Lorsque l’acide phosphorique est concentré au-delà de 54 % de P₂O₅, il forme de l’acide superphosphorique ou SPA (Superphosphoric Acid). Cette appellation désigne un acide phosphorique dans lequel une proportion appréciable, généralement 30 % ou plus, du P₂O₅ se trouve sous forme d’acides condensés ou d’acides polyphosphoriques [formule générale : Hₙ₊₂(PₙO₃ₙ₊₁)].
Différentes concentrations d’acide superphosphorique peuvent être produites à partir d’acide phosphorique de voie humide ; elles se situent généralement dans la plage de 69 % à 76 % de P₂O₅. Fondamentalement, la production de SPA consiste d’abord à éliminer l’eau libre contenue dans l’acide plus dilué, puis à éliminer l’eau chimiquement liée. Cette dernière étape peut être représentée par les équations suivantes :
2H₃PO₄ + chaleur → H₄P₂O₇ + H₂O (g)
H₃PO₄ + H₄P₂O₇ + chaleur → H₅P₃O₁₀ + H₂O (g)
où H₃PO₄ est l’acide orthophosphorique, H₄P₂O₇ est l’acide pyrophosphorique, et H₅P₃O₁₀ est l’acide tripolyphosphorique. À une concentration de SPA d’environ 70 % de P₂O₅, la conversion de H₃PO₄ vers d’autres formes est de l’ordre de 25 % à 45 %.
Pour concentrer l’acide de 54 % à 70 % de P₂O₅, il faut environ 1 tonne de vapeur haute pression — environ 2,7 MPa et 230 °C — par tonne de P₂O₅. Les besoins en électricité sont d’environ 24 kWh par tonne de P₂O₅. Lorsqu’un fluide caloporteur de type Dowtherm est utilisé, la consommation de combustible est d’environ 2,7 GJ par tonne de P₂O₅.
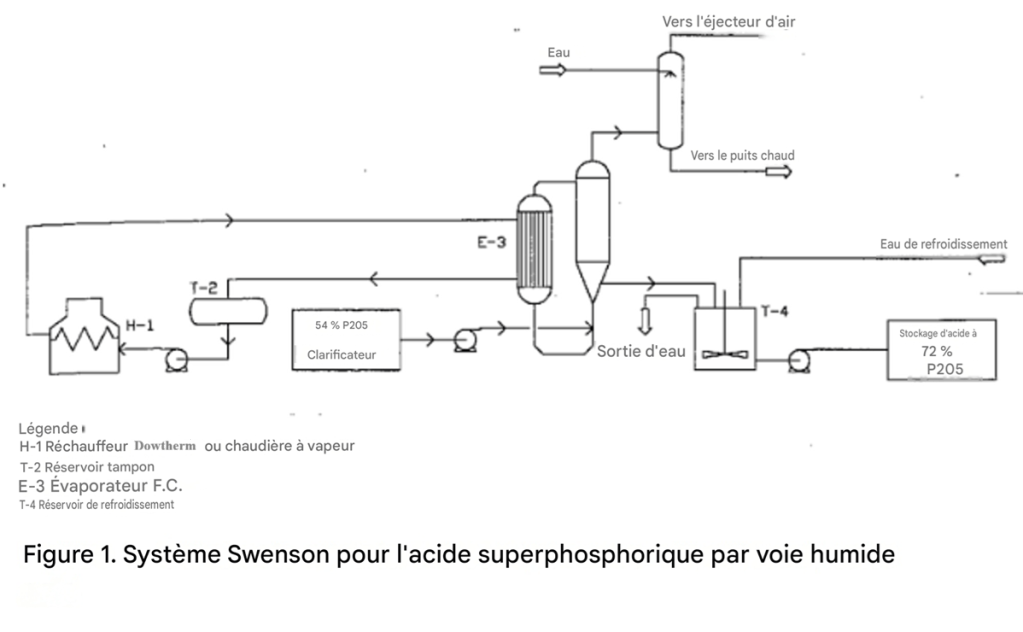
Plusieurs types d’évaporateurs peuvent être utilisés pour la production de SPA, mais le plus courant est un système à circulation forcée (Figure 1). Dans la production d’acide superphosphorique à 69 %–72 % de P₂O₅ par concentration d’acide phosphorique de voie humide, la majeure partie du fluor est volatilisée, de sorte que l’acide ne contient plus que 0,2 % à 0,3 % de F.
