosion Cracking in Liquid Ammonia Storage Tanks, R Nyborg, L Lunde, P-E Drønen
- 401, (1997), Ammonia: Safety, Health and Environmental Aspects, K D Shah
- 406, (1997), Product Stewardship (Fertilisers), D M Martin, R S N Carne
- 435, (1999), Transport Safety for Nitric Acid by Road and Rail
- 482, (2001), De-Commissioning of Ammonia Cold-Storage Tanks, J Kristensen, R Fogg
- 494, (2002), Off-spec and Reject Fertiliser: Management Guidelines, K D Shah, J A M van Balken
- 508, (2003), Product Stewardship Applied to Fertilisers, H Kiiski, R J Milborne
- 537, (2004), Nitric Acid Production – Operational Safety, J A Hudson
- 541, (2004), Legislation Affecting Nitric Acid Operations, K D Shah
- 546, (2004), Micronutrient Inclusion in Fertilisers: Safety and Compatibility, H Kiiski
- 562, (2005), Safe Use of Gas-Fired Equipment in Fertiliser Plants, H A M Duisters
- 603, (2007), Inspection of Atmospheric Ammonia Storage Tanks; New EFMA Recommendations, H A M Duisters
- 604, (2007), Safety Issues in Ammonia Handling and Distribution, K D Shah
- 622, (2008), Corrosion Beneath Insulating Materials, F De Vogelaere
- 622, (2008), Safety and Protection of Overhead Pipework, N G Oates
- 650, (2009), A Company Review of Manufacturing Operations in Response to the Findings of the Baker Report, C P Lynas, E Campbell, H J Koornhof, J R Brightling
- 673, (2010), Process Safety in the Fertiliser Industry, P Eames, J R Brightling
- 674, (2010), A Fertiliser Company Approach to Improving Process Safety Performance, J-P Fossum, H Navsaria
- 694, (2011), Risk Based Inspection Implementation: Increasing Plant Safety and Reliability, G Franceschini
- 706, (2012), Fertiliser Product Stewardship Program. The European and Global Experience, J B Hansen, B Muirheid
- 721, (2013), Applications of Laser Gas Detection in the Fertiliser Industry, H Adam, J Selby, L Harper
- 722, (2013), Developments in Fertiliser Security, E J Pullinger
- 745, (2014), Detection and Localisation of Leakages in Toxic/Flammable Chemicals Pipelines Using Distributed Fibre Optic Sensors, D Inaudi, R de Bont, R Walder
- 749, (2014), First Practical Experience with Robot Inspection of Ammonia Storage Tanks, K Bakli, O N Mortensen, C Valand
- 785, (2016), Benchmarking – An Important Milestone in the Journey Towards Process Safety Management Excellence, C Pridy
- 786, (2016), Transforming Vehicle Safety by a Primary Fertiliser Producer in the UK, D Phelan
- 803, (2017), Changes, challenges, and opportunities in fertiliser-manufacturing processes: A personal review and outlook, J G Reuvers
- 807, (2017), Distributed control system implemented at a UK fertiliser complex: past, present and future, T Southerton
- 830, (2019), Principles and Applications of a Directory of Urea Safety Incidents, with Case Studies, M J Brouwer
- 843, (2020), Occupational and Process Safety in Ammonia Plants – Pitfalls to Avoid, H Duisters
- International Fertiliser Association Safety Handbook. Establishing and Maintaining Positive Safety Management Practices in the Work Place