En ajoutant de la silice réactive pendant l’évaporation afin de renforcer la volatilisation du fluor, la teneur en fluor peut être réduite davantage, jusqu’à environ 0,1 %. Un tel acide convient à la fabrication de produits destinés à l’alimentation animale, comme le phosphate dicalcique ou le phosphate d’ammonium, et il est utilisé à cette fin.
Les autres avantages de l’acide superphosphorique sont les suivants :
- réduction des coûts de fret par unité de P₂O₅ par rapport à un acide à 54 % ;
- élimination des boues. Les acides polyphosphoriques complexent la plupart des impuretés courantes ; toutefois, dans certains acides, des pyrophosphates de titane ou de magnésium peuvent précipiter ;
- l’acide superphosphorique est nettement moins corrosif qu’un acide de concentration plus faible ;
- l’acide superphosphorique convient à la production d’engrais liquides clairs, notamment des solutions de polyphosphate d’ammonium, car les polyphosphates complexent les impuretés qui, autrement, précipiteraient lors de l’ammoniation ;
- l’acide superphosphorique convient à la production d’engrais liquides clairs contenant des oligoéléments, grâce à sa capacité à complexer les ions métalliques.
Les principaux inconvénients de l’acide superphosphorique sont les suivants :
- les besoins énergétiques ;
- la corrosion dans certains types d’évaporateurs ;
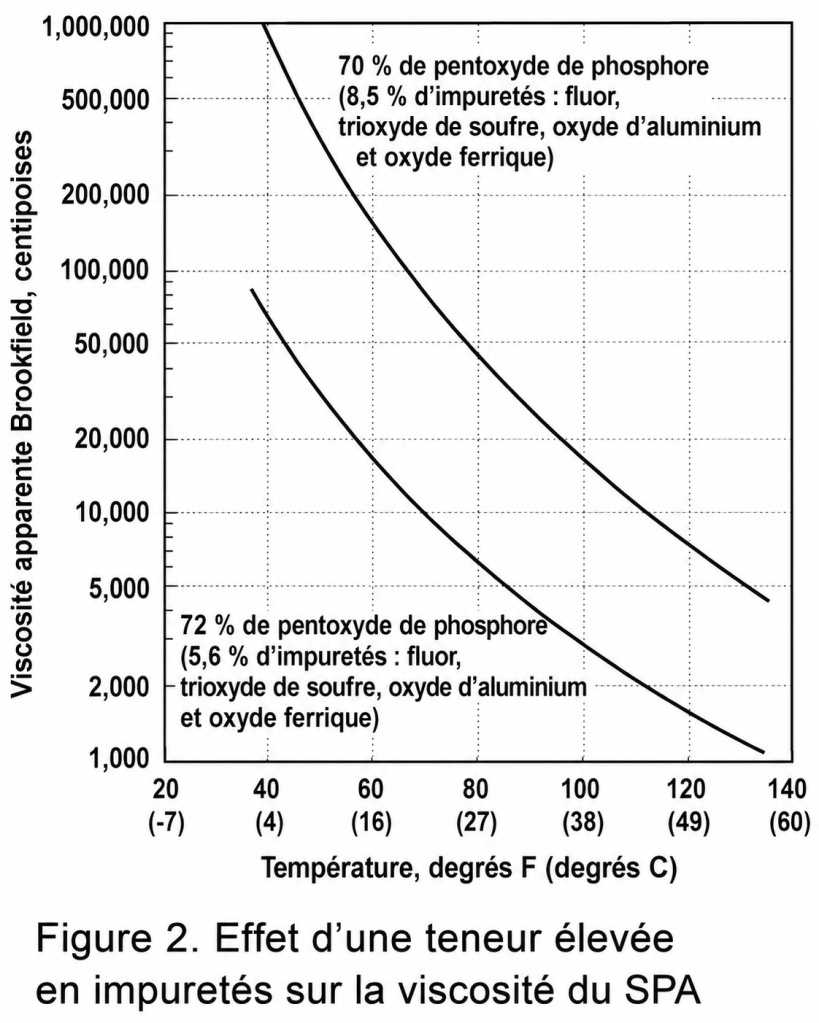
- la viscosité élevée. La viscosité dépend de la température, de la concentration et de la teneur en impuretés ; certains acides superphosphoriques doivent être chauffés à 60 °C ou plus afin de permettre leur pompage au moyen de pompes centrifuges.
Un exemple de variation de la viscosité en fonction des impuretés et de la température est présenté dans la Figure 2.
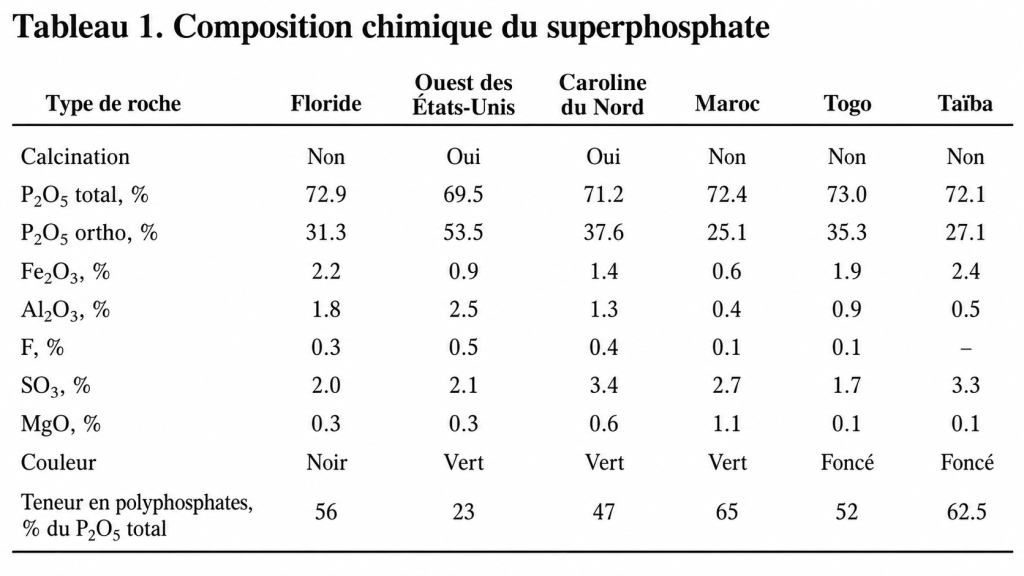
Les compositions d’acides superphosphoriques produits à partir de plusieurs types de roches phosphatées sont présentées dans le Tableau 1.
Expédition de l’acide phosphorique
Les avantages de l’acide phosphorique en tant que source de P₂O₅ sont sa polyvalence, la rapidité du chargement et du déchargement des navires, ainsi que sa forte concentration. L’acide phosphorique peut être utilisé pour produire n’importe quel phosphate souhaité ou tout engrais composé répondant aux besoins locaux ; le triple superphosphate ou TSP, ainsi que les phosphates d’ammonium, sont moins polyvalents.
La majeure partie de l’acide expédié à l’étranger présente une concentration d’au moins 52 % à 54 % de P₂O₅, bien qu’un certain acide dit « superphosphorique », à 69 %–72 % de P₂O₅, ait également été expédié.
Comparée à l’importation de matières premières, l’expédition de 1,0 tonne de P₂O₅ sous forme d’acide phosphorique ne nécessite que 1,85 tonne d’acide à 54 % de P₂O₅ ou 1,43 tonne d’acide à 70 % de P₂O₅, contre environ 4,3 tonnes de matières premières — soit 3,3 tonnes de roche phosphatée plus environ 1 tonne de soufre.
La rapidité du chargement et du déchargement réduit les coûts grâce aux économies de main-d’œuvre, à la diminution du temps passé au port et à la réduction de l’encombrement portuaire. La manutention de l’acide phosphorique — comme celle de tout liquide — est exempte de poussières, ce qui évite la contamination atmosphérique par les poussières et minimise les pertes.
Certains inconvénients résident dans la nécessité de disposer de navires spécialement équipés, ainsi que de terminaux spécifiques comportant des pompes et des réservoirs de stockage aux points d’expédition et de réception. Le besoin d’un traitement ultérieur par l’importateur limite le marché aux pays dont la demande est suffisante pour justifier de telles installations.
L’acide phosphorique destiné à l’expédition doit être relativement exempt de solides susceptibles de former des boues, de préférence à une teneur inférieure à 1 %. Pour satisfaire à cette exigence, l’acide doit généralement être refroidi et clarifié. La quantité de boues dépend de la composition de la roche phosphatée et du procédé de production de l’acide phosphorique ; dans certains cas, la clarification n’est pas nécessaire.
Deux moyens de protection contre la corrosion des parois des réservoirs sont actuellement couramment utilisés :
- le revêtement intérieur des réservoirs en acier doux par des feuilles de caoutchouc à base de chloroprène autovulcanisant ;
- le revêtement intérieur des réservoirs en acier doux par un plaquage d’acier inoxydable allié au molybdène, principalement de type 317L, ou bien la construction complète du réservoir dans ce matériau.
Selon le code international de l’Organisation maritime internationale (OMI) relatif aux produits chimiques en vrac, l’acide phosphorique de qualité marchande exige un degré modéré de confinement en raison de sa nature corrosive et de sa densité élevée, généralement autour de 1,7. De plus, un navire doit comporter un double fond et des ballasts latéraux si la section de réservoir doit être utilisée pour transporter de l’acide.
Étant donné que les impuretés présentes dans l’acide tendent à former une boue épaisse et visqueuse, difficile à éliminer, les citernes utilisées pour le transport — et le stockage — doivent également être équipées d’agitateurs afin de maintenir l’acide en mouvement.
L’acide superphosphorique est généralement chauffé pendant le transport afin d’éviter une longue période de réchauffage avant le déchargement ; les navires-citernes destinés au transport de SPA doivent donc être équipés de dispositifs de chauffage.
Pour la construction des réservoirs de stockage, l’acier revêtu de caoutchouc est couramment utilisé, bien que des revêtements en acier inoxydable puissent aussi être employés. Dans certains cas, des bassins ou lagunes sont utilisés pour le stockage. Ces bassins sont revêtus de feuilles épaisses de caoutchouc ou de plastique, reposant sur une couche de gravier munie d’un drainage vers un puisard, de manière à ce que toute fuite puisse être détectée et renvoyée vers un autre bassin.
Une installation de ce type, située près de Tampa, comprenait quatre bassins d’une capacité totale de 11 000 tonnes. Les bassins étaient dotés de couvertures plastiques gonflables afin de les protéger de la pluie ou d’autres contaminations. La plupart des réservoirs de stockage disposent d’équipements permettant d’agiter occasionnellement l’acide afin d’éviter la décantation.
Références
7, (1949), Slurry Dispersion Methods for the Granulation of Superphosphate Fertilisers, J T Procter
21, (1953), Manufacture of Triple Superphosphate, J J Porter, J Frisken
23, (1953), Ammoniation of Superphosphate, J Angus
42, (1957), Use of Different Types of Phosphate Rock in Single and Triple Superphosphate Production, T P Dee, R J Nunn, K Sharples
91, (1966), NPK Fertiliser Production Using Superphosphoric Acid, G Bischofberger, R R Heck
Becker, P. (1989) Phosphates and Phosphoric Acid: Raw Materials: Technology, and Economics of the Wet Process. Marcel Dekker, Inc., New York, NY, U.S.A.
Havelange, S. et al. (2022). Phosphoric Acid and Phosphates in Ullmann’s Encyclopaedia of Industrial Chemistry.
Slack, A.V. (1968). Phosphoric Acid (Part I and II). Marcel Dekker, Inc., New York, NY, U.S.A.